Download as pdf or txt
You might also like
- E09 InterferenceDocument5 pagesE09 InterferenceDeidei LopezNo ratings yet
- Pamphlet 001 Chlorine BasicsDocument61 pagesPamphlet 001 Chlorine Basicsthorem100% (1)
- Lecture 5 Seismic VelocitesDocument9 pagesLecture 5 Seismic VelocitesEzzadin BabanNo ratings yet
- CHEM: Lab Report: MolarityDocument3 pagesCHEM: Lab Report: MolarityIoannus de Verani100% (2)
- Flue Gas Cleaning Systems-A Review Paper: December 2017Document9 pagesFlue Gas Cleaning Systems-A Review Paper: December 2017Ali LakhoNo ratings yet
- APC Unit-2Document6 pagesAPC Unit-2puneethNo ratings yet
- Adsorbents and Adsorption Processes For Pollution ControlDocument30 pagesAdsorbents and Adsorption Processes For Pollution ControlJoao MinhoNo ratings yet
- Removal of Hydrogen Sulfide From Biogas Using Dry Desulfurization Systems PDFDocument4 pagesRemoval of Hydrogen Sulfide From Biogas Using Dry Desulfurization Systems PDFLương Hữu BắcNo ratings yet
- Air Pollution Control Technology JAPANDocument47 pagesAir Pollution Control Technology JAPANThanh Duy LưuNo ratings yet
- Chapter - 22 Boiler Pollution Control 1.: DLP/BOE-II/ 1-01092001Document16 pagesChapter - 22 Boiler Pollution Control 1.: DLP/BOE-II/ 1-01092001sunitbhaumikNo ratings yet
- NAWTEC - New Trends On Flue Gas CleaningDocument14 pagesNAWTEC - New Trends On Flue Gas CleaningADalPozzoNo ratings yet
- Removal of Hydrogen Sulfide From Biogas Using Dry Desulfurization SystemsDocument4 pagesRemoval of Hydrogen Sulfide From Biogas Using Dry Desulfurization Systemsandy131078No ratings yet
- Flue Gas Desulfurization Systems PDFDocument53 pagesFlue Gas Desulfurization Systems PDFsenthil031277No ratings yet
- Flue Gas Desulfurization Systems PDFDocument53 pagesFlue Gas Desulfurization Systems PDFnamdq-1No ratings yet
- Paper presentedtoWEFConferenceDec2005Document15 pagesPaper presentedtoWEFConferenceDec2005Nikhil MalhotraNo ratings yet
- Sulfur Oxides: Pollution Prevention and Control: Choice of Fuel Since Sulfur Emissions Are Proportional To TheDocument3 pagesSulfur Oxides: Pollution Prevention and Control: Choice of Fuel Since Sulfur Emissions Are Proportional To Theluis norabuenaNo ratings yet
- Sulfur Oxides: Pollution Prevention and Control: Choice of Fuel Since Sulfur Emissions Are Proportional To TheDocument3 pagesSulfur Oxides: Pollution Prevention and Control: Choice of Fuel Since Sulfur Emissions Are Proportional To Thesnikt786No ratings yet
- Biothane Solutions SulfothaneDocument4 pagesBiothane Solutions SulfothaneEduardo PinheiroNo ratings yet
- Control of Gaseous Pollutants (Group E)Document20 pagesControl of Gaseous Pollutants (Group E)Ken ManeboNo ratings yet
- Hydrogen Sulfide Removal From BiogasDocument4 pagesHydrogen Sulfide Removal From BiogasAbdussyukur Rila SubektiNo ratings yet
- 03 Air Pollution Control EquipmentDocument158 pages03 Air Pollution Control EquipmentFadhli JapryNo ratings yet
- Air Pollution: CE1400 Environment and Safety Engineering Lecture-21Document36 pagesAir Pollution: CE1400 Environment and Safety Engineering Lecture-21Dinesh Kumar SahuNo ratings yet
- Nvironmental Nvironmental Ngineering: Air Pollution 3Document23 pagesNvironmental Nvironmental Ngineering: Air Pollution 3manoj snNo ratings yet
- Kinetic Studies and Evaluation of Nanoporous Carbon For Desulfurization of Fuels Coupled With GC-SCD Detection MethodDocument3 pagesKinetic Studies and Evaluation of Nanoporous Carbon For Desulfurization of Fuels Coupled With GC-SCD Detection MethodzibaNo ratings yet
- Activated Carbon and Its ApplicationDocument16 pagesActivated Carbon and Its ApplicationErik Weeks100% (2)
- Tomasz Chmielniak, Krzysztof Słowik, Marcin Sajdak: Full Length ArticleDocument9 pagesTomasz Chmielniak, Krzysztof Słowik, Marcin Sajdak: Full Length ArticlevannesaNo ratings yet
- Chapter - 22 Boiler Pollution Control 1.: DLP/BOE-II/ 1-01092001Document16 pagesChapter - 22 Boiler Pollution Control 1.: DLP/BOE-II/ 1-01092001Jagdeep ArryNo ratings yet
- Chemical Engineering Journal: Piotr Nowicki, Paulina Skibiszewska, Robert PietrzakDocument8 pagesChemical Engineering Journal: Piotr Nowicki, Paulina Skibiszewska, Robert PietrzakAysha AlobeidliNo ratings yet
