Download as pdf or txt
You might also like
- Asme Section II A Sa-351 Sa-351mDocument8 pagesAsme Section II A Sa-351 Sa-351mAnonymous GhPzn1x100% (1)
- BS-8004-1986-Code of Practice For Foundations (Formerly CP 2004) PDFDocument201 pagesBS-8004-1986-Code of Practice For Foundations (Formerly CP 2004) PDFSocrates Morales0% (1)
- Asme Section II A Sa-216 Sa-216mDocument4 pagesAsme Section II A Sa-216 Sa-216mAnonymous GhPzn1xNo ratings yet
- ASME II A 1 (2015) .PDF ExtractDocument7 pagesASME II A 1 (2015) .PDF ExtractPedro Montes Marin100% (1)
- Sa 216Document4 pagesSa 216AnilNo ratings yet
- Asme Section II A Sa-217 Sa-217mDocument6 pagesAsme Section II A Sa-217 Sa-217mAnonymous GhPzn1xNo ratings yet
- Asme Sa-216Document4 pagesAsme Sa-216Tito Saul0% (1)
- Specification For Steel Castings, Carbon, Suitable For Fusion Welding For High-Temperature ServiceDocument4 pagesSpecification For Steel Castings, Carbon, Suitable For Fusion Welding For High-Temperature Serviceomsingh1988No ratings yet
- Steel Castings For Highway BridgesDocument2 pagesSteel Castings For Highway BridgesFRANZ RICHARD SARDINAS MALLCONo ratings yet
- Astm A216Document4 pagesAstm A216jefesost100% (1)
- Astm A216Document3 pagesAstm A216Ruth Sarai YañezNo ratings yet
- Astm A217-2007Document6 pagesAstm A217-2007Rajeev KumarNo ratings yet
- A560 - Castings Chromium Nickel AlloyDocument3 pagesA560 - Castings Chromium Nickel AlloychemtausifNo ratings yet
- Sa 387Document6 pagesSa 387ismaelarchilacastilloNo ratings yet
- Pressure Vessel Plates, Carbon Steel, For Intermediate-And Higher-Temperature ServiceDocument3 pagesPressure Vessel Plates, Carbon Steel, For Intermediate-And Higher-Temperature ServiceJosé de Paula MoreiraNo ratings yet
- Pressure Vessel Plates, Carbon Steel, For Intermediate-And Higher-Temperature ServiceDocument3 pagesPressure Vessel Plates, Carbon Steel, For Intermediate-And Higher-Temperature ServiceManivasagan VasuNo ratings yet
- Asme Sa 517 Astm A517 PDFDocument5 pagesAsme Sa 517 Astm A517 PDFBernathTurnipNo ratings yet
- Specification For Steel Castings, Martensitic Stainless and Alloy, For Pressure-Containing Parts, Suitable For High-Temperature ServiceDocument6 pagesSpecification For Steel Castings, Martensitic Stainless and Alloy, For Pressure-Containing Parts, Suitable For High-Temperature Servicecesar jaramilloNo ratings yet
- Astm A995 A995m 13 2013 PDFDocument4 pagesAstm A995 A995m 13 2013 PDFdelta lab sangli0% (1)
- Specification For Pressure Vessel Plates, Alloy Steel, Chromium-MolybdenumDocument6 pagesSpecification For Pressure Vessel Plates, Alloy Steel, Chromium-MolybdenumAnilNo ratings yet
- A 181 Â " A 181M Â " 01 - QTE4MS9BMTGXTQDocument3 pagesA 181 Â " A 181M Â " 01 - QTE4MS9BMTGXTQhans ccNo ratings yet
- Steel Castings, Carbon, For General ApplicationDocument4 pagesSteel Castings, Carbon, For General Applicationsandeep acharNo ratings yet
- Astm b498 b498m 98 Acsr用镀锌钢芯线 英文 AcsrDocument4 pagesAstm b498 b498m 98 Acsr用镀锌钢芯线 英文 AcsrnarinderNo ratings yet
- QTQP NSX BDocument2 pagesQTQP NSX BOsama TaghlebiNo ratings yet
