Download as pdf or txt
You might also like
- Stoft - Power System EconomicsDocument535 pagesStoft - Power System EconomicsRene Vis100% (2)
- QC Welding Inspector InterviewDocument286 pagesQC Welding Inspector InterviewNDT CTC100% (7)
- Welding Technology InspectionDocument32 pagesWelding Technology InspectionChaitanya Sai T100% (1)
- 2019 Product Catalog WebDocument104 pages2019 Product Catalog WebIan Niko100% (1)
- CSWIP GudDocument637 pagesCSWIP GudChinedu Enechukwu100% (1)
- WPS, PQR As Per 15614 Railway WeldsDocument71 pagesWPS, PQR As Per 15614 Railway Weldsaravindan100% (3)
- Api 1104Document38 pagesApi 1104Tang Na Ker100% (3)
- WpsDocument39 pagesWpsAkhilesh Kumar100% (1)
- Sections: I Rules For Construction of Power BoilersDocument68 pagesSections: I Rules For Construction of Power BoilersAnonymous VohpMtUSN100% (1)
- Shortcut To A WPSDocument18 pagesShortcut To A WPSCepi Sindang Kamulan100% (1)
- WPS& WQRDocument132 pagesWPS& WQRAby Jacob Mathews100% (3)
- Handbook of Weld InspectionDocument64 pagesHandbook of Weld InspectionAgourame Abderrahmane100% (3)
- Asme 9 TipsDocument13 pagesAsme 9 Tipsnasrpk100% (1)
- WPS Steps of MakingDocument51 pagesWPS Steps of MakingSaut Maruli Tua Samosir100% (1)
- IIW-India ANB Brochure JulyDocument6 pagesIIW-India ANB Brochure JulyMahesh JetuNo ratings yet
- Welder Qualification Tests WQT DL QC 001 2019Document24 pagesWelder Qualification Tests WQT DL QC 001 2019adelNo ratings yet
- AWS D1 1 Acceptance StandardsDocument2 pagesAWS D1 1 Acceptance Standardsrohim100% (1)
- 1143 EWF IIW Diploma Overview - August 2013Document2 pages1143 EWF IIW Diploma Overview - August 2013Sean ฌอนNo ratings yet
- How To Write A Welding Procedure SpecificationDocument14 pagesHow To Write A Welding Procedure Specificationnizam1372100% (2)
- Steps of Making WPSDocument51 pagesSteps of Making WPSDavid Macatangay100% (7)
- CWI TEST Flashcards PDFDocument30 pagesCWI TEST Flashcards PDFGary Oporto cabasNo ratings yet
- WPS, PQR & WPQTDocument14 pagesWPS, PQR & WPQTSky RNo ratings yet
- Welding Qualification SAMI CMI - AWS D1.2Document26 pagesWelding Qualification SAMI CMI - AWS D1.2Ouni AchrefNo ratings yet
- Metrode Welding Duplex & Superduplex Stainless SteelsDocument18 pagesMetrode Welding Duplex & Superduplex Stainless SteelsClaudia Mms50% (2)
- Welders QualificationDocument47 pagesWelders Qualificationidealparrot100% (3)
- Welding Metallurgy & Weld Ability of MetalsDocument131 pagesWelding Metallurgy & Weld Ability of MetalsTAF150850No ratings yet
- How To Write A Welding Procedure Specification (WPS For ISO 15614-1)Document9 pagesHow To Write A Welding Procedure Specification (WPS For ISO 15614-1)weldnote100% (2)
- Welding Inspection VT Course-New PDFDocument82 pagesWelding Inspection VT Course-New PDF7okaz100% (2)
- Note 6 - Welder Test RequirementDocument29 pagesNote 6 - Welder Test RequirementMohamad Yusuf Helmi100% (1)
- Asme Section IxDocument260 pagesAsme Section IxHassan Aziz100% (3)
- What To Consider When Welding Dissimilar MaterialsDocument8 pagesWhat To Consider When Welding Dissimilar MaterialsWeldPulse100% (2)
- WPS & PQR - 2021Document82 pagesWPS & PQR - 2021Subramanian R100% (1)
- SS Weld SpecificationDocument39 pagesSS Weld SpecificationmurugesanNo ratings yet
- Welding InspectionDocument637 pagesWelding InspectionChaitanya Sai T100% (1)
- T, K & Y Shape Joint Steel StructureDocument23 pagesT, K & Y Shape Joint Steel StructurePrabu VenkatNo ratings yet
- Welding ProceduresDocument11 pagesWelding ProceduresnamasralNo ratings yet
- Duties Before WeldingDocument1 pageDuties Before WeldingMuhammed ThanzeelNo ratings yet
- Field Welding Inspection GuideDocument15 pagesField Welding Inspection Guideranjit.rajappa19709872100% (19)