- Comparison of Flue Gas Desulphurization Processes Based On Life Cycle AssessmentDocument9 pagesComparison of Flue Gas Desulphurization Processes Based On Life Cycle AssessmentAnonymous Hm7PkZNo ratings yet
- Application of Local Exhaust Ventilation System and Integrated Collectors For Control of Air Pollutants in Mining CompanyDocument8 pagesApplication of Local Exhaust Ventilation System and Integrated Collectors For Control of Air Pollutants in Mining CompanyAo TuấnNo ratings yet
- BREF NOx SOxDocument20 pagesBREF NOx SOxAlfonso SampedroNo ratings yet
- Desulfurization of Natural GasDocument21 pagesDesulfurization of Natural GasnalNo ratings yet
- Measures in Air Pollution ReductionDocument61 pagesMeasures in Air Pollution ReductionPamela MendozaNo ratings yet
- Controlofairpollutants 181124103155Document17 pagesControlofairpollutants 181124103155Dawit GirmaNo ratings yet
- Analytical Investigation and Design of Flue Gas Desulfurization SystemDocument4 pagesAnalytical Investigation and Design of Flue Gas Desulfurization SystemAnuj SinghNo ratings yet
- 053 Harrison Woca2017pDocument4 pages053 Harrison Woca2017pJuliano. PQMNo ratings yet
- Jurnal Tugas 5 TREPU Gifal Satria Ramadhan (1610943016)Document9 pagesJurnal Tugas 5 TREPU Gifal Satria Ramadhan (1610943016)gifal satria ramadhanNo ratings yet
- CE4810-Air Pollution Control Concepts-W5Document13 pagesCE4810-Air Pollution Control Concepts-W5Khimavath BharathNo ratings yet
- Energies: Flue Gas Desulphurization in Circulating Fluidized BedsDocument19 pagesEnergies: Flue Gas Desulphurization in Circulating Fluidized BedsAyush KushwahaNo ratings yet
- Air Pollution ControlDocument35 pagesAir Pollution ControlPraveen YadavNo ratings yet
- Separations 09 00348Document11 pagesSeparations 09 00348Mi doremiNo ratings yet
- Industrial IncineratorDocument16 pagesIndustrial IncineratorAnthony FelixNo ratings yet
- Hydrodesulfurization Unit For Natural Gas Condensate: Simulation Based On Aspen Plus SoftwareDocument7 pagesHydrodesulfurization Unit For Natural Gas Condensate: Simulation Based On Aspen Plus SoftwareRuben MaciasNo ratings yet
- History of Industrial HygieneDocument23 pagesHistory of Industrial HygieneJohnCarloTolibasNo ratings yet
- BR-1624 Air Pollution ControlDocument12 pagesBR-1624 Air Pollution Controltovi hardantoNo ratings yet
- Air Pollution Control-AeeDocument2 pagesAir Pollution Control-AeedungdvNo ratings yet
- Activated Carbon: PRESENTED BY Raja WajahatDocument15 pagesActivated Carbon: PRESENTED BY Raja Wajahatnusty_fairyNo ratings yet
- Particle and Tar Removal From Syngas - Application To Small Scale GasifierDocument3 pagesParticle and Tar Removal From Syngas - Application To Small Scale GasifierShidramayya HiremathNo ratings yet
- Flue Gas Desulfurization (FGD) - Wet, Spray Dry, and Dry ScrubbersDocument6 pagesFlue Gas Desulfurization (FGD) - Wet, Spray Dry, and Dry ScrubbersmrezzaNo ratings yet
- Sulfur Dioxide Removal: An Overview of Regenerative Flue Gas Desulfurization and Factors Affecting Desulfurization Capacity and Sorbent RegenerationDocument26 pagesSulfur Dioxide Removal: An Overview of Regenerative Flue Gas Desulfurization and Factors Affecting Desulfurization Capacity and Sorbent RegenerationKrittika ChandranNo ratings yet
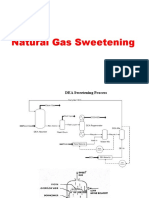
- Natural Gas SweeteningDocument22 pagesNatural Gas SweeteningMALIK ZARYABBABARNo ratings yet
- Adsorptive Desulfurization of Dibenzothiophene From Fuels by Rubber Tyres-Derived Carbons: Kinetics and Isotherms EvaluationDocument11 pagesAdsorptive Desulfurization of Dibenzothiophene From Fuels by Rubber Tyres-Derived Carbons: Kinetics and Isotherms EvaluationPrativa BeheraNo ratings yet
- Pollution Control Techniques: Submitted byDocument3 pagesPollution Control Techniques: Submitted byAayan ShahNo ratings yet
- 021 ZachDocument5 pages021 ZachGramlotBlacksmithNo ratings yet
- Sciencedirect: Isotherm and Thermodynamic Analysis of Carbon Dioxide On Activated CarbonDocument8 pagesSciencedirect: Isotherm and Thermodynamic Analysis of Carbon Dioxide On Activated CarbonAngel Santa CruzNo ratings yet
