Download as pdf or txt
You might also like
- Bottom Failure - Annex K - en 14015 - Rev 3Document3 pagesBottom Failure - Annex K - en 14015 - Rev 3KP SahuNo ratings yet
- Significant Changes in AWWA D100-11Document6 pagesSignificant Changes in AWWA D100-11Leslie Scott100% (4)
- Diffuser Pipe CalculationDocument15 pagesDiffuser Pipe Calculationmano_gceNo ratings yet
- Tank Nozzle Allowable As Per API 650Document3 pagesTank Nozzle Allowable As Per API 650Dhakshina K50% (2)
- Checklist For Above Ground Tanks-QueenslandDocument2 pagesChecklist For Above Ground Tanks-QueenslandmohanumaNo ratings yet
- Saddle Supports (For Horizontal Tanks) VB-1075: Fiberglass Tanks & Process Vessels StandardsDocument1 pageSaddle Supports (For Horizontal Tanks) VB-1075: Fiberglass Tanks & Process Vessels Standardsxaaabbb_550464353No ratings yet
- Secondary Condensate B API650 Sloshing Impact RoofDocument22 pagesSecondary Condensate B API650 Sloshing Impact RoofFrancisco OrtuzarNo ratings yet
- Floating Roof TankDocument2 pagesFloating Roof TankVasant Kumar VarmaNo ratings yet
- 620Document33 pages620ccricaNo ratings yet
- Variable Design Point Method.Document56 pagesVariable Design Point Method.jwochNo ratings yet
- Mechanical DesignDocument11 pagesMechanical DesignVilas AndhaleNo ratings yet
- Lifting Lug Design Per ASME BTH-1-2005: InputDocument4 pagesLifting Lug Design Per ASME BTH-1-2005: InputVignesh DheenakumarNo ratings yet
- Pump Material SpecificationDocument6 pagesPump Material Specificationshripaddixit100% (1)
- Advanced Heat Exchangers: Shell & Tube Marine CondensersDocument16 pagesAdvanced Heat Exchangers: Shell & Tube Marine CondensersMarco CambeiroaNo ratings yet
- Design of Spherical Pressure Vessel Agai PDFDocument5 pagesDesign of Spherical Pressure Vessel Agai PDFSumit PrasadNo ratings yet
- JMS For Erection of Stiffener Angle With Existing Curb Channel With Erection of Deflector Plate Arrangement For Tank006Document9 pagesJMS For Erection of Stiffener Angle With Existing Curb Channel With Erection of Deflector Plate Arrangement For Tank006AshutoshNo ratings yet
- The Basics of API 650: Ir - SadaniDocument98 pagesThe Basics of API 650: Ir - SadaniFadhilah QomariyantoNo ratings yet
- 6CTA8.3 - (D) M - Silencer Installation DrawingDocument1 page6CTA8.3 - (D) M - Silencer Installation DrawingabdullahaljafarieNo ratings yet
- The Definitive O Ring Design GuideDocument31 pagesThe Definitive O Ring Design GuideChezNo ratings yet
- Trunnion 6 TonDocument3 pagesTrunnion 6 TonEngr Khurram Jaan RamayNo ratings yet
- Compress EvaluateDocument23 pagesCompress EvaluateVishalDhiman100% (1)
- 2276 1Document2 pages2276 1hogoyoNo ratings yet
- AD 2000 Tubes Under Intenal PressureDocument1 pageAD 2000 Tubes Under Intenal Pressuremechengg01No ratings yet
- API 650 5.11.2 and F.4.2 Uplift CriteriaDocument1 pageAPI 650 5.11.2 and F.4.2 Uplift Criteriaonin007No ratings yet
- Tailing LugDocument3 pagesTailing LugSajad AbdulNo ratings yet
- Failure Analysis of An Electric Arc Furnace Off-Gas SystemDocument7 pagesFailure Analysis of An Electric Arc Furnace Off-Gas Systemgeraleao208No ratings yet
