Download as pdf or txt
You might also like
- ENACb 1Document166 pagesENACb 1DarrylpnzNo ratings yet
- Productivity and Reliability-Based Maintenance Management, Second EditionFrom EverandProductivity and Reliability-Based Maintenance Management, Second EditionNo ratings yet
- Maintenance and Operational Reliability: 24 Essential Building BlocksFrom EverandMaintenance and Operational Reliability: 24 Essential Building BlocksNo ratings yet
- Importance of O&M For Solar Power PantDocument6 pagesImportance of O&M For Solar Power PantSanthosh ThangarajNo ratings yet
- Total Productive Maintenance For Organisational EffectivenessFrom EverandTotal Productive Maintenance For Organisational EffectivenessRating: 4 out of 5 stars4/5 (5)
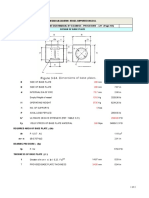
- Leg Support Calculation PDFDocument2 pagesLeg Support Calculation PDFSanjay MoreNo ratings yet
- Chapter 6 Work, Energy and PowerDocument12 pagesChapter 6 Work, Energy and PowerZhu Jiankun100% (1)
- Reliability-Based Maintenance As A Breakthrough Strategy in Maintenance ImprovementDocument10 pagesReliability-Based Maintenance As A Breakthrough Strategy in Maintenance ImprovementWilson Orrego ChansiNo ratings yet
- 1 s2.0 S1755581722001213 MainDocument7 pages1 s2.0 S1755581722001213 MainMaryory Hurtado ReyesNo ratings yet
- A Framework To Enhance Predictive Maintenance Installation in High Volume Production Environments - A Case Study - 2022 - 6p.Document6 pagesA Framework To Enhance Predictive Maintenance Installation in High Volume Production Environments - A Case Study - 2022 - 6p.pham ngoc tuanNo ratings yet
- Preventive Maintenance Using Reliability Centred Maintenance (RCM) : A Case Study of A Ferrochrome Manufacturing Company S. Fore and A. MsiphaDocument28 pagesPreventive Maintenance Using Reliability Centred Maintenance (RCM) : A Case Study of A Ferrochrome Manufacturing Company S. Fore and A. MsiphaAnonymous oLeqdgNo ratings yet
- Sciencedirect: Manufacturing System Flexibility: Product Flexibility AssessmentDocument6 pagesSciencedirect: Manufacturing System Flexibility: Product Flexibility AssessmentitzgayaNo ratings yet
- High Availability ProcessDocument8 pagesHigh Availability ProcessasotozuazuaNo ratings yet
- ACTIVIDAD2 - Implementing A Strategy of Reliability Centered MaintenanceDocument10 pagesACTIVIDAD2 - Implementing A Strategy of Reliability Centered Maintenanceeduardoperez.uniNo ratings yet
- Preventive Maintenance Using Reliability Centred Maintenance (RCM) : A Case Study of A Ferrochrome Manufacturing Company S. Fore and A. MsiphaDocument28 pagesPreventive Maintenance Using Reliability Centred Maintenance (RCM) : A Case Study of A Ferrochrome Manufacturing Company S. Fore and A. MsiphaLeniAprianiNo ratings yet
- Butterfield Joe Irene C L NG Rajkumar RoDocument13 pagesButterfield Joe Irene C L NG Rajkumar RoPraveen KachhawahaNo ratings yet
- TERNIDADocument10 pagesTERNIDADranreb Jazzver BautistaNo ratings yet
- Artículo 3Document6 pagesArtículo 3JuanCamiloNo ratings yet
- Sciencedirect: Web-Based Process Planning For Machine Tool Maintenance and ServicesDocument6 pagesSciencedirect: Web-Based Process Planning For Machine Tool Maintenance and ServicesAbid HasanNo ratings yet
