Download as doc, pdf, or txt
You might also like
- FRCR Part 1 - Radiological Anatomy - New For 2013 - Set 02 PDFDocument109 pagesFRCR Part 1 - Radiological Anatomy - New For 2013 - Set 02 PDFmohamed100% (3)
- Iso 17640 2017 en PDFDocument11 pagesIso 17640 2017 en PDFTanveer Ahmed Quadri100% (1)
- Procedure For Handling, Storage & Transportations of Bare & Coated PipesDocument6 pagesProcedure For Handling, Storage & Transportations of Bare & Coated Pipeskbpatel123No ratings yet
- BPV IX-16-3 QW-283 - ButteringDocument1 pageBPV IX-16-3 QW-283 - ButteringyutweldingNo ratings yet
- CPVC ChecklistDocument1 pageCPVC Checklistchakravarthi kanugulaNo ratings yet
- Flash Report #01: Industry & Facilities DivisionDocument4 pagesFlash Report #01: Industry & Facilities DivisionEduard GadzhievNo ratings yet
- B H e L Limited RTDocument13 pagesB H e L Limited RTbhavin17850% (2)
- SA 387 Grade 91 Class 2Document4 pagesSA 387 Grade 91 Class 2briang-2No ratings yet
- Hardness Pro Form1Document2 pagesHardness Pro Form1gst ajah100% (1)
- Materials System SpecificationDocument13 pagesMaterials System SpecificationJeck MaquitedNo ratings yet
- Test Pack ProcedureDocument10 pagesTest Pack ProcedureDaengkulle Firmansyah PuteraNo ratings yet
- Deviations During PWHT and ResponseDocument2 pagesDeviations During PWHT and ResponseEIL NDT100% (1)
- TDC QapDocument69 pagesTDC QapKuppuraj ParamsivamNo ratings yet
- Rapid p0030 CPP U0030 Qac Mom 0024 Quality MeetingDocument13 pagesRapid p0030 CPP U0030 Qac Mom 0024 Quality MeetingAtuk Safiz100% (1)
- BPVC Ix QW-482Document2 pagesBPVC Ix QW-482ganesh82No ratings yet
- Asme 1325-18 (2007)Document1 pageAsme 1325-18 (2007)Matthew TaylorNo ratings yet
- Oil Penetrant Test ProcedureDocument4 pagesOil Penetrant Test Procedurehasan_676489616No ratings yet
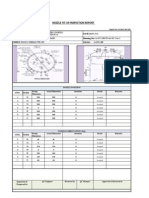
- Nozzle Fit-Up Inspection Report: Inspected & Prepared byDocument9 pagesNozzle Fit-Up Inspection Report: Inspected & Prepared byDaison PaulNo ratings yet
- Sfa-5 28Document32 pagesSfa-5 28Bruno FDNo ratings yet
- STS QAC SOP 006 Repair Procedure For Stainless SteelDocument5 pagesSTS QAC SOP 006 Repair Procedure For Stainless Steelmohd as shahiddin jafriNo ratings yet
- Geometric Unsharpness FormulaDocument2 pagesGeometric Unsharpness FormulaJayaneela Prawin0% (1)
- Standard: I.S. CEN/TR 14549:2004Document7 pagesStandard: I.S. CEN/TR 14549:2004Cengiz KARAKOSENo ratings yet
- Interseal 670HDocument2 pagesInterseal 670Hmadmax_mfpNo ratings yet
- P 54 Holiday Testing Procedure R1Document43 pagesP 54 Holiday Testing Procedure R1rahul reyashNo ratings yet
- Er 100 S 1Document1 pageEr 100 S 1Oliver Quezada Inostroza100% (1)
- Birla Copper WPS For Tube To Tubesheet Welding MOC - CSDocument2 pagesBirla Copper WPS For Tube To Tubesheet Welding MOC - CSJitu Padhiyar PadhiyarNo ratings yet
- WPQR SBM 029Document3 pagesWPQR SBM 029HoJienHauNo ratings yet
- Quality Control Plan For Ducting: Project Name: TokushimaDocument4 pagesQuality Control Plan For Ducting: Project Name: TokushimaNguyen Anh TuanNo ratings yet
- Itis NDT MT 01 Rev 06Document19 pagesItis NDT MT 01 Rev 06pandab bkNo ratings yet
- WPS Format For Asme Ix - Wps - Gtaw SawDocument1 pageWPS Format For Asme Ix - Wps - Gtaw SawThe Welding Inspections CommunityNo ratings yet
- ISO 8501-Pictorial Clasiification Standard For Surface CleanlinessDocument29 pagesISO 8501-Pictorial Clasiification Standard For Surface CleanlinessabhibmaneNo ratings yet
- AB-036386 Hardness Testing For Welding Procedure QualificationDocument1 pageAB-036386 Hardness Testing For Welding Procedure QualificationAmr MahmoudNo ratings yet
- NDE Procedures RT, MPI, DPT, HARDNESS, HEAT TREATMENTDocument67 pagesNDE Procedures RT, MPI, DPT, HARDNESS, HEAT TREATMENTmuslim100% (1)
- TDS Kan Ethyl Zinc Silicate PrimerDocument3 pagesTDS Kan Ethyl Zinc Silicate PrimeroliviaNo ratings yet
- Inspection and Test Plan Sheet: Pt. Pertamina Geothermal Energy Pt. Bina Rasano EngineeringDocument2 pagesInspection and Test Plan Sheet: Pt. Pertamina Geothermal Energy Pt. Bina Rasano EngineeringHerruSetiawan100% (1)
- Itp PipingDocument18 pagesItp PipingBayu Reza Fauzi100% (1)