- Exxonmobil Alex. Tank #9 Api-650 Calculation SheetDocument19 pagesExxonmobil Alex. Tank #9 Api-650 Calculation SheetOghale B. E. OmuaborNo ratings yet
- E4.5.1 6 PTB 4 2015 PDFDocument50 pagesE4.5.1 6 PTB 4 2015 PDFKingston RivingtonNo ratings yet
- 134004-SEP-MEC-DAT-0004 Rev.B2 PDFDocument11 pages134004-SEP-MEC-DAT-0004 Rev.B2 PDFDhakshina KNo ratings yet
- Manual Tank 2016Document159 pagesManual Tank 2016stiglatNo ratings yet
- Reinforcement For Multi OpeningsDocument1 pageReinforcement For Multi OpeningsSajal KulshresthaNo ratings yet
- 1042 BB1 Me Cal 001 - 0Document108 pages1042 BB1 Me Cal 001 - 0Alfredo Bautista HernándezNo ratings yet
- AMETank 14 Release Notes 14.3 2021 03 12Document3 pagesAMETank 14 Release Notes 14.3 2021 03 12Pierre DibNo ratings yet
- Calculo de Brida Segun ASMEDocument29 pagesCalculo de Brida Segun ASMEakarcz6731No ratings yet
- API 650 Tank Nozzle Stand OutDocument5 pagesAPI 650 Tank Nozzle Stand Outtry&try100% (1)
- PR and SP Numbers PDFDocument1 pagePR and SP Numbers PDFTommy AtkinsNo ratings yet
- Surface Vehicle StandardDocument4 pagesSurface Vehicle StandardRobson GomesNo ratings yet
- Tender No: RCC/NR/UPSO-II/ENG/PT-07/19-20 Public Tender:-: Page 76 of 200Document7 pagesTender No: RCC/NR/UPSO-II/ENG/PT-07/19-20 Public Tender:-: Page 76 of 200Shilpa SinghNo ratings yet
- Ametank 10.9 Releases Notes.: If You Have Any Questions Please ContactDocument8 pagesAmetank 10.9 Releases Notes.: If You Have Any Questions Please ContactvikramNo ratings yet
- API 650 RF Pad Calculation PDFDocument1 pageAPI 650 RF Pad Calculation PDFBimal DeyNo ratings yet
- Required Dim. & Qty. of Plates For 5000 m3 HFO Storage Tank PDFDocument1 pageRequired Dim. & Qty. of Plates For 5000 m3 HFO Storage Tank PDFJahid Jahidul Islam KhanNo ratings yet
- Specification Description Design Code ContentDocument1 pageSpecification Description Design Code Contentsushant_jhawerNo ratings yet
- Rectangular Tank DesignDocument9 pagesRectangular Tank DesignMiguel EspañolNo ratings yet
- Storage Tank (API 650) - Home Welding & InspectionDocument34 pagesStorage Tank (API 650) - Home Welding & InspectionHussain AliNo ratings yet
- Cylinder - Stiffner BucklingDocument15 pagesCylinder - Stiffner BucklingwizgigNo ratings yet
- Intertherm 838Document4 pagesIntertherm 838Ashta VakrNo ratings yet
- Pressure Vessel Inspection ReportDocument34 pagesPressure Vessel Inspection ReportJinlong SuNo ratings yet
- B.4.4 - STD Spec For Steel StacksDocument6 pagesB.4.4 - STD Spec For Steel StacksEkta Sangule0% (1)
- Tema StandardsDocument1 pageTema Standardsjose_alberto2No ratings yet
- P01-E28-01 Rev 6 Dec 2021 Qualification of FRP Pipe and ComponentsDocument18 pagesP01-E28-01 Rev 6 Dec 2021 Qualification of FRP Pipe and ComponentsMohamed AdelNo ratings yet
- 30 m3 LCo2 Storage Tank GA DrawingDocument1 page30 m3 LCo2 Storage Tank GA DrawingKabona FistonNo ratings yet
- PV Elite Vessel Analysis Program HorizontalDocument55 pagesPV Elite Vessel Analysis Program HorizontalMarizta Perdani PutriNo ratings yet
