Download as rtf, pdf, or txt
You might also like
- Specification For Carbon Steel Forgings, For Piping ApplicationsDocument8 pagesSpecification For Carbon Steel Forgings, For Piping Applicationsedisson_barrera100% (1)
- Plasma Arc Welding and MachiningDocument8 pagesPlasma Arc Welding and MachiningSnehasish IsharNo ratings yet
- Plasma Arc Welding MachiningDocument10 pagesPlasma Arc Welding MachiningAvinash AviNo ratings yet
- Me2026 Unconventional Machining Process 43Document7 pagesMe2026 Unconventional Machining Process 43CHARANNo ratings yet
- (PAW) Plasma Arc WeldingDocument11 pages(PAW) Plasma Arc WeldingSyahir ZufayriNo ratings yet
- Plasma Arc Machining (PAM)Document27 pagesPlasma Arc Machining (PAM)nikunjlimbachiyaNo ratings yet
- On Plasma Arc WeldingDocument13 pagesOn Plasma Arc WeldingDUKENo ratings yet
- Plasma Arc Machining: BY Rajnish Bhusal Department of Mechanical Engineering, RitmDocument20 pagesPlasma Arc Machining: BY Rajnish Bhusal Department of Mechanical Engineering, RitmSudeep Kumar SinghNo ratings yet
- Plasma Arc MachiningDocument18 pagesPlasma Arc MachiningStephen WeiNo ratings yet
- Working Principle 3. Equipment 4. MRR 5. Application 6. Adv/disadv 7. Process CapabilityDocument4 pagesWorking Principle 3. Equipment 4. MRR 5. Application 6. Adv/disadv 7. Process CapabilityAhmed ZaheerNo ratings yet
- PAW Hand BookDocument17 pagesPAW Hand BookGabriel IriminNo ratings yet
- Micro Plasma Arc WeldingDocument5 pagesMicro Plasma Arc WeldingJigar ChaudharyNo ratings yet
- Assignment Advance Manufacturing Processes: by Vaibhav M. Enroll No. 171E021 May 8, 2020Document11 pagesAssignment Advance Manufacturing Processes: by Vaibhav M. Enroll No. 171E021 May 8, 2020Vaibhav MishraNo ratings yet
- Plasmaarcwelding 180326141313Document14 pagesPlasmaarcwelding 180326141313SURENDAAR DNo ratings yet
- Corte Por Plasma 9Document4 pagesCorte Por Plasma 9Ronny De La CruzNo ratings yet
- Plasma Arc Machining Manual: Non-Conventional Machining SeriesDocument7 pagesPlasma Arc Machining Manual: Non-Conventional Machining SeriesowaisNo ratings yet
- Plasmaarcwelding 180326141313Document14 pagesPlasmaarcwelding 180326141313SURENDAAR DNo ratings yet
- Plasmaarcwelding 180326141313Document14 pagesPlasmaarcwelding 180326141313SURENDAAR DNo ratings yet
- Plasma Arc MachiningDocument12 pagesPlasma Arc MachiningAfsarShaikhNo ratings yet
- Plasma Arc Welding: Unit-IiiDocument32 pagesPlasma Arc Welding: Unit-IiiRamu AmaraNo ratings yet
- 18 Equipment For Plasma WeldingDocument3 pages18 Equipment For Plasma Weldingprasetyo ilhamNo ratings yet
- Plasmaarcwelding 180326141313Document14 pagesPlasmaarcwelding 180326141313SURENDAAR DNo ratings yet
- Plasma Arc Machining-Process, Diagram, Advantages and DisadvantagesDocument6 pagesPlasma Arc Machining-Process, Diagram, Advantages and Disadvantagesmainakroy807No ratings yet
- CNC Plasma Cutting ProcedureDocument15 pagesCNC Plasma Cutting ProcedureSanofar ShamsudeenNo ratings yet
- 7 Advanced Cutting Processes Plasma and Laser BeamDocument26 pages7 Advanced Cutting Processes Plasma and Laser BeamGracious kachikutaNo ratings yet
- Welding TechnologyDocument12 pagesWelding TechnologyMuhammad Aminnur Hasmin B. HasminNo ratings yet
- Plasma Arc MachiningDocument11 pagesPlasma Arc MachiningHemant A S Hemant A SNo ratings yet
- Plasma Arc WeldingDocument24 pagesPlasma Arc Weldingroy_subham_subrataNo ratings yet
- Welding: Philippine Society of Mechanical Engineers Professional Development CourseDocument30 pagesWelding: Philippine Society of Mechanical Engineers Professional Development CourseAngel Silva VicenteNo ratings yet
- Plasma Arc WeldingDocument4 pagesPlasma Arc WeldingMineNo ratings yet
- Plasma Arc MachiningDocument5 pagesPlasma Arc MachiningSherazi AshrafiNo ratings yet
- Flux Cored Arc Welding SimaDocument75 pagesFlux Cored Arc Welding Simaabdi retaNo ratings yet
- Gmaw PDFDocument34 pagesGmaw PDFGnanasekaran MNo ratings yet
- Class 10 - PAWDocument9 pagesClass 10 - PAWSriharsha SarmaNo ratings yet
- Product Reference Manual - Section 8 - Arc Equipment & ProcessesDocument33 pagesProduct Reference Manual - Section 8 - Arc Equipment & Processesnishant361No ratings yet
- 19BME073 Plasma Cutting Lab ReportDocument2 pages19BME073 Plasma Cutting Lab ReportMeet LadNo ratings yet
- Shipyard Welding ProcessesDocument6 pagesShipyard Welding ProcessesPawan KumarNo ratings yet
- Practical-Report Practical-Report Practical-Report Practical-ReportDocument16 pagesPractical-Report Practical-Report Practical-Report Practical-Reportreaders123100% (1)
- Module-III Plasma Arc Machining (Pam) :: Modern Manufacturing Processes (Peme 5306)Document7 pagesModule-III Plasma Arc Machining (Pam) :: Modern Manufacturing Processes (Peme 5306)Anonymous dL8dsCncNo ratings yet
- Class: Prepared - BY: EN - NO: App - byDocument18 pagesClass: Prepared - BY: EN - NO: App - byVikas ChoudharyNo ratings yet
- By Praveen RGIT BangaloreDocument16 pagesBy Praveen RGIT BangaloreVicky GuptaNo ratings yet
- Submerged Arc Welding Metal Inert Gas Welding Tungsten Inert Gas Welding Oxy-Acetylene Gas WeldingDocument42 pagesSubmerged Arc Welding Metal Inert Gas Welding Tungsten Inert Gas Welding Oxy-Acetylene Gas WeldingRaj singhNo ratings yet
- Welding Terms PDFDocument4 pagesWelding Terms PDFsivacwiNo ratings yet
- Amp ReportDocument21 pagesAmp ReportAadip KushwahaNo ratings yet
- CWI Module 3Document2 pagesCWI Module 3Basil M. Ikhleif100% (1)
- Optimization of Process Parameters of MIG Welding To Improve Tensile Strength of Fe-415 Mild SteelDocument6 pagesOptimization of Process Parameters of MIG Welding To Improve Tensile Strength of Fe-415 Mild SteelIJRASETPublicationsNo ratings yet
- Plasma Arc MachiningDocument16 pagesPlasma Arc MachiningParanthaman RamanNo ratings yet
- Oxy - Fuel and Plasma Cutting - Welding & Joining Technology - LibGuides at Wiregrass Georgia Technical CollegeDocument9 pagesOxy - Fuel and Plasma Cutting - Welding & Joining Technology - LibGuides at Wiregrass Georgia Technical CollegeCharles hidayatNo ratings yet
- Plasma Arc Machining (PAM)Document39 pagesPlasma Arc Machining (PAM)maniNo ratings yet
- Dictionary of WeldingDocument57 pagesDictionary of WeldingtoddflyNo ratings yet
- Arc WeldingDocument73 pagesArc WeldingAzaad MaverickNo ratings yet