- Answers Drawing B: BS 499 Part 2. Course Reference WIS 10Document10 pagesAnswers Drawing B: BS 499 Part 2. Course Reference WIS 10Harkynollar Harkyntehye100% (1)
- d1.1 Fcaw Unlimited Test Plate ConfigurationDocument77 pagesd1.1 Fcaw Unlimited Test Plate ConfigurationJuan Martinez100% (1)
- Module 9.qualification 1.welding PerformanceDocument6 pagesModule 9.qualification 1.welding PerformanceMohd Nizam100% (1)
- CSWIP Welding InspectionDocument31 pagesCSWIP Welding InspectionVyshakh SunilNo ratings yet
- Repair Welding Temper BeadDocument9 pagesRepair Welding Temper BeadwilliamjdtNo ratings yet
- AWS D1.1 GuidesDocument7 pagesAWS D1.1 GuidesMuhammad FakhriNo ratings yet
- Shop Welding InspectionDocument4 pagesShop Welding InspectionIndra Nath MishraNo ratings yet
- Lloyd's Register Welding Procedure & Welder Qualification Review RP - tcm240-236457 PDFDocument30 pagesLloyd's Register Welding Procedure & Welder Qualification Review RP - tcm240-236457 PDFjos22231No ratings yet
- Presentation Asme Sec Ix Wps PQR WPQDocument177 pagesPresentation Asme Sec Ix Wps PQR WPQM A67% (3)
- Presentation Asme Sec-Ix Wps PQR Wpq..Document176 pagesPresentation Asme Sec-Ix Wps PQR Wpq..Utkarsh GautamNo ratings yet
- Presentation Asme Sec Ix Wps PQR WPQDocument177 pagesPresentation Asme Sec Ix Wps PQR WPQsiva92% (26)
- Welding Procedure QualificationDocument23 pagesWelding Procedure QualificationHosam AhmedNo ratings yet
- Presentation Asme Sec Ix Wps PQR WPQ PDFDocument177 pagesPresentation Asme Sec Ix Wps PQR WPQ PDFemrullah100% (1)
- Fab 04 WPS, WPQR, Welder Qualification, Welding Positions, Defect - Repair WeldingDocument39 pagesFab 04 WPS, WPQR, Welder Qualification, Welding Positions, Defect - Repair WeldingRaghu vamshiNo ratings yet
- Section IX WeldingDocument6 pagesSection IX WeldingAhmedNo ratings yet
- Detail of Welder WeldingDocument72 pagesDetail of Welder Weldingjaimin100No ratings yet
- Frank Furillo Presentation On RP 577 Rv2Document34 pagesFrank Furillo Presentation On RP 577 Rv2Nelson Bernardes100% (1)
- Asme Sec - IxDocument132 pagesAsme Sec - IxBoran Yelkencioglu100% (2)
- 102 Welding QualificationsDocument27 pages102 Welding Qualificationsdayalram100% (1)
- Welding QDocument33 pagesWelding QBurapha Malutphanth100% (1)
- Asme Sec 9 - ADocument144 pagesAsme Sec 9 - Aروشان فاطمة روشانNo ratings yet
- Asme IxDocument132 pagesAsme IxAhmed Shaban Kotb100% (1)
- Document Governing Amp Welding InspectionDocument56 pagesDocument Governing Amp Welding Inspectionshahaljawaie87No ratings yet
- Welding & SR Requirements - Pressure Parts - BoilerDocument7 pagesWelding & SR Requirements - Pressure Parts - BoilerNavneet SinghNo ratings yet
- Is 15658 2006Document27 pagesIs 15658 2006Navneet SinghNo ratings yet
- TWI Welding TrainingDocument31 pagesTWI Welding TrainingNavneet Singh67% (3)
- ITP Structural SteelDocument14 pagesITP Structural SteelNavneet SinghNo ratings yet
- Presentation ONDocument2 pagesPresentation ONNavneet SinghNo ratings yet
- UT EquationsDocument2 pagesUT EquationsNavneet Singh100% (1)
- (RT) Iqi Penetrameter WireDocument3 pages(RT) Iqi Penetrameter WireNavneet Singh100% (6)
- Ultrasonic Testing FormulasDocument4 pagesUltrasonic Testing FormulasNavneet Singh100% (1)
- Nde Manual Nov 2010Document186 pagesNde Manual Nov 2010Navneet Singh100% (4)
- 660 MW Sipat BoilerDocument88 pages660 MW Sipat BoilerNavneet SinghNo ratings yet
- LPGCL Unapproved GA ElevationDocument1 pageLPGCL Unapproved GA ElevationNavneet SinghNo ratings yet
- Boiler BaseplateDocument1 pageBoiler BaseplateNavneet SinghNo ratings yet
- Thermal Evaporation Instructions (W-103) Sample Cleaning and MountingDocument1 pageThermal Evaporation Instructions (W-103) Sample Cleaning and MountingNihit SaigalNo ratings yet
- JEE Mains 2024 29 Jan Shift 1 Paper With Solutions (PDF)Document17 pagesJEE Mains 2024 29 Jan Shift 1 Paper With Solutions (PDF)rnvermaNo ratings yet