- Astm F436.04 PDFDocument6 pagesAstm F436.04 PDFWelington Volpatto MoraisNo ratings yet
- AST - Tank Shell DesignDocument17 pagesAST - Tank Shell DesignAntony Bruno GenewinNo ratings yet
- BS EN 12542 - 2010 LPG Equipment and Accessories. Static Welded Steel Cylindrical Tanks, Serially Produced For The Storage of Liqu - Libgen - LiDocument66 pagesBS EN 12542 - 2010 LPG Equipment and Accessories. Static Welded Steel Cylindrical Tanks, Serially Produced For The Storage of Liqu - Libgen - LiRinnoNo ratings yet
- Tailing LugDocument2 pagesTailing Lugjagannadha varmaNo ratings yet
- Diesel Storage TankDocument13 pagesDiesel Storage Tankalmadhagi100% (1)
- Api 653 Preparatory Course: Final Exam - Open BookDocument8 pagesApi 653 Preparatory Course: Final Exam - Open Bookraobabar21No ratings yet
- TANK Design DetailingDocument17 pagesTANK Design DetailingTiffany Vabiola100% (8)
- MCQ Ed 1Document7 pagesMCQ Ed 1SatyamGupta0% (1)
- UPSC MatDocument426 pagesUPSC MatDhakshina KNo ratings yet
- Tank Vessel HandbookDocument76 pagesTank Vessel HandbooklsgmzNo ratings yet
- 134004-SEP-MEC-DAT-0004 Rev.B2 PDFDocument11 pages134004-SEP-MEC-DAT-0004 Rev.B2 PDFDhakshina KNo ratings yet
- Properties Hydrocarbons PDFDocument222 pagesProperties Hydrocarbons PDFRenato BenintendiNo ratings yet
- Binder PM1Document155 pagesBinder PM1Dhakshina KNo ratings yet
- 03 Strength of Materials Geometrical Properties of A Shapes Cross SectionDocument15 pages03 Strength of Materials Geometrical Properties of A Shapes Cross SectionDhakshina KNo ratings yet
- Unfired RefDocument6 pagesUnfired RefDhakshina KNo ratings yet
- PipeDocument33 pagesPipeDhakshina K100% (1)
- Material PropDocument1 pageMaterial PropDhakshina KNo ratings yet
- Basic Allowable StressDocument2 pagesBasic Allowable StressDhakshina K0% (1)
- Part Iii Amendments/Supplements To en 13445 EN 13445-1 GENERAL 1.2 Add To This ClauseDocument8 pagesPart Iii Amendments/Supplements To en 13445 EN 13445-1 GENERAL 1.2 Add To This ClauseDhakshina KNo ratings yet
- Unfired GeneralDocument2 pagesUnfired GeneralDhakshina KNo ratings yet
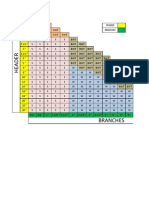
- Branch TableDocument2 pagesBranch TableDhakshina KNo ratings yet
- Design of Weld Neck Flange As Per ASME Section VIII Division 1Document1 pageDesign of Weld Neck Flange As Per ASME Section VIII Division 1Dhakshina KNo ratings yet
- Piping Commodities: 1 PipeDocument4 pagesPiping Commodities: 1 PipeDhakshina KNo ratings yet
- Tank Nozzle Allowable As Per API 650: Nozzle Data Input in Caesar IIDocument1 pageTank Nozzle Allowable As Per API 650: Nozzle Data Input in Caesar IIDhakshina KNo ratings yet
- Report FormatDocument1 pageReport FormatDhakshina KNo ratings yet
- Design Calculation For Dirty Brackish Water Tank (129-0T2540)Document9 pagesDesign Calculation For Dirty Brackish Water Tank (129-0T2540)Dhakshina KNo ratings yet
- Introduction To Storage Tanks & Api650Document12 pagesIntroduction To Storage Tanks & Api650Dhakshina KNo ratings yet
- Toyo Stress NotesDocument63 pagesToyo Stress NotesDhakshina KNo ratings yet