- Reliability Technology OverviewDocument26 pagesReliability Technology OverviewGod's work SethPeterNo ratings yet
- Umoren Ass-WPS OfficeDocument3 pagesUmoren Ass-WPS OfficePrince GodsplanNo ratings yet
- Withepaper Irrigazione-Motori-Diesel ENGDocument9 pagesWithepaper Irrigazione-Motori-Diesel ENGGabriel ZamfirNo ratings yet
- Chapter One Feasibilities Study of Maintenance Activities of Foldfields Plant. 1.0 Background of StudyDocument4 pagesChapter One Feasibilities Study of Maintenance Activities of Foldfields Plant. 1.0 Background of Studyanon_304962925No ratings yet
- The Strategy of Successful Total ProductDocument10 pagesThe Strategy of Successful Total ProductPham GHNo ratings yet
- Enabled Predictive MaintenanceDocument8 pagesEnabled Predictive MaintenancePooja YadavNo ratings yet
- Cirp Annals - Manufacturing Technology: R. Roy (1), R. Stark (2), K. Tracht (2), S. Takata (1), M. MoriDocument22 pagesCirp Annals - Manufacturing Technology: R. Roy (1), R. Stark (2), K. Tracht (2), S. Takata (1), M. MoriTsegay TeklayNo ratings yet
- Applsci 12 10617 v3Document29 pagesApplsci 12 10617 v3Ariel CespedNo ratings yet
- Technology-Based Product-Services For Supporting Frugal InnovationDocument6 pagesTechnology-Based Product-Services For Supporting Frugal InnovationandreiNo ratings yet
- Impact of Maintenance On Machine Reliability A RevDocument12 pagesImpact of Maintenance On Machine Reliability A Revtomo tomoNo ratings yet
- A Survey On Predictive Maintenance For Industry 4.0: A B A A C D B B ADocument16 pagesA Survey On Predictive Maintenance For Industry 4.0: A B A A C D B B Asatish0630No ratings yet
- ID 13MPMM2014Shaglufetal 2Document9 pagesID 13MPMM2014Shaglufetal 2SalmaanCadeXaajiNo ratings yet
- Maintenance in Manufacturing Environment: An OverviewDocument20 pagesMaintenance in Manufacturing Environment: An OverviewShilpin BhadaniaNo ratings yet
- Maintenance Engineering: Universidad Privada Gran Mariscal de Ayacucho Facultad de Ingenieria El Tigre - Edo. AnzoateguiDocument11 pagesMaintenance Engineering: Universidad Privada Gran Mariscal de Ayacucho Facultad de Ingenieria El Tigre - Edo. AnzoateguisebastiabNo ratings yet
- Maintenance Management CoolDocument56 pagesMaintenance Management CoolEmmanuel KutaniNo ratings yet
- RCM 5Document10 pagesRCM 5barbara peña llanosNo ratings yet
- Q1 Explain The Objectieves and Importance of Maintenance Management. Ans A.Objectives: Objectives of Maintenance Management Are As FollowsDocument3 pagesQ1 Explain The Objectieves and Importance of Maintenance Management. Ans A.Objectives: Objectives of Maintenance Management Are As FollowsJaijeet UnkuleNo ratings yet
- The Reliability Definition Has Four Important ElementsDocument4 pagesThe Reliability Definition Has Four Important ElementsKrishna Kumar AlagarNo ratings yet
- Development and Implementation of Preventive-Maintenance Practices in Nigerian IndustriesDocument19 pagesDevelopment and Implementation of Preventive-Maintenance Practices in Nigerian IndustriesNidhal Ben KhalifaNo ratings yet
- Ijsdp 18.08 20Document14 pagesIjsdp 18.08 20Maryory Hurtado ReyesNo ratings yet
- Paper On Evolution of Maintenance For FEAST On EITAC 2018 Conference - Eyoh Jerry1Document10 pagesPaper On Evolution of Maintenance For FEAST On EITAC 2018 Conference - Eyoh Jerry1Mohammad NajibullahNo ratings yet
