Download as pdf or txt
You might also like
- Sap Ams PDFDocument7 pagesSap Ams PDFmail_girish20029690100% (1)
- Gabion Stractures: Department of Civil EngineeringDocument31 pagesGabion Stractures: Department of Civil EngineeringSagar Rathod83% (12)
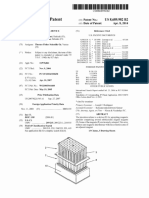
- United States Patent (10) Patent No.: US 6,685,832 B2: Mahendran Et Al. (45) Date of Patent: Feb. 3, 2004Document31 pagesUnited States Patent (10) Patent No.: US 6,685,832 B2: Mahendran Et Al. (45) Date of Patent: Feb. 3, 2004Vansala GanesanNo ratings yet
- United States Patent: (12) (10) Patent No.: US 7.219.480 B2Document7 pagesUnited States Patent: (12) (10) Patent No.: US 7.219.480 B2Cảnh ĐoànNo ratings yet
- United States Patent (10) Patent No.: US 7,681,342 B2: Choi (45) Date of Patent: Mar. 23, 2010Document20 pagesUnited States Patent (10) Patent No.: US 7,681,342 B2: Choi (45) Date of Patent: Mar. 23, 2010Ronan RojasNo ratings yet
- Dispensable Cured ResnDocument9 pagesDispensable Cured ResnFADIA PRIYANSHNo ratings yet
- United States Patent (10) Patent No.: US 8,147,768 B2Document12 pagesUnited States Patent (10) Patent No.: US 8,147,768 B2habbibrachmanNo ratings yet
- US7617715Document13 pagesUS7617715Saeed Aba ateNo ratings yet
- Fast Demould Extended Cream Time Pu Formulations US8618014Document9 pagesFast Demould Extended Cream Time Pu Formulations US8618014Gagan JainNo ratings yet
- United States Patent (10) Patent No.: US 8,151,529 B2: Weidmann Et Al. (45) Date of Patent: Apr. 10, 2012Document9 pagesUnited States Patent (10) Patent No.: US 8,151,529 B2: Weidmann Et Al. (45) Date of Patent: Apr. 10, 2012Akshay GamreNo ratings yet
- (2012) US8231765 Process For The Purification of LactamsDocument9 pages(2012) US8231765 Process For The Purification of LactamsThitikorn WassanarpheernphongNo ratings yet
- US8689982Document7 pagesUS8689982Kan Sang MokNo ratings yet
- Us 7231927Document24 pagesUs 7231927Chuchu TayeNo ratings yet
- United States Patent (10) Patent No.: US 6,702,561 B2Document11 pagesUnited States Patent (10) Patent No.: US 6,702,561 B2Vansala GanesanNo ratings yet
- US8034246 PatentDocument9 pagesUS8034246 PatentCatalina SarriaNo ratings yet
- US6699426Document16 pagesUS6699426Muhammed BALIKÇINo ratings yet
- US7094341Document31 pagesUS7094341Diego RossoNo ratings yet
- Film ExtrusionDocument16 pagesFilm ExtrusionhatharasingheNo ratings yet
- United States Patent (10) Patent No.: Us 7,507,322 B2: Dimilia Et Al. (45) Date of Patent: Mar. 24, 2009Document8 pagesUnited States Patent (10) Patent No.: Us 7,507,322 B2: Dimilia Et Al. (45) Date of Patent: Mar. 24, 2009turnipNo ratings yet
- United States Patent: Cartier Et AlDocument17 pagesUnited States Patent: Cartier Et AlChoo Wei shengNo ratings yet
- US8230789Document19 pagesUS8230789Abas NjarkhatirNo ratings yet
- United States Patent: Nagyetal. (45) Date of Patent: Oct. 20, 2020Document11 pagesUnited States Patent: Nagyetal. (45) Date of Patent: Oct. 20, 2020Burak PalaNo ratings yet
- United States Patent (10) Patent No.: US 7.282,100 B1: Schouest Et Al. (45) Date of Patent: Oct. 16, 2007Document15 pagesUnited States Patent (10) Patent No.: US 7.282,100 B1: Schouest Et Al. (45) Date of Patent: Oct. 16, 2007opik24No ratings yet
- United States Patent: Anderson Et Al. (45) Date of Patent: Feb. 22, 2005Document19 pagesUnited States Patent: Anderson Et Al. (45) Date of Patent: Feb. 22, 2005santosh mhetreNo ratings yet
- US7827620Document9 pagesUS7827620Devansh ChhajlaniNo ratings yet
- US7671327Document9 pagesUS7671327Samrat SinghaNo ratings yet
- United States Patent (10) Patent No.: US 9,395,165 B2Document14 pagesUnited States Patent (10) Patent No.: US 9,395,165 B2apoorva singhNo ratings yet
- United States Patent (10) Patent No.:: Huynh-Ba (45) Date of Patent: Jan. 13, 2004Document11 pagesUnited States Patent (10) Patent No.:: Huynh-Ba (45) Date of Patent: Jan. 13, 2004Alexander Franco CastrillonNo ratings yet
- United States Patent (10) Patent No.: US 8,889,779 B2Document12 pagesUnited States Patent (10) Patent No.: US 8,889,779 B2KunalSalunkeNo ratings yet
- Deodorizing Composition and Method of Forming ThereofDocument5 pagesDeodorizing Composition and Method of Forming Thereofazzrizalz1470No ratings yet
- Catodo-Para Bateria LitioDocument30 pagesCatodo-Para Bateria Litioorli20041No ratings yet
- US6566420Document23 pagesUS6566420ennho.sky117No ratings yet
- United States Patent (10) Patent No.: US 8.497,131 B2Document35 pagesUnited States Patent (10) Patent No.: US 8.497,131 B2miteshshahcollegeNo ratings yet
- US8674145Document7 pagesUS8674145HARSH DHOLAKIYANo ratings yet
- US8922159Document20 pagesUS8922159mike garvinNo ratings yet
- US6908288Document14 pagesUS6908288mohammad293No ratings yet
- United States Patent (10) Patent No.: US 7,772,211 B2: Tsai Et Al. (45) Date of Patent: Aug. 10, 2010Document16 pagesUnited States Patent (10) Patent No.: US 7,772,211 B2: Tsai Et Al. (45) Date of Patent: Aug. 10, 2010Brian BuenoNo ratings yet
- United States Patent: Pipkorn Et Al. Sep. 30, 2003Document16 pagesUnited States Patent: Pipkorn Et Al. Sep. 30, 2003Juan OrtegaNo ratings yet
- 5c29 PDFDocument15 pages5c29 PDFGraciaVelitarioNo ratings yet
- 5c29 PDFDocument15 pages5c29 PDFGraciaVelitarioNo ratings yet
- United States Patent: (75) Inventors: Franz-Josef Dietzen, Hassloch (DE)Document8 pagesUnited States Patent: (75) Inventors: Franz-Josef Dietzen, Hassloch (DE)Ghina Fatikah SalimNo ratings yet
- United States Patent (10) Patent No.: US 8,529,561 B2Document20 pagesUnited States Patent (10) Patent No.: US 8,529,561 B2rhkolte8881No ratings yet
- US8322575Document7 pagesUS8322575r3marcosNo ratings yet
- United States Patent: (10) Patent No.: (45) Date of PatentDocument11 pagesUnited States Patent: (10) Patent No.: (45) Date of PatentMANo ratings yet
- US Patent PackingDocument9 pagesUS Patent Packingeng ahmedNo ratings yet
- United States Patent: Jan. 17, 2006 Phillips Et AlDocument10 pagesUnited States Patent: Jan. 17, 2006 Phillips Et AlFajar BarkahNo ratings yet
- US8398905Document9 pagesUS8398905Ator VastatinNo ratings yet
- US8188318 - Method of Manufacturing Ethyleneamines - Union CarbideDocument23 pagesUS8188318 - Method of Manufacturing Ethyleneamines - Union Carbidesalvatore raffaNo ratings yet
- US8018563Document17 pagesUS8018563Saurabh ChoudharyNo ratings yet
- US9200707Document6 pagesUS9200707arstjunkNo ratings yet
