Download as docx, pdf, or txt
You might also like
- Technology-Plan-And-Infrastruture-Support-System-Eim Nc-IiDocument5 pagesTechnology-Plan-And-Infrastruture-Support-System-Eim Nc-Iirowell ramos100% (2)
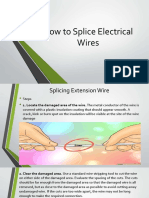
- Steps in Common Splices and Joints: Steps in Splicing A Rat Tail Joint Steps FiguresDocument2 pagesSteps in Common Splices and Joints: Steps in Splicing A Rat Tail Joint Steps FiguresRoniel Balverde38% (8)
- Mining Machinery Nit RourkelaDocument343 pagesMining Machinery Nit RourkelaNaren Gujjar100% (8)
- How To Wire Wrap A Coin Pendant TutorialDocument5 pagesHow To Wire Wrap A Coin Pendant TutorialBeadinggem100% (13)
- Roulette Pro V1. 2Document3 pagesRoulette Pro V1. 2george3scentNo ratings yet
- Different Electrical Wire Splices and JointsDocument12 pagesDifferent Electrical Wire Splices and JointsGene VIncent PerezNo ratings yet
- Gemquad 1Document10 pagesGemquad 14z4rbNo ratings yet
- Electrical Cable Jointing ProceduresDocument10 pagesElectrical Cable Jointing Proceduresnt_long76No ratings yet
- Shotgun (B Series) MaintenanceDocument7 pagesShotgun (B Series) MaintenanceTony McIntoshNo ratings yet
- F 19 Stealth Fighter PDFDocument2 pagesF 19 Stealth Fighter PDFSabrinaNo ratings yet
- Taps, Splices and JointsDocument11 pagesTaps, Splices and Jointsmelecio.franzontNo ratings yet
- Tap Joint SplicesDocument5 pagesTap Joint SplicesMarvin RetutalNo ratings yet
- Transcript of Wire TapsDocument5 pagesTranscript of Wire TapsReynante AlabataNo ratings yet
- Splicing and Jointing Electrical WiresDocument35 pagesSplicing and Jointing Electrical WiresApril John ArbutanteNo ratings yet
- Splices and Joints 1 1Document38 pagesSplices and Joints 1 1Ivan PaderesNo ratings yet
- Dont OpenDocument4 pagesDont OpenRodgyNo ratings yet
- Types of Conductor Splices and JointsDocument6 pagesTypes of Conductor Splices and Jointslj raquionNo ratings yet
- Different Kind of SplicesDocument3 pagesDifferent Kind of SplicesSeanie ReyesNo ratings yet
- Types of Taps, Splices and Joints of ConductorDocument10 pagesTypes of Taps, Splices and Joints of ConductorStefani Ann CabalzaNo ratings yet
- Types of Conductor SplicesDocument4 pagesTypes of Conductor SplicesEuropez AlaskhaNo ratings yet
- Joints SpliceDocument1 pageJoints SplicePaula AlbertoNo ratings yet
- Maried N T JointDocument9 pagesMaried N T JointHazmie Kun70% (10)
- Wire Splices and JointsDocument88 pagesWire Splices and JointsJayveeDomincel100% (4)
- How To Splice Electrical Wires: By: Raymar M. BaquilarDocument18 pagesHow To Splice Electrical Wires: By: Raymar M. BaquilarShema MerchsNo ratings yet
- Wire Work: The JigDocument10 pagesWire Work: The JigChhaya100% (1)
- 8-Common Wire Splices and JointsDocument24 pages8-Common Wire Splices and JointsApril Castro Abayo RilloNo ratings yet
- Working With Wire: Inside A Stranded WireDocument11 pagesWorking With Wire: Inside A Stranded WiremnamkyNo ratings yet
- Multiple Wrapped - MC SleeveDocument2 pagesMultiple Wrapped - MC SleeveMiguel Gabriel LagascaNo ratings yet