- MainDocument7 pagesMainGabriel Anderson Ceballos OlmosNo ratings yet
- 15 Propositie Service Logistiek WP SL FinalDocument92 pages15 Propositie Service Logistiek WP SL Finalvijay2101No ratings yet
- Plant Maintenance GuideDocument6 pagesPlant Maintenance Guideashokkumar7330No ratings yet
- IMEC&APM-IE-20: Ripon Kumar Chakrabortty, Md. Mosharraf Hossain, Md. Mahbubar Rahman and Md. Sanouar HossainDocument6 pagesIMEC&APM-IE-20: Ripon Kumar Chakrabortty, Md. Mosharraf Hossain, Md. Mahbubar Rahman and Md. Sanouar HossainanishaNo ratings yet
- Life Cycle Costing and Reliability EnggDocument297 pagesLife Cycle Costing and Reliability EnggSAMEER ALI KHAN100% (3)
- Using Virtual Reality To Support The Product's Maintainability DesignDocument10 pagesUsing Virtual Reality To Support The Product's Maintainability DesignPaula Andrea Varela HernandezNo ratings yet
- The Application of Reliability Centered Maintenance (RCM)Document6 pagesThe Application of Reliability Centered Maintenance (RCM)Ðian KpNo ratings yet
- FULLTEXT01Document8 pagesFULLTEXT01Leonard SaftaNo ratings yet
- Mantenimiento Industrial (Ensayo en Ingles)Document2 pagesMantenimiento Industrial (Ensayo en Ingles)Jhonny Zurita GonzalesNo ratings yet
- Reliability Engineering and System Safety: Joeri Poppe, Rob J.I. Basten, Robert N. Boute, Marc R. LambrechtDocument12 pagesReliability Engineering and System Safety: Joeri Poppe, Rob J.I. Basten, Robert N. Boute, Marc R. LambrechtNourhanne AhmadNo ratings yet
- EMO Case StudyDocument7 pagesEMO Case StudyCARL JOSHUA DEVEZANo ratings yet
- Critical Spare Parts Ordering DecisionsDocument8 pagesCritical Spare Parts Ordering Decisionsaer67No ratings yet
- Predictive Maintenance of Machine Tool Systems Using ArtificiDocument6 pagesPredictive Maintenance of Machine Tool Systems Using ArtificiNishant SaxenaNo ratings yet
- F1286 TarjomeFa EnglishDocument5 pagesF1286 TarjomeFa EnglishMohsen GolmohammadiNo ratings yet
- Why Is Preventive Mtce So HardDocument18 pagesWhy Is Preventive Mtce So Hardserge.vanasse.contractorNo ratings yet
- Revista de Ingeniera y Tecnologa para Aplicaciones IndustrialesDocument7 pagesRevista de Ingeniera y Tecnologa para Aplicaciones IndustrialesJml rhNo ratings yet
- Equippping The World D8C052Document2 pagesEquippping The World D8C052ho-faNo ratings yet
- Maintenance StrategyDocument15 pagesMaintenance StrategyNovi Wahyu Wulandari100% (1)
- Preventive Maintenance Using Reliability Centred MDocument29 pagesPreventive Maintenance Using Reliability Centred MGiovanni GiudiceNo ratings yet
- DeCaris2007 RiskBasedEquipQualDocument12 pagesDeCaris2007 RiskBasedEquipQualTim WongNo ratings yet
- Guide for Asset Integrity Managers: A Comprehensive Guide to Strategies, Practices and BenchmarkingFrom EverandGuide for Asset Integrity Managers: A Comprehensive Guide to Strategies, Practices and BenchmarkingNo ratings yet
- Maintenance Excellence: Principles, Practices, and Future TrendsFrom EverandMaintenance Excellence: Principles, Practices, and Future TrendsNo ratings yet
- Understanding Your Electricity Bill in PakistanDocument13 pagesUnderstanding Your Electricity Bill in PakistanGhayas Ud-din DarNo ratings yet