- Castings, Austenitic, Austenitic-Ferritic (Duplex), For Pressure-Containing PartsDocument5 pagesCastings, Austenitic, Austenitic-Ferritic (Duplex), For Pressure-Containing PartsElpidio ManansalaNo ratings yet
- Steel Castings, Carbon, Suitable For Fusion Welding, For High-Temperature ServiceDocument4 pagesSteel Castings, Carbon, Suitable For Fusion Welding, For High-Temperature ServiceraulNo ratings yet
- A351A351M 2003 Specification For Castings, Austenitic, Austenitic-Ferritic (Duplex), For Presure-Containing PartsDocument5 pagesA351A351M 2003 Specification For Castings, Austenitic, Austenitic-Ferritic (Duplex), For Presure-Containing PartsPhong ThanhNo ratings yet
- Steel Castings, Carbon, Suitable For Fusion Welding, For High-Temperature ServiceDocument4 pagesSteel Castings, Carbon, Suitable For Fusion Welding, For High-Temperature ServiceraulNo ratings yet
- A181 - A181M - Standard Specification - 2005Document3 pagesA181 - A181M - Standard Specification - 2005Gerson Foster JuniorNo ratings yet
- Steel Castings, Carbon, Suitable For Fusion Welding, For High-Temperature ServiceDocument4 pagesSteel Castings, Carbon, Suitable For Fusion Welding, For High-Temperature ServiceraulNo ratings yet
- A 990 - 00 Qtk5mc0wma - PDFDocument6 pagesA 990 - 00 Qtk5mc0wma - PDFMung Duong XuanNo ratings yet
- ASME Secc II A SA-727M Specif For Forgings Carbon Steel ForDocument6 pagesASME Secc II A SA-727M Specif For Forgings Carbon Steel ForEduardo ArrietaNo ratings yet
- Pressure Vessel Plates, Alloy Steel, High-Strength, Quenched and TemperedDocument4 pagesPressure Vessel Plates, Alloy Steel, High-Strength, Quenched and TemperedABINASH SINGHNo ratings yet
- Steel Castings, Carbon, Suitable For Fusion Welding, For High-Temperature ServiceDocument4 pagesSteel Castings, Carbon, Suitable For Fusion Welding, For High-Temperature ServiceDeepakRajurkarNo ratings yet
- Astm Sa 234 PDFDocument11 pagesAstm Sa 234 PDFarifin rizalNo ratings yet
- Pressure Vessel Plates, Alloy Steel, High-Strength, Quenched and TemperedDocument3 pagesPressure Vessel Plates, Alloy Steel, High-Strength, Quenched and TemperedArihant NDT Inspection ServicesNo ratings yet
- Astm A234-A234m-05Document8 pagesAstm A234-A234m-05NadhiraNo ratings yet
- Astm A351 2006Document5 pagesAstm A351 2006Almas AthifNo ratings yet
- Astm A216Document4 pagesAstm A216Phúc ChâuNo ratings yet
- Astm A181Document3 pagesAstm A181migaspro energiaNo ratings yet
- Astm A351Document6 pagesAstm A351Rahul SinghNo ratings yet
- Wrought High-Strength Ferritic Steel Butt-Welding Fittings: Standard Specification ForDocument5 pagesWrought High-Strength Ferritic Steel Butt-Welding Fittings: Standard Specification ForPaulo GalvãoNo ratings yet
- Age-Hardening Alloy Steel Forgings For Pressure Vessel ComponentsDocument10 pagesAge-Hardening Alloy Steel Forgings For Pressure Vessel ComponentsDhanush NairNo ratings yet
- A859A859M-04 (Reapproved 2014) PDFDocument5 pagesA859A859M-04 (Reapproved 2014) PDFHadi HowaidaNo ratings yet
- SA-105 - ASME BPVC 2021 Sección II Parte A-1Document8 pagesSA-105 - ASME BPVC 2021 Sección II Parte A-1Mohammad TaherNo ratings yet
- A 27 - A 27M - 95 R00 Qti3ltk1ujaw PDFDocument4 pagesA 27 - A 27M - 95 R00 Qti3ltk1ujaw PDFDanny SeeNo ratings yet