- Process For The Preparation of Sevlamer - US7846425Document27 pagesProcess For The Preparation of Sevlamer - US7846425Denis LlapoNo ratings yet
- United States Patent: (10) Patent No.: (45) Date of PatentDocument15 pagesUnited States Patent: (10) Patent No.: (45) Date of PatentVansala GanesanNo ratings yet
- US8628609 Hydrogen Storage TankDocument12 pagesUS8628609 Hydrogen Storage TanksusanNo ratings yet
- United States Patent (10) Patent No.: US 9,302,974 B1Document11 pagesUnited States Patent (10) Patent No.: US 9,302,974 B1masood kblNo ratings yet
- United States Patent (10) Patent No.: US 8.263,231 B2Document13 pagesUnited States Patent (10) Patent No.: US 8.263,231 B2Alexander Franco CastrillonNo ratings yet
- Floor Dust Cleaner 2Document25 pagesFloor Dust Cleaner 2topguitarNo ratings yet
- United States Patent (10) Patent No.: US 7,384,360 B2: Ploetz Et Al. (45) Date of Patent: Jun. 10, 2008Document9 pagesUnited States Patent (10) Patent No.: US 7,384,360 B2: Ploetz Et Al. (45) Date of Patent: Jun. 10, 2008Cesar VasquesNo ratings yet
- Us 8172076Document6 pagesUs 8172076AdailsonNo ratings yet
- Method For Parachute Reefing ControlDocument9 pagesMethod For Parachute Reefing ControlgabrielmolloNo ratings yet
- United States Patent (10) Patent No.: US 9,080,720 B2Document16 pagesUnited States Patent (10) Patent No.: US 9,080,720 B2sfjhsakjfhNo ratings yet
- United States Patent: (10) Patent No.: (45) Date of PatentDocument25 pagesUnited States Patent: (10) Patent No.: (45) Date of PatentXuan Phuong HuynhNo ratings yet
- Bulk Nanostructured MaterialsFrom EverandBulk Nanostructured MaterialsMichael J. ZehetbauerNo ratings yet
- United States Patent (10) Patent No.: US 8,360,390 B2Document9 pagesUnited States Patent (10) Patent No.: US 8,360,390 B2Vansala GanesanNo ratings yet
- Curing Agents For Epoxy Resins 1993Document1 pageCuring Agents For Epoxy Resins 1993Vansala GanesanNo ratings yet
- US20190027305A1Document52 pagesUS20190027305A1Vansala GanesanNo ratings yet
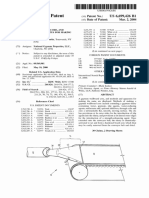
- United States Patent (10) Patent No.: US 7.460,350 B2: Talbot Et Al. (45) Date of Patent: Dec. 2, 2008Document27 pagesUnited States Patent (10) Patent No.: US 7.460,350 B2: Talbot Et Al. (45) Date of Patent: Dec. 2, 2008Vansala GanesanNo ratings yet
- United States Patent (10) Patent No.: US 6,685,832 B2: Mahendran Et Al. (45) Date of Patent: Feb. 3, 2004Document31 pagesUnited States Patent (10) Patent No.: US 6,685,832 B2: Mahendran Et Al. (45) Date of Patent: Feb. 3, 2004Vansala GanesanNo ratings yet
- United States Patent: Ledgerwood Et Al. Jun. 14, 2016Document16 pagesUnited States Patent: Ledgerwood Et Al. Jun. 14, 2016Vansala GanesanNo ratings yet
- US6801420Document27 pagesUS6801420Vansala GanesanNo ratings yet
- US7897234Document6 pagesUS7897234Vansala GanesanNo ratings yet
- United States Patent (10) Patent No.: US 6,702,561 B2Document11 pagesUnited States Patent (10) Patent No.: US 6,702,561 B2Vansala GanesanNo ratings yet
- United States Patent: (12) (10) Patent No.: US 7,183,661 B2 Bogner Et Al. (45) Date of Patent: Feb. 27, 2007Document7 pagesUnited States Patent: (12) (10) Patent No.: US 7,183,661 B2 Bogner Et Al. (45) Date of Patent: Feb. 27, 2007Vansala GanesanNo ratings yet