- BOC 217076 Facts About Plasma Technology FA Low ResDocument32 pagesBOC 217076 Facts About Plasma Technology FA Low ResAndrei SavvaNo ratings yet
- Welding Processes PartIIDocument34 pagesWelding Processes PartIIHandayani KesumadewiNo ratings yet
- Research Paper On Plasma Arc WeldingDocument4 pagesResearch Paper On Plasma Arc Weldingnydohavihup2100% (1)
- Saw Weld ProcedureDocument21 pagesSaw Weld ProcedurePhani KumarNo ratings yet
- Laser Cladding Vs Other TechnologiesDocument17 pagesLaser Cladding Vs Other Technologiesvenkat200a100% (2)
- PTA Hardfacing: Arcraft Plasma IndiaDocument16 pagesPTA Hardfacing: Arcraft Plasma IndiaJimmy RodriguesNo ratings yet
- Welding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesFrom EverandWelding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- 12Document10 pages12Vinayak ShegarNo ratings yet
- Certified Associate in Python Programming v1.0 (PCAP) : Question 6 (Topic 1)Document3 pagesCertified Associate in Python Programming v1.0 (PCAP) : Question 6 (Topic 1)Vinayak ShegarNo ratings yet
- Free Questions For By: PCAP-31-03 Go4braindumpsDocument8 pagesFree Questions For By: PCAP-31-03 Go4braindumpsVinayak ShegarNo ratings yet
- Topics: Confidence IntervalsDocument3 pagesTopics: Confidence IntervalsVinayak ShegarNo ratings yet
- Certified Associate in Python Programming v1.0 (PCAP) : Question 26 (Topic 1)Document4 pagesCertified Associate in Python Programming v1.0 (PCAP) : Question 26 (Topic 1)Vinayak ShegarNo ratings yet
- Free Questions For By: PCAP-31-03 CertsdealsDocument15 pagesFree Questions For By: PCAP-31-03 CertsdealsVinayak ShegarNo ratings yet
- ExcelR - Excel1Document178 pagesExcelR - Excel1Vinayak ShegarNo ratings yet
- Excel Practice - ExcelRDocument177 pagesExcel Practice - ExcelRVinayak ShegarNo ratings yet
- Data Science Notes - TutorialsDuniyaDocument59 pagesData Science Notes - TutorialsDuniyaVinayak ShegarNo ratings yet
- Bike ManualDocument83 pagesBike ManualVinayak ShegarNo ratings yet
- 344 PDFDocument169 pages344 PDFVinayak ShegarNo ratings yet
- Form 1-A (See Rules 5 (1), (3), 7,10 (A), 14 (D), and 18 (D) ) : Certificate of Medical FitnessDocument1 pageForm 1-A (See Rules 5 (1), (3), 7,10 (A), 14 (D), and 18 (D) ) : Certificate of Medical FitnessVinayak ShegarNo ratings yet
- Host Driver Logs CurrentDocument9 pagesHost Driver Logs CurrentVinayak ShegarNo ratings yet
- Cotter JointDocument7 pagesCotter JointVinayak ShegarNo ratings yet
- Chapter 1 - Overview of Business MCQS ManagementDocument9 pagesChapter 1 - Overview of Business MCQS ManagementVinayak ShegarNo ratings yet
- Cotter JointDocument7 pagesCotter JointVinayak ShegarNo ratings yet
- B16 Case 3 13 CR Stainless Steel ASME B16.34 Valves ASTM A182 F6a Class 1, A182 F6a Class 2, and A217 CA15 MaterialDocument8 pagesB16 Case 3 13 CR Stainless Steel ASME B16.34 Valves ASTM A182 F6a Class 1, A182 F6a Class 2, and A217 CA15 MaterialInaamNo ratings yet
- Cobalt-Chromium AlloysDocument1 pageCobalt-Chromium AlloysPinto PintoNo ratings yet
- Catalog Mine Stone (Full)Document32 pagesCatalog Mine Stone (Full)Nicolaas GlennNo ratings yet
- Chemical Composition: ASTM A36 Mild/Low Carbon SteelDocument2 pagesChemical Composition: ASTM A36 Mild/Low Carbon SteelNathanNo ratings yet
- Trace Element Composition of Scheelite in OrogenicDocument25 pagesTrace Element Composition of Scheelite in OrogenicLeonardo JaimesNo ratings yet
- Nextgen Steel Alloys 160527100216 PDFDocument25 pagesNextgen Steel Alloys 160527100216 PDFVysakh VasudevanNo ratings yet
- Lesson 1 - Basics of Arc WeldingDocument35 pagesLesson 1 - Basics of Arc WeldingBBGNo ratings yet
- Oilfield PDC Drill Bits Atlas CopcoDocument8 pagesOilfield PDC Drill Bits Atlas CopcoElgi Alam PangestuNo ratings yet
- #7 CreepDocument72 pages#7 CreepyolandavmsNo ratings yet
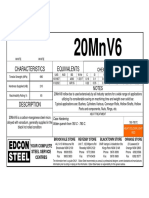
- Characteristics Equivalents: Chemical Analysis (%)Document1 pageCharacteristics Equivalents: Chemical Analysis (%)Ali TalebiNo ratings yet
- Jis G4105Document2 pagesJis G4105walitedisonNo ratings yet
- Chemical Elements PropertiesDocument1 pageChemical Elements Propertiesjittshong8072No ratings yet
- Laboratory Leaching CementationDocument6 pagesLaboratory Leaching CementationRonNo ratings yet
- 09 GasketCharacteristicValues PDFDocument3 pages09 GasketCharacteristicValues PDFdraj1875977No ratings yet
- Different Types of Stones and RocksDocument7 pagesDifferent Types of Stones and RocksfelipeNo ratings yet
- 5 - Ch1 - Manganese Rocks and OresDocument4 pages5 - Ch1 - Manganese Rocks and OresequisdexdxdxdxdNo ratings yet
- Lecture No.17 Binary Phase DiagramsDocument16 pagesLecture No.17 Binary Phase DiagramsNorma Luzmila Chambilla FirataNo ratings yet
- Stress CorrosionDocument13 pagesStress Corrosionseraj ibramemNo ratings yet
- Specification For Low-Alloy Steel Electrodes For Shielded Metal Arc WeldingDocument48 pagesSpecification For Low-Alloy Steel Electrodes For Shielded Metal Arc WeldingArmando Lujan Velazquez100% (2)
- DMT 251 Exercise 2 - SolweziDocument1 pageDMT 251 Exercise 2 - SolweziChimwemwe KaongaNo ratings yet
- (Aluminium Industries) : Geography OptionalDocument10 pages(Aluminium Industries) : Geography OptionalIbrahim IslamiNo ratings yet
- Cswip-Appendix-05-Micro and Macro Visual InspectionDocument3 pagesCswip-Appendix-05-Micro and Macro Visual InspectionNsidibe Michael Etim100% (1)
- CS Forging RequirementsDocument1 pageCS Forging RequirementsSanjayNo ratings yet
- HHA - X-MET8000 Optimum + Expert Performance Document (Alloy) - Thin Window - V1-3Document5 pagesHHA - X-MET8000 Optimum + Expert Performance Document (Alloy) - Thin Window - V1-3Paula InesNo ratings yet
- Elite - Dangerous - Engineering Material Location List - Material Finder (ENG)Document2 pagesElite - Dangerous - Engineering Material Location List - Material Finder (ENG)baggywrinkleNo ratings yet
- Aluminum 6061 vs. Aluminum 6063Document4 pagesAluminum 6061 vs. Aluminum 6063Vipin JoseNo ratings yet
- c464 Info SheetsDocument2 pagesc464 Info SheetshumaNo ratings yet
- Thalachrome Se 500: High Corrosion ResistanceDocument1 pageThalachrome Se 500: High Corrosion ResistancethyskieNo ratings yet
- ASME BPV - 08 Section II SFA 5.9 PDFDocument24 pagesASME BPV - 08 Section II SFA 5.9 PDFCarlos PovedaNo ratings yet