- Unit I-Cloud ComputingDocument29 pagesUnit I-Cloud ComputingAR OFFICIALNo ratings yet
- BSD-GL-HAL-HMS-100 - (Terms & Definitions)Document42 pagesBSD-GL-HAL-HMS-100 - (Terms & Definitions)Eduard GadzhievNo ratings yet
- 11 Chemistry Module 2Document19 pages11 Chemistry Module 2SpongeBob SquarePants Fidget ToysNo ratings yet
- Earth Quake DesignDocument13 pagesEarth Quake DesignRanie boy CabanillaNo ratings yet
- AM1000 Modbus Protocol en VA0Document4 pagesAM1000 Modbus Protocol en VA0Pedro José Arjona GonzálezNo ratings yet
- Federal MogulDocument277 pagesFederal Mogulعبدالغني القباطي100% (1)
- Scavenger Hunt 2019Document2 pagesScavenger Hunt 2019Rahul AdhikariNo ratings yet
- Solution Manual For Fundamentals of Semiconductor Fabrication Gary S May Simon M Sze Isbn 0471232793 Isbn 978-0-471 23279 7 Isbn 9780471232797Document16 pagesSolution Manual For Fundamentals of Semiconductor Fabrication Gary S May Simon M Sze Isbn 0471232793 Isbn 978-0-471 23279 7 Isbn 9780471232797warepneumomxkhf100% (17)
- The Harrod-Domar Growth ModelDocument6 pagesThe Harrod-Domar Growth ModelSimeonNo ratings yet
- An Overview of Discourse AnalysisDocument26 pagesAn Overview of Discourse Analysisjamogi2943No ratings yet
- 4.phases in Agricultural DevelopmentDocument16 pages4.phases in Agricultural Developmentakuril100% (3)
- Ipc DRM 18FDocument34 pagesIpc DRM 18FThamilvaanan.sNo ratings yet
- Directory of SMEs in India-2012 EditionDocument7,115 pagesDirectory of SMEs in India-2012 EditionNilesh RanaNo ratings yet
- Hybrid Vehicle A Study On Technology IJERTV3IS120917 PDFDocument8 pagesHybrid Vehicle A Study On Technology IJERTV3IS120917 PDFAshish MathurNo ratings yet
- TinyMobileRobots TinySurveyor FlyerDocument4 pagesTinyMobileRobots TinySurveyor FlyerfelipeNo ratings yet
- Snag SummmariesDocument171 pagesSnag Summmarieslaltu adgiriNo ratings yet
- Ciclo Di Verniciatura: Proprieta' Tecniche Vedi Schede Tecniche AllegateDocument1 pageCiclo Di Verniciatura: Proprieta' Tecniche Vedi Schede Tecniche AllegateMaffone NumerounoNo ratings yet
- Geometry - Olympiad Material BY DR SHYAM SUNDAR AGRAWALDocument67 pagesGeometry - Olympiad Material BY DR SHYAM SUNDAR AGRAWALdrssagrawalNo ratings yet
- 4 Poisonous & Venomous AnimalsDocument47 pages4 Poisonous & Venomous AnimalsAnyi Yulieth AMPUDIA MURILLONo ratings yet
- ToR For Fiberglass Biogas Plants Installation - EOI PDFDocument4 pagesToR For Fiberglass Biogas Plants Installation - EOI PDFmy09No ratings yet
- W8 Module08 Meaning and Relevance of History Presentation 1Document22 pagesW8 Module08 Meaning and Relevance of History Presentation 1Jessa UdtohanNo ratings yet
- (A) Design - Introduction To Transformer DesignDocument16 pages(A) Design - Introduction To Transformer DesignZineddine BENOUADAHNo ratings yet
- Ex 4Document4 pagesEx 420-MCE-63 SYED HASSAN KUMAILNo ratings yet
- Industrial RoboticsDocument77 pagesIndustrial RoboticsIslam Fouad100% (4)
- 1 s2.0 S0264127522004105 MainDocument11 pages1 s2.0 S0264127522004105 MainAsimov RiyazNo ratings yet
- KONAN Emmanuel Sales Technical Engineer 16 Juin 23Document1 pageKONAN Emmanuel Sales Technical Engineer 16 Juin 23EMMANUEL KONANNo ratings yet