- United States Patent: (10) Patent No.: (45) Date of PatentDocument15 pagesUnited States Patent: (10) Patent No.: (45) Date of PatentVansala GanesanNo ratings yet
- United States Patent (10) Patent No.: US 7,208,943 B2: Godoy Et Al. (45) Date of Patent: Apr. 24, 2007Document15 pagesUnited States Patent (10) Patent No.: US 7,208,943 B2: Godoy Et Al. (45) Date of Patent: Apr. 24, 2007Vansala GanesanNo ratings yet
- United States Patent (10) Patent No.: US 6,611,186 B2Document12 pagesUnited States Patent (10) Patent No.: US 6,611,186 B2Vansala GanesanNo ratings yet
- United States Patent: Rubinsztajn Et Al. Oct. 14, 2003Document14 pagesUnited States Patent: Rubinsztajn Et Al. Oct. 14, 2003Vansala GanesanNo ratings yet
- United States Patent (19) : Heyke Et Al. Feb. 23, 1993Document4 pagesUnited States Patent (19) : Heyke Et Al. Feb. 23, 1993Vansala GanesanNo ratings yet
- United States Patent (19) 11 Patent Number: 6,113,782Document22 pagesUnited States Patent (19) 11 Patent Number: 6,113,782Vansala GanesanNo ratings yet
- United States Patent (19) 11) Patent Number: 5,224,356: Bryant James C. Mulligan, Both of 3. - SE 5ta. IIDocument7 pagesUnited States Patent (19) 11) Patent Number: 5,224,356: Bryant James C. Mulligan, Both of 3. - SE 5ta. IIVansala GanesanNo ratings yet
- IIII: United States PatentDocument9 pagesIIII: United States PatentVansala GanesanNo ratings yet
- United States Patent (19) 11 Patent Number: 4,738,892: Canova (45) Date of Patent: Apr. 19, 1988Document5 pagesUnited States Patent (19) 11 Patent Number: 4,738,892: Canova (45) Date of Patent: Apr. 19, 1988Vansala GanesanNo ratings yet
- United States Patent: Zy 2X ZZZZZZZZDocument8 pagesUnited States Patent: Zy 2X ZZZZZZZZVansala GanesanNo ratings yet
- US3929717Document4 pagesUS3929717Vansala GanesanNo ratings yet
- United States Patent (19) : 11 Patent Number: 4,479,990 45 Date of Patent: Oct. 30, 1984Document7 pagesUnited States Patent (19) : 11 Patent Number: 4,479,990 45 Date of Patent: Oct. 30, 1984Vansala GanesanNo ratings yet
- United States Patent 19: May 7, 1981 (Del Fed. Rep. of Germany. 3118130Document4 pagesUnited States Patent 19: May 7, 1981 (Del Fed. Rep. of Germany. 3118130Vansala GanesanNo ratings yet
- US3747037Document13 pagesUS3747037Vansala GanesanNo ratings yet
- United States Patent (19) : EaringDocument7 pagesUnited States Patent (19) : EaringVansala GanesanNo ratings yet
- United States Patent (19) : Molthop 11) 4,389,363Document6 pagesUnited States Patent (19) : Molthop 11) 4,389,363Vansala GanesanNo ratings yet
- United States Patent (19) : Brady (45) Aug. 28, 1973Document4 pagesUnited States Patent (19) : Brady (45) Aug. 28, 1973Vansala GanesanNo ratings yet
- United States Patent (19) : Owens Et AlDocument5 pagesUnited States Patent (19) : Owens Et AlVansala GanesanNo ratings yet
- United States Patent (191: Fujimoto (11) 4,190,411Document7 pagesUnited States Patent (191: Fujimoto (11) 4,190,411Vansala GanesanNo ratings yet
- United States Patent: (45) June 6, 1972Document7 pagesUnited States Patent: (45) June 6, 1972Vansala GanesanNo ratings yet