- Introduction With Chapeters and WorkshopDocument10 pagesIntroduction With Chapeters and WorkshopAbrhaNo ratings yet
- Splices and JointsDocument5 pagesSplices and JointsKae OraNo ratings yet
- Dual Core Balun Construction ProjectDocument7 pagesDual Core Balun Construction ProjectCarlos Merello100% (1)
- Electrical Wire Splice Basics & Definitions Splicing Electrical Wires - That Is, The Electrical Connection or Joining of Two or More Wires ThatDocument7 pagesElectrical Wire Splice Basics & Definitions Splicing Electrical Wires - That Is, The Electrical Connection or Joining of Two or More Wires ThatLee ShinrieNo ratings yet
- Wb3ayw Wire Collinear For 2 MetersDocument7 pagesWb3ayw Wire Collinear For 2 MetersEduard Gabi Ordean100% (1)
- Build Your Own Wind TurbineDocument9 pagesBuild Your Own Wind Turbinemarintraian100% (1)
- Jointing Cables-WPS OfficeDocument3 pagesJointing Cables-WPS OfficeNamanya OsbertNo ratings yet
- Winding Coils - Page 4: Oscillator CoilDocument6 pagesWinding Coils - Page 4: Oscillator CoilOsmar Contreiras100% (1)
- Pacific Antenna 20 and 40M Lightweight Dipole Kit: Diagram Showing Configuration and Approximate LengthsDocument6 pagesPacific Antenna 20 and 40M Lightweight Dipole Kit: Diagram Showing Configuration and Approximate LengthsedosviracNo ratings yet
- Electrical Taps, Splices and JointsDocument17 pagesElectrical Taps, Splices and JointsMark PalomaresNo ratings yet
- Splicing & JointsDocument2 pagesSplicing & JointsTerence MNo ratings yet
- Balun Intro and Construction 1Document6 pagesBalun Intro and Construction 1Robson Batista do nascimentoNo ratings yet
- Lakhovsky Coils (Copy)Document2 pagesLakhovsky Coils (Copy)Savageintoxicant100% (1)
- Phillips Screwdrivers: House Tools Used in Electrical ServicingDocument6 pagesPhillips Screwdrivers: House Tools Used in Electrical ServicingPaul OrbinoNo ratings yet
- Lecture 5 Splices and JointsDocument14 pagesLecture 5 Splices and JointsborlagdanleematthewNo ratings yet
- AustraliaDocument343 pagesAustraliaChandan KumarNo ratings yet
- 6.splices and JointsDocument75 pages6.splices and JointsmarkNo ratings yet
- 2040 Di Pole 20200623Document6 pages2040 Di Pole 20200623cat6313No ratings yet
- AC motorDocument10 pagesAC motorQazi SulalNo ratings yet
- NISAMAX Solar Lantern Construction ManualDocument11 pagesNISAMAX Solar Lantern Construction ManualSourabh SalgiaNo ratings yet
- Rat-Tail Joint Splicing: I. Introductory InformationDocument17 pagesRat-Tail Joint Splicing: I. Introductory InformationAndrew baniladNo ratings yet
- Mojotone PAF Humbucker Kit Instructions: Before You Get Started ConsiderDocument12 pagesMojotone PAF Humbucker Kit Instructions: Before You Get Started ConsiderlorenzoNo ratings yet
- Building The Modular GreenhouseDocument22 pagesBuilding The Modular GreenhouseKPWNo ratings yet
- BuddyPole Antenna PlansDocument23 pagesBuddyPole Antenna PlansJose MesquitaNo ratings yet
- Ortho. LabsDocument24 pagesOrtho. LabsYaser HabeebNo ratings yet
- Splices and JointsDocument5 pagesSplices and JointsRyanM.PradelNo ratings yet
- Stator Generator EolianDocument40 pagesStator Generator EolianCatalin BordeiNo ratings yet