- Chapter 3 Gas Filled Detectors: 3.1. Ionization Chamber A. Ionization Process and Charge CollectionDocument16 pagesChapter 3 Gas Filled Detectors: 3.1. Ionization Chamber A. Ionization Process and Charge Collectionkostia1No ratings yet
- 9.5 Determining The Number of Protons, Electrons, and NeutronsDocument5 pages9.5 Determining The Number of Protons, Electrons, and NeutronsJoana Mae IcoNo ratings yet
- Gate Questions 2Document6 pagesGate Questions 2nandhakumarmeNo ratings yet
- ANN and ANFIS Based Inverse Kinematics of Six Arm Robot ManipulatorDocument81 pagesANN and ANFIS Based Inverse Kinematics of Six Arm Robot Manipulatorpaloooo0% (1)
- ScienceSLM G9 Q4 Module-6Document21 pagesScienceSLM G9 Q4 Module-6Juvy ParaguyaNo ratings yet
- RBDG MAN 014B 0100 - TS - SleepersUSPsFasteningsDocument17 pagesRBDG MAN 014B 0100 - TS - SleepersUSPsFasteningsSezgin İçaNo ratings yet
- Playing Tensors With GrtensorDocument16 pagesPlaying Tensors With GrtensorxmacromxNo ratings yet
- Unit 2 Overview of Sensors, Transducers and Their Characteristics SpecificationsDocument87 pagesUnit 2 Overview of Sensors, Transducers and Their Characteristics SpecificationsSahilNo ratings yet
- Eng SS 114-2157 GDocument14 pagesEng SS 114-2157 Gsav33No ratings yet
- Mixer-Distributor Price List V20221014Document12 pagesMixer-Distributor Price List V20221014Yander Luis Hernández ArmasNo ratings yet
- Mechanisms and Machines Kinematics Dynamics and Synthesis 1st Edition Stanisic Solutions ManualDocument28 pagesMechanisms and Machines Kinematics Dynamics and Synthesis 1st Edition Stanisic Solutions Manualalecburgessxsmkgptzqi100% (15)
- PSC-35 Sunscreen LotionDocument3 pagesPSC-35 Sunscreen LotionGrad MladostiNo ratings yet
- WMS301 20220422Document1 pageWMS301 20220422skodasuperbv6No ratings yet
- E-CUBE 9 Catalog - Womans HealthDocument6 pagesE-CUBE 9 Catalog - Womans HealthJose QuiscaNo ratings yet
- Technical Bulletin: Valbart Through Conduit Slab Gate ValveDocument24 pagesTechnical Bulletin: Valbart Through Conduit Slab Gate ValveroscillaNo ratings yet
- The Real Benefits of Barrel FlutingDocument9 pagesThe Real Benefits of Barrel Flutingblowmeasshole1911No ratings yet
- Optimal Filter Placement and Sizing Using Ant Colony Optimization in Electrical Distribution SystemDocument6 pagesOptimal Filter Placement and Sizing Using Ant Colony Optimization in Electrical Distribution SystemVara LakshmiNo ratings yet
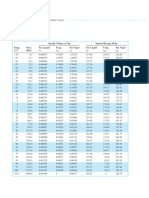
- Thermodynamic Properties of R-134a Saturated R-134aDocument6 pagesThermodynamic Properties of R-134a Saturated R-134aGvbo rA9No ratings yet
- Fakhreddien Exam1Document9 pagesFakhreddien Exam1Jihye Jennifer HaNo ratings yet
- 444 Data Sheet PDFDocument2 pages444 Data Sheet PDFamitavjhaNo ratings yet
- Ref Bessel Mto ImportanteDocument5 pagesRef Bessel Mto ImportanteMartin PanicioNo ratings yet
- BAILEY TOH (2007) - Behaviour of Concrete Floor Slabs at Ambient and Elevated TemperaturesDocument12 pagesBAILEY TOH (2007) - Behaviour of Concrete Floor Slabs at Ambient and Elevated TemperaturesDaniel BomfimNo ratings yet
- Determination of Surface Convective Transfer Coefficients by CFD - Adamneale PDFDocument12 pagesDetermination of Surface Convective Transfer Coefficients by CFD - Adamneale PDFMustafa YılmazNo ratings yet
- Mosdorfer Earth Wire FittingsDocument35 pagesMosdorfer Earth Wire FittingsLiciu CiprianNo ratings yet
- 01 02 JournalDocument3 pages01 02 JournalAkshay KarthikNo ratings yet
- June 2016 QPMDocument15 pagesJune 2016 QPMahhhhNo ratings yet
- A New Four-Scroll Chaotic System With A Self-Excited Attractor and Circuit ImplementationDocument5 pagesA New Four-Scroll Chaotic System With A Self-Excited Attractor and Circuit ImplementationMada Sanjaya WsNo ratings yet