- APC Unit-4Document8 pagesAPC Unit-4puneethNo ratings yet
- Reducing Dioxin Emissions in Electric Steel MillsDocument4 pagesReducing Dioxin Emissions in Electric Steel MillstedmozbiNo ratings yet
- ArtigoDocument9 pagesArtigo1986crisNo ratings yet
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementFrom EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementNo ratings yet
- Environmental Scenario in Indian Mining Industry - an OverviewFrom EverandEnvironmental Scenario in Indian Mining Industry - an OverviewNo ratings yet
- Highly Efficient Methods for Sulfur Vulcanization Techniques, Results and Implications: Selection and Management of Rubber CurativesFrom EverandHighly Efficient Methods for Sulfur Vulcanization Techniques, Results and Implications: Selection and Management of Rubber CurativesNo ratings yet
- Bonding in SolidsDocument24 pagesBonding in SolidsMahesh KumarNo ratings yet
- Synthesis and Applications of Graphene Quantum Dots A ReviewDocument29 pagesSynthesis and Applications of Graphene Quantum Dots A ReviewendalekNo ratings yet
- Ground Floor Plan: Existing Fcu-01 1-SCD 600X600 MM, NECK 150X150 MM 30 L/S Per EachDocument1 pageGround Floor Plan: Existing Fcu-01 1-SCD 600X600 MM, NECK 150X150 MM 30 L/S Per Eachmhmedgomaa74No ratings yet
- Cambridge International AS & A Level: CHEMISTRY 9701/31Document16 pagesCambridge International AS & A Level: CHEMISTRY 9701/31momoNo ratings yet
- Letter of MotivationDocument2 pagesLetter of MotivationSajib Chandra RoyNo ratings yet
- On The Physical and Chemical Stability of ShalesDocument24 pagesOn The Physical and Chemical Stability of ShalesRaymanNo ratings yet
- Recent Experiences in Full Load Full Pressure ShopDocument43 pagesRecent Experiences in Full Load Full Pressure ShopEliyanto E BudiartoNo ratings yet
- CESMM4.pdf MeasurementDocument43 pagesCESMM4.pdf MeasurementEmmanuel NamkumbeNo ratings yet
- Chemistry 445 Lecture 18 MO Theory and D-D SpectraDocument22 pagesChemistry 445 Lecture 18 MO Theory and D-D SpectraAbhinav JainNo ratings yet
- Project Bank - 2nd Semester 2021-22Document34 pagesProject Bank - 2nd Semester 2021-22VEDANT singhNo ratings yet
- Bulk Properties of MatterDocument11 pagesBulk Properties of Matterstock hackNo ratings yet
- Haloalkanes and Haloarenes QDocument35 pagesHaloalkanes and Haloarenes QAbhinav BishtNo ratings yet
- 7 1. Vapor Liquid EquilibriumDocument9 pages7 1. Vapor Liquid Equilibriumwaseemkhan49No ratings yet
- Wire Arc Additive Manufacturing: A Comprehensive Review and Research DirectionsDocument24 pagesWire Arc Additive Manufacturing: A Comprehensive Review and Research DirectionsTEJENDRA SINGH SINGHALNo ratings yet
- Polymer: Deniz C. Tuncaboylu, Aslihan Argun, Melek Pamuk Algi, Oguz OkayDocument8 pagesPolymer: Deniz C. Tuncaboylu, Aslihan Argun, Melek Pamuk Algi, Oguz OkayНиколайШубинNo ratings yet
- TabletingDocument58 pagesTabletinggeorgeNo ratings yet
- Quinones-Vii': UK 8 Nom&r W77: Accepted For PmbkatioDocument3 pagesQuinones-Vii': UK 8 Nom&r W77: Accepted For PmbkatioprashantNo ratings yet
- Molecular GeometryDocument1 pageMolecular GeometryDean Joyce Alboroto100% (1)
- 3 Novec™ 1230 Fire Protection Fluid Data SheetDocument4 pages3 Novec™ 1230 Fire Protection Fluid Data SheetL ONo ratings yet
- ENERPEEL MA - Rev - 0 - 2011Document21 pagesENERPEEL MA - Rev - 0 - 2011CHONG WEI SHENGNo ratings yet
- Preparation of Urea-Formaldehyde ResinDocument11 pagesPreparation of Urea-Formaldehyde ResinRahul Sarma100% (3)
- Crossword Green HouseDocument1 pageCrossword Green HouseVijaya Laxmi Sanjay KumarNo ratings yet
- Tutorial 7Document2 pagesTutorial 7Virendra SheoranNo ratings yet
- Ramie-Degumming Methodologies A Short ReviewDocument7 pagesRamie-Degumming Methodologies A Short ReviewPrabhu TexcomsNo ratings yet
- Frost-Resistance of BrickworkDocument15 pagesFrost-Resistance of BrickworkBrett RobertsNo ratings yet
- IEEE Guide On Conductor Self-Damping MeasurementsDocument17 pagesIEEE Guide On Conductor Self-Damping MeasurementsukritNo ratings yet