- Week 3 Common Wire Splices and JointsDocument32 pagesWeek 3 Common Wire Splices and JointsCharibene Repil100% (1)
- Assembly Instructions For Strat and Tele Style PickupsDocument10 pagesAssembly Instructions For Strat and Tele Style PickupsLazyfingers61100% (2)
- Work Shop 1 HandoutDocument16 pagesWork Shop 1 Handoutmesfin snowNo ratings yet
- Twisted HarnessDocument6 pagesTwisted Harnessasser_salehNo ratings yet
- 01-ABEn154-Laboratory Information Sheet No. 1_44dac231a70a0594aa1767c99da2c25eDocument7 pages01-ABEn154-Laboratory Information Sheet No. 1_44dac231a70a0594aa1767c99da2c25eJacky Lou GermanoNo ratings yet
- PHYSICSDocument38 pagesPHYSICSmanisha.e08No ratings yet
- All About WiringDocument8 pagesAll About WiringPauline EleazarNo ratings yet
- Easy Wire Art: How to Make 21 Stylish & Decorative ProjectsFrom EverandEasy Wire Art: How to Make 21 Stylish & Decorative ProjectsNo ratings yet
- Series and Parallel CircuitDocument24 pagesSeries and Parallel Circuitrowell ramosNo ratings yet
- Swine Production: John Garry C. VillanuevaDocument146 pagesSwine Production: John Garry C. Villanuevarowell ramos100% (1)
- Course Electrical Installation and Maintenance NC Ii Unit of Competency Participate in Workplace CommunicationDocument5 pagesCourse Electrical Installation and Maintenance NC Ii Unit of Competency Participate in Workplace Communicationrowell ramosNo ratings yet
- Shielded Metal Arc Welding NC Ii: Training PlanDocument21 pagesShielded Metal Arc Welding NC Ii: Training Planrowell ramosNo ratings yet
- Types of Li9ghtingDocument45 pagesTypes of Li9ghtingrowell ramosNo ratings yet
- Course Design: Electrical Installation and Maintenance NC Ii 196 HoursDocument86 pagesCourse Design: Electrical Installation and Maintenance NC Ii 196 Hoursrowell ramos100% (2)
- Electrical Design 1: Wiring Calculations For Single Family Dwelling Unit Single Family DwellingDocument18 pagesElectrical Design 1: Wiring Calculations For Single Family Dwelling Unit Single Family Dwellingrowell ramosNo ratings yet
- Luke 16:10 "If You Are Faithful in Little Things, You Will Be Faithful in Large OnesDocument3 pagesLuke 16:10 "If You Are Faithful in Little Things, You Will Be Faithful in Large Onesrowell ramosNo ratings yet
- Linear Mensuration: DefinitionsDocument7 pagesLinear Mensuration: Definitionsrowell ramosNo ratings yet
- CBLMDocument30 pagesCBLMrowell ramosNo ratings yet
- Abner Sanchez: Address: 200 Cupang, Pandi, Bulacan CONTACT NO: 09756673171Document7 pagesAbner Sanchez: Address: 200 Cupang, Pandi, Bulacan CONTACT NO: 09756673171rowell ramosNo ratings yet
- Professionalism in WorkplaceDocument14 pagesProfessionalism in Workplacerowell ramosNo ratings yet
- Discuss What Is CBT? What Is Competency? CompetencyDocument7 pagesDiscuss What Is CBT? What Is Competency? Competencyrowell ramosNo ratings yet
- Tools and Materials For Eim nc2Document6 pagesTools and Materials For Eim nc2rowell ramosNo ratings yet
- 555 Timer TutorialDocument12 pages555 Timer Tutorialrowell ramosNo ratings yet
