Download as docx, pdf, or txt
You might also like
- Programabilni Logički Kontroleri I Njihova PrimenaDocument42 pagesProgramabilni Logički Kontroleri I Njihova PrimenaAnđela Ilić100% (1)
- Kratkohodne Horizontalne Rendisaljke-SeminarskiDocument32 pagesKratkohodne Horizontalne Rendisaljke-SeminarskiZoran LazarevicNo ratings yet
- Frikcione SpojniceDocument52 pagesFrikcione SpojniceNemanja Milosavljevic100% (1)
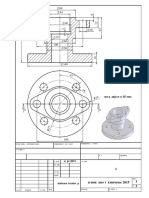
- Radionički Crtez Prirubnice PDFDocument1 pageRadionički Crtez Prirubnice PDFKuvelja TanjaNo ratings yet
- МОТОРНЕ ТЕСТЕРЕDocument20 pagesМОТОРНЕ ТЕСТЕРЕMomcilo Travar0% (1)
- Tehnologija Mašinske Obrade - ZagoracDocument18 pagesTehnologija Mašinske Obrade - ZagoracJovanZagoracNo ratings yet
- GlodalicaDocument40 pagesGlodalicaNikola Dzoni GrubišićNo ratings yet
- ZupčanikDocument17 pagesZupčanikZozo2505No ratings yet
- Seminarski Rad - Tehnologija ObradeDocument33 pagesSeminarski Rad - Tehnologija ObradeSomethingrandomNo ratings yet
- UžadDocument7 pagesUžadnzdenkoNo ratings yet
- ИЗРАДА ОСОВИНЕ ОКРЕТАЧАDocument18 pagesИЗРАДА ОСОВИНЕ ОКРЕТАЧАМарко ЛончарNo ratings yet
- Pribor I Alat Za Optičke KabloveDocument25 pagesPribor I Alat Za Optičke KablovenadaNo ratings yet
- Sefovi Klasa 1Document4 pagesSefovi Klasa 1shadow_zeNo ratings yet
- Lepljenje Masinskih MaterijalaDocument27 pagesLepljenje Masinskih MaterijalaШаиновић ДраганNo ratings yet
- KotloviDocument42 pagesKotloviCvete BorisNo ratings yet
- Pregradni Zidovi 75Document1 pagePregradni Zidovi 75shadow_zeNo ratings yet
- Mena U Zdravstvu 1Document296 pagesMena U Zdravstvu 1favoritka1235No ratings yet
- Матурски радDocument20 pagesМатурски радJovana JojicNo ratings yet
- Javni PrevozDocument16 pagesJavni PrevozAlma AvdicNo ratings yet
- Matematika II 6 Merne Jedinice Za DuzinuDocument1 pageMatematika II 6 Merne Jedinice Za DuzinuIva NedeljkovicNo ratings yet
- NPO - Obrada Laserom Seminarski RadDocument39 pagesNPO - Obrada Laserom Seminarski RadPavle ArsicNo ratings yet
- Tehnologije Obrade RezanjemDocument18 pagesTehnologije Obrade RezanjemIvica LisaninNo ratings yet
- Seminarski RadDocument17 pagesSeminarski RaddanijelaNo ratings yet
- Maturski BusenjeDocument19 pagesMaturski BusenjeMuhidin TatarNo ratings yet
- Obrada Metala RezanjemDocument218 pagesObrada Metala Rezanjemdaca12345No ratings yet
- Uputstvo Za Mont WC Solje BaltikDocument1 pageUputstvo Za Mont WC Solje BaltikLazni ProfilNo ratings yet
- семинарски радDocument16 pagesсеминарски радJovana JovanicNo ratings yet
- PlazmaDocument37 pagesPlazmaKadzanskiNo ratings yet
- BankomatiDocument8 pagesBankomatiMarko MiloševićNo ratings yet
- GpsDocument13 pagesGpsStefan NakicNo ratings yet
- Maturski PostaDocument22 pagesMaturski PostadjbombaNo ratings yet
- Gina Dimitrov Maturski Rad GlodaliceDocument78 pagesGina Dimitrov Maturski Rad Glodalicea.chernjiNo ratings yet
- Upustvo Za Grejanje Na PeletDocument27 pagesUpustvo Za Grejanje Na Pelet12300ivanNo ratings yet
- 448 SeminarskiDocument16 pages448 SeminarskiAdria PlayNo ratings yet