- Steel Castings, Carbon, Suitable For Fusion Welding, For High-Temperature ServiceDocument4 pagesSteel Castings, Carbon, Suitable For Fusion Welding, For High-Temperature ServiceraulNo ratings yet
- Sa 299Document3 pagesSa 299ismaelarchilacastilloNo ratings yet
- SA905Document6 pagesSA905Chenjie ZhuNo ratings yet
- ASME Section II Part A - Ferrous Material SpecificationsDocument8 pagesASME Section II Part A - Ferrous Material SpecificationsGato Sesa100% (1)
- Steel Castings, Carbon, Suitable For Fusion Welding, For High-Temperature ServiceDocument4 pagesSteel Castings, Carbon, Suitable For Fusion Welding, For High-Temperature ServicemasoudNo ratings yet
- A181A181MDocument3 pagesA181A181Mrgi178No ratings yet
- A522A522MDocument4 pagesA522A522MAlejandro GonzálezNo ratings yet
- Specification For Carbon Steel Forgings For Pressure Vessel ComponentsDocument6 pagesSpecification For Carbon Steel Forgings For Pressure Vessel Componentsmr.aghelNo ratings yet
- Asme Section Ii A-2 Sa-995Document4 pagesAsme Section Ii A-2 Sa-995Anonymous GhPzn1xNo ratings yet
- Pressure Vessel Plates, High-Strength, Low-Alloy Steel: Standard Specification ForDocument2 pagesPressure Vessel Plates, High-Strength, Low-Alloy Steel: Standard Specification ForMytzy Godoy TapiaNo ratings yet
- A204A204M-12 Standard Specification For Pressure Vessel Plates, Alloy Steel, MolybdenumDocument3 pagesA204A204M-12 Standard Specification For Pressure Vessel Plates, Alloy Steel, MolybdenumDiego Egoávil MéndezNo ratings yet
- Specification For Pressure Vessel Plates, Alloy Steel, NickelDocument4 pagesSpecification For Pressure Vessel Plates, Alloy Steel, NickelServando Lozano RiosNo ratings yet
- A351 Page2Document1 pageA351 Page2Rajesh RajeshNo ratings yet
- Section II A SA-435 - SA-435MDocument3 pagesSection II A SA-435 - SA-435MSocrates MoralesNo ratings yet
- Section II A SA-20 - SA-20M PDFDocument45 pagesSection II A SA-20 - SA-20M PDFSocrates MoralesNo ratings yet
- A 11jul2016 RamsDocument33 pagesA 11jul2016 RamsSocrates MoralesNo ratings yet
- Design Guide For Improved Quality of Roadway Subgrades and SubbasDocument134 pagesDesign Guide For Improved Quality of Roadway Subgrades and SubbasSocrates MoralesNo ratings yet
- Manual of The American Railway Engineering Association-1911 Edition PDFDocument504 pagesManual of The American Railway Engineering Association-1911 Edition PDFSocrates MoralesNo ratings yet
- APTA-RT-EE-RP-004-02 - Heavy-Duty Machine Room Less (MRL) Elevator Design GuidelinesDocument32 pagesAPTA-RT-EE-RP-004-02 - Heavy-Duty Machine Room Less (MRL) Elevator Design GuidelinesSocrates MoralesNo ratings yet
- NACE-Stress Corrosion Cracking (SCC)Document3 pagesNACE-Stress Corrosion Cracking (SCC)Mohamed AtefNo ratings yet
- Asme Section Ii A Sa-409 Sa-409m PDFDocument10 pagesAsme Section Ii A Sa-409 Sa-409m PDFdavid perezNo ratings yet
- FAQ Processes For Surface Hardening of Stainless Steels Bodycote S3PDocument4 pagesFAQ Processes For Surface Hardening of Stainless Steels Bodycote S3PSinan YıldızNo ratings yet
- F 1789 - 17Document15 pagesF 1789 - 17Acilasac 2018No ratings yet