- Automatic Battery Charger CircuitsDocument25 pagesAutomatic Battery Charger Circuitsrowell ramosNo ratings yet
- Effective Speaking: What You Need To KnowDocument2 pagesEffective Speaking: What You Need To Knowrowell ramosNo ratings yet
- Work in A Team EnvironmentDocument24 pagesWork in A Team Environmentrowell ramosNo ratings yet
- Generalscan R1000BT Specification enDocument2 pagesGeneralscan R1000BT Specification enAlejandro BacaNo ratings yet
- Azimuth Co OrdinatorDocument2 pagesAzimuth Co OrdinatorGlen DonnellyNo ratings yet
- Journal Home GridDocument1 pageJournal Home Grid03217925346No ratings yet
- Masonry Mortars PDFDocument20 pagesMasonry Mortars PDFHafeel Ahamed Ashraf Ali100% (2)
- Instruction Manual Model US1000 Digital Indicating Controller FunctionsDocument128 pagesInstruction Manual Model US1000 Digital Indicating Controller Functionsmarvin2008No ratings yet
- 4 - Mike ShandDocument6 pages4 - Mike ShandPieter Vd MerweNo ratings yet
- Value Chain of BusinessDocument7 pagesValue Chain of BusinessThaiseer MohammedNo ratings yet
- Role of Streetscape in Shaping Urban IdentityDocument9 pagesRole of Streetscape in Shaping Urban IdentitypalakNo ratings yet
- Stm32f4 Hardware DevelopmentDocument43 pagesStm32f4 Hardware DevelopmentrevaNo ratings yet
- Paddy ThreshersDocument3 pagesPaddy ThreshersnaveenNo ratings yet
- XDM 100 SDH System en 1Document0 pagesXDM 100 SDH System en 1swartsenburgNo ratings yet
- Klueber Summit HySyn FG 15-100 050015 PI GB enDocument4 pagesKlueber Summit HySyn FG 15-100 050015 PI GB enOMiD QahqaieNo ratings yet
- Unbrako US Product Guide PDFDocument144 pagesUnbrako US Product Guide PDFManju KNo ratings yet
- NCDPI RTI and Mulit Tiered PresentationDocument77 pagesNCDPI RTI and Mulit Tiered PresentationleighNo ratings yet
- Department of Mechnical Engineering: CreditsDocument6 pagesDepartment of Mechnical Engineering: CreditsRoshan Virat PandeyNo ratings yet
- Deepwater Horizon Oil SpillDocument24 pagesDeepwater Horizon Oil SpillRaymundo AlarconNo ratings yet
- Data Sheet - 67797771 - Injection - Valve - EV - 14Document5 pagesData Sheet - 67797771 - Injection - Valve - EV - 14sharan virkNo ratings yet
- Manual AkiyamaDocument11 pagesManual Akiyamape6mo100% (1)
- Asl 18 - 30 (Aii 297500)Document54 pagesAsl 18 - 30 (Aii 297500)Sabrina MagalhãesNo ratings yet
- Project Report On AWCC (Afghan Wireless Communication Company) CompanyDocument82 pagesProject Report On AWCC (Afghan Wireless Communication Company) CompanyNiaz Sahil Zurmatai100% (1)
- Fan 7317Document23 pagesFan 7317Lauswalk WalkNo ratings yet
- A. Civil Engineering and ArchitectureDocument11 pagesA. Civil Engineering and ArchitectureMARIO HUAMANNo ratings yet
- Grid TypeDocument18 pagesGrid Typechavico113No ratings yet
- Lgu-Baler Ordinance No 001-2008 PDFDocument19 pagesLgu-Baler Ordinance No 001-2008 PDFhoswakihoti100% (1)
- NSN SDH DWDM Ethernet TrainingDocument97 pagesNSN SDH DWDM Ethernet TrainingEssaNo ratings yet
- Ms Spacer MsdsDocument5 pagesMs Spacer Msdsizzybj0% (1)
- Lsa4 Evaluation FinalDocument2 pagesLsa4 Evaluation FinalDragica Zdraveska100% (1)