- Zglobni PrenosniciDocument7 pagesZglobni PrenosniciИван Радивојевић50% (2)
- Postupci ObradeDocument24 pagesPostupci ObradeМарија МиловановићNo ratings yet
- Glava 14 PDFDocument36 pagesGlava 14 PDFDragan Adamovic100% (1)
- ГЛОДАЊЕDocument28 pagesГЛОДАЊЕНенад СтаменовићNo ratings yet
- Mikrometar I Pomicno MjeriloDocument1 pageMikrometar I Pomicno Mjerilohans_00No ratings yet
- Konsolidovani Godinji Izvetaj o Poslovanju Za 2015. Godinu PDFDocument86 pagesKonsolidovani Godinji Izvetaj o Poslovanju Za 2015. Godinu PDFporfirigenit1No ratings yet
- Tehnicki Sistemi Zastite-BrusilicaDocument19 pagesTehnicki Sistemi Zastite-BrusilicaMarko PetkovicNo ratings yet
- Maturski Rad Bravar - Sto Sa 2 PoliceDocument5 pagesMaturski Rad Bravar - Sto Sa 2 PoliceNikola Tesla67% (3)
- Hemijska ObradaDocument14 pagesHemijska ObradaKristinaNo ratings yet
- Elektroerozivna Obrada (Edm)Document31 pagesElektroerozivna Obrada (Edm)AMG GT 93No ratings yet
- Пензијско-инвалидско осигурањеDocument27 pagesПензијско-инвалидско осигурањеАлександра СмиљићNo ratings yet
- Израда двокрилних вратаDocument19 pagesИзрада двокрилних вратаMarko LoncarNo ratings yet
- 03 Masinski Elementi 2 Lancani PrenosniciDocument11 pages03 Masinski Elementi 2 Lancani PrenosniciRKNo ratings yet
- Graficki RadDocument111 pagesGraficki RadJasminaNo ratings yet
- Веш Машина Семинарски РадDocument15 pagesВеш Машина Семинарски Радgto_gtdNo ratings yet
- Obrada Busenjem-PtsDocument16 pagesObrada Busenjem-PtsIbrahim NuhicNo ratings yet
- Sistem Komfora Na VoziluDocument17 pagesSistem Komfora Na VoziluАлександар ЉубичићNo ratings yet
- Projektni Rad-Regulisanje SaobraćajaDocument14 pagesProjektni Rad-Regulisanje SaobraćajaДраган МиљковићNo ratings yet
- CNC Tehnologije - Huron I Trumpf - 200-MiDocument30 pagesCNC Tehnologije - Huron I Trumpf - 200-MiSasa GrozdenovicNo ratings yet
- Obrada Vodenim Abrazivnim MlazomDocument53 pagesObrada Vodenim Abrazivnim MlazomNikola Jankovic0% (1)
- Saobracajni SistemiDocument12 pagesSaobracajni SistemiPavle TerzicNo ratings yet
- Sinhrone I Asinhrone MasineDocument24 pagesSinhrone I Asinhrone MasineDavor Kojic100% (1)
- Zavrsni Rad - Milos JovicicDocument42 pagesZavrsni Rad - Milos JovicicMiloš Jovičić100% (2)
- Završni Rad CNC Strugovi KrajDocument37 pagesZavršni Rad CNC Strugovi KrajMarkoNo ratings yet
- Seminarski Masinski SistemiDocument41 pagesSeminarski Masinski Sistemidejanz993No ratings yet
- Seminarski RadDocument26 pagesSeminarski RadNikola IvanovicNo ratings yet
- Seminarski Rad Energija I Zaštita OkolineDocument21 pagesSeminarski Rad Energija I Zaštita OkolineAnđela IlićNo ratings yet
- Dnevnik Stručne Prakse Druga GodinaDocument24 pagesDnevnik Stručne Prakse Druga GodinaAnđela IlićNo ratings yet
- Programabilni Logički Kontroleri I Njihova PrimenaDocument41 pagesProgramabilni Logički Kontroleri I Njihova PrimenaAnđela IlićNo ratings yet
- Dnevnik Strucne Prakse Cetvrta Godina Ilic Andjela 205-15Document25 pagesDnevnik Strucne Prakse Cetvrta Godina Ilic Andjela 205-15Anđela IlićNo ratings yet