- Tantalum and Niobium Deposits - A Primer For GeoscientistsDocument14 pagesTantalum and Niobium Deposits - A Primer For GeoscientistsCarlos BallestasNo ratings yet
- Unknown - Unknown - Designation B80 15 Standard Specification For Magnesium-Alloy Sand Castings 1Document12 pagesUnknown - Unknown - Designation B80 15 Standard Specification For Magnesium-Alloy Sand Castings 1wanghongxuan66No ratings yet
- 2nd Sem ChemestryDocument29 pages2nd Sem ChemestryJayesh khachaneNo ratings yet
- Types of CeramicsDocument11 pagesTypes of Ceramicsjohn gelveroNo ratings yet
- Mini Blast FurnaceDocument8 pagesMini Blast FurnaceSantosh UpadhyayNo ratings yet
- Structural Steel GradesDocument39 pagesStructural Steel GradesMehman Nasibov100% (1)
- Minerals Notes Answers.1575292264Document2 pagesMinerals Notes Answers.1575292264carlierosetalNo ratings yet
- Common UK Standards For Joining and Surfacing - TWIDocument66 pagesCommon UK Standards For Joining and Surfacing - TWIarissaNo ratings yet
- Bronze BushingDocument6 pagesBronze BushingVijet BhandiwadNo ratings yet
- Engpedia - Ir: Engineering Chromium ElectroplatingDocument6 pagesEngpedia - Ir: Engineering Chromium ElectroplatingMehdi-867138No ratings yet
- Aluminium ExtractionDocument5 pagesAluminium ExtractionSammyJayNo ratings yet
- Crundwell 2011Document9 pagesCrundwell 2011Andi SetianegaraNo ratings yet
- D & F BlockDocument34 pagesD & F BlockManan SethiNo ratings yet
- Reference Only: I Pus Pond StreetDocument132 pagesReference Only: I Pus Pond StreetJagdish ShindeNo ratings yet
- ListDocument3 pagesListprabhutheniNo ratings yet
- Niobium: Niobium, Also Known As Columbium, Is A Chemical Element With TheDocument15 pagesNiobium: Niobium, Also Known As Columbium, Is A Chemical Element With TheVysakh VasudevanNo ratings yet
- Chemical Interactions in Calcium Aluminate Cement Cac Based Castables Containing MagnesiaDocument8 pagesChemical Interactions in Calcium Aluminate Cement Cac Based Castables Containing MagnesiaDick ManNo ratings yet
- Thermodynamic Calculation On The Stability of (Fe, MN) 3AlC Carbide in HighDocument7 pagesThermodynamic Calculation On The Stability of (Fe, MN) 3AlC Carbide in HighMarina PiermannNo ratings yet
- Types of Refractory Materials and Their ApplicationsDocument5 pagesTypes of Refractory Materials and Their ApplicationsAbdullrahman AlzahraniNo ratings yet
- Valve Material Equivalents PDFDocument3 pagesValve Material Equivalents PDFmahdi.guidara100% (1)
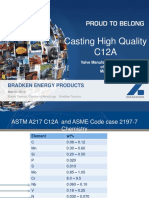
- Casting High Quality C12A: Bradken Energy ProductsDocument37 pagesCasting High Quality C12A: Bradken Energy Productsdelta lab sangliNo ratings yet
- Presentasi SNI 2017Document43 pagesPresentasi SNI 2017Fransisca WijayaNo ratings yet
- EN380 Homework #6 Solution: 1084 C 1455 C 70% N i L + α C = 61% C = 73% W = = = 25% W = = = 75%Document4 pagesEN380 Homework #6 Solution: 1084 C 1455 C 70% N i L + α C = 61% C = 73% W = = = 25% W = = = 75%roseNo ratings yet
- 10 5923 J Ijmee 20120106 04Document5 pages10 5923 J Ijmee 20120106 04SafetyanaNo ratings yet
- CREEP Corrosion Presentation MS2007Document4 pagesCREEP Corrosion Presentation MS2007anwarhas05No ratings yet
- Daftar Tabel BajaDocument1 pageDaftar Tabel BajaSuhardi HananNo ratings yet