- Atoms and MoleculesDocument12 pagesAtoms and MoleculesKshithij R KikkeriNo ratings yet
- Mike Zero: The Common DHI User Interface For Project Oriented Water Modelling User GuideDocument108 pagesMike Zero: The Common DHI User Interface For Project Oriented Water Modelling User GuideThonas Indra MNo ratings yet
- Studio 350 Power Amplifier ModuleDocument10 pagesStudio 350 Power Amplifier ModuleCharlie SoutoNo ratings yet
- D23 MX 1 - DSDocument2 pagesD23 MX 1 - DSMuntasir Alam EmsonNo ratings yet
- Thermodyne Boiler BibleDocument144 pagesThermodyne Boiler BibleRicardas KragnysNo ratings yet
- Figure 1: Structural Model of The Swiss PavilionDocument4 pagesFigure 1: Structural Model of The Swiss PavilionStudio 2 tectonicsNo ratings yet
- The NEC and Branch-Circuit Ratings - Part 1: Mark LamendolaDocument2 pagesThe NEC and Branch-Circuit Ratings - Part 1: Mark LamendolaAlejandro Salas VásquezNo ratings yet
- Instalación de Tendones en Post-TensadoDocument80 pagesInstalación de Tendones en Post-TensadoJorge Fernando Loaiza VergaraNo ratings yet
- Research On Sawdust and Coconut Peat As Particle BoardDocument11 pagesResearch On Sawdust and Coconut Peat As Particle BoardAecee Quibod OlivarNo ratings yet
- Brake & Clutch Fluid Dot 3 PDFDocument6 pagesBrake & Clutch Fluid Dot 3 PDFBryan GonzalesNo ratings yet
- Promastop® CCDocument2 pagesPromastop® CCCEDI MONTERÍANo ratings yet
- Optical MicrometerDocument2 pagesOptical MicrometerrubensNo ratings yet
- DIN-EN1676 - Aluminium Ingots For Remelting Spec PDFDocument11 pagesDIN-EN1676 - Aluminium Ingots For Remelting Spec PDFGuru SamyNo ratings yet
- P15 Wilden PumpsDocument35 pagesP15 Wilden PumpsWalter LrNo ratings yet
- Lee Colortran Status 12-24 & 24-48 Control Console Brochure 1990Document4 pagesLee Colortran Status 12-24 & 24-48 Control Console Brochure 1990Alan Masters100% (1)
- Troubleshooting - Guide Valve GoyenDocument3 pagesTroubleshooting - Guide Valve GoyenRobert MendozaNo ratings yet
- Partnership With NulledDocument2 pagesPartnership With NulledAnonymous kEkbtYX0jNo ratings yet
- Answer For Chapter 2 Exercise1Document13 pagesAnswer For Chapter 2 Exercise1nasrul najmiNo ratings yet
- NyquistDocument12 pagesNyquistOsel Novandi WitohendroNo ratings yet
- PowerFactorCorrectionLV ICARDocument76 pagesPowerFactorCorrectionLV ICARminjut100% (1)
- 01 SY CRT 0001 0A-General Requirements For Welding and NDT PDFDocument42 pages01 SY CRT 0001 0A-General Requirements For Welding and NDT PDFSanjeev Sahota100% (1)
- Ken KoehlerDocument33 pagesKen Koehlermasimaha1379No ratings yet
- SimuPlot5 ManualDocument25 pagesSimuPlot5 Manualikorishor ambaNo ratings yet
- PumpLab Book 1 PreviewDocument11 pagesPumpLab Book 1 Previewcorey6No ratings yet
- Aec 444 - Cryogenic Engineering Question BankDocument18 pagesAec 444 - Cryogenic Engineering Question Bankmeera50% (2)
- Fluid Mechanics Chapter 1Document83 pagesFluid Mechanics Chapter 1Weng JoeNo ratings yet
- Bonding in SolidsDocument24 pagesBonding in SolidsMahesh KumarNo ratings yet
- Lab 1a Wind Tunnel Testing Principles & Lift and Drag Coefficients On An AirfoilDocument6 pagesLab 1a Wind Tunnel Testing Principles & Lift and Drag Coefficients On An Airfoilzeeshan khanNo ratings yet