- How To MIG Weld AluminumDocument8 pagesHow To MIG Weld AluminumHandri YantoNo ratings yet
- Paint Coating Stainless SteelsDocument2 pagesPaint Coating Stainless SteelsSilva NumaNo ratings yet
- Pickling Heat Tint For SSDocument2 pagesPickling Heat Tint For SSTuan DangNo ratings yet
- Pull Off Test Report RefinaryDocument3 pagesPull Off Test Report RefinaryZaid Raslan AyoubNo ratings yet
- ITP For Under Ground Firewater SystemDocument4 pagesITP For Under Ground Firewater SystemjaseelNo ratings yet
- Oil Pantriting ProcedureDocument5 pagesOil Pantriting ProcedureSERT-QA/QC- BUZNo ratings yet
- Weld Repair Rev. 1Document3 pagesWeld Repair Rev. 1vinas kusdinarNo ratings yet
- B31.3 InterpretationsDocument338 pagesB31.3 InterpretationsRamdasNo ratings yet
- Asme P NumberDocument1 pageAsme P NumberSebastian RajeshNo ratings yet
- Steel Wedge Gate Valves (Flanged and Butt-Welding Ends) For The Petroleum, Petrochemical and Allied IndustriesDocument28 pagesSteel Wedge Gate Valves (Flanged and Butt-Welding Ends) For The Petroleum, Petrochemical and Allied IndustriesImed BenNo ratings yet
- Visual Inspection Report - During WeldingDocument1 pageVisual Inspection Report - During WeldingsurwaneNo ratings yet
- Doc. No Revision No Revision DateDocument6 pagesDoc. No Revision No Revision DateShyam SinghNo ratings yet
- Mock-Up Block Drawings Fro AUTDocument14 pagesMock-Up Block Drawings Fro AUTSiddiqui Abdul KhaliqNo ratings yet
- Rtfi Assessment Report FormDocument1 pageRtfi Assessment Report FormVenkatesh PethurajNo ratings yet
- NDE of BoilersDocument6 pagesNDE of Boilersshabbir626100% (1)
- N0200003 - NEW-F201-0 - Inspection & Test PlanDocument3 pagesN0200003 - NEW-F201-0 - Inspection & Test PlanAfiq RamliNo ratings yet
- Liquid Penetrant Examination ProcedureDocument15 pagesLiquid Penetrant Examination ProcedureANH TAI MAINo ratings yet
- WPSDocument25 pagesWPSWaqas WaqasNo ratings yet
- Leak Test Procedure of Atmospheric VesselDocument9 pagesLeak Test Procedure of Atmospheric VesselRicardo NapitupuluNo ratings yet
- Pqc-05 Rev 0 Procedimiento Marcaje CodificadoDocument3 pagesPqc-05 Rev 0 Procedimiento Marcaje Codificadojose alberto gamiñoNo ratings yet
- QAP For FlangesDocument2 pagesQAP For FlangesGOPINATH KRISHNAN NAIRNo ratings yet
- Civil FormatsDocument46 pagesCivil Formatsaftabshekh624462No ratings yet
- Itp STR Slpg-Q-0000-24001-032-001-4-ADocument11 pagesItp STR Slpg-Q-0000-24001-032-001-4-AsivagnanamNo ratings yet
- QAR-QD#419-15 Feed Cylinder GPDocument8 pagesQAR-QD#419-15 Feed Cylinder GPIrwanto ManafNo ratings yet
- QAR-QD#419-21 Boom Cylinder GPDocument2 pagesQAR-QD#419-21 Boom Cylinder GPIrwanto ManafNo ratings yet
- PWHT EC SH 034 - EncryptedDocument7 pagesPWHT EC SH 034 - EncryptedcarlosNo ratings yet
- 20041214-93 70 02 005-000052 02 VDR 02 01Document3 pages20041214-93 70 02 005-000052 02 VDR 02 01carlosNo ratings yet
- PWHT EC SH 032 - EncryptedDocument3 pagesPWHT EC SH 032 - EncryptedcarlosNo ratings yet
- 20041214-93 70 02 005-000031 01 VDR 01 01Document2 pages20041214-93 70 02 005-000031 01 VDR 01 01carlosNo ratings yet
- Boehler Welding QLine OverviewDocument4 pagesBoehler Welding QLine OverviewcarlosNo ratings yet
- Ec01 0020Document2 pagesEc01 0020carlosNo ratings yet
- QEP-SOP-2267 Rev 1 - PMDocument12 pagesQEP-SOP-2267 Rev 1 - PMcarlosNo ratings yet
- Trabajo Final Ingles V.Document135 pagesTrabajo Final Ingles V.carlosNo ratings yet
- Yes/No QS:: What's My Job?Document4 pagesYes/No QS:: What's My Job?carlosNo ratings yet
- Ingles Clase 2Document48 pagesIngles Clase 2carlos100% (1)
- Ingles 5Document134 pagesIngles 5carlosNo ratings yet
- Bu-Sp-207-20-R1-Audit-Guide-Building-Fabricator-With-Coatings-Endorsement EspañolDocument20 pagesBu-Sp-207-20-R1-Audit-Guide-Building-Fabricator-With-Coatings-Endorsement EspañolcarlosNo ratings yet
- Supplemental Requirements For Applicators of Complex Coatings Endorsement (CCE)Document3 pagesSupplemental Requirements For Applicators of Complex Coatings Endorsement (CCE)carlosNo ratings yet
- Aisc 207-20 Audit Guide All Fabricator, Manufacturer and Erector Programs and EndorsementsDocument18 pagesAisc 207-20 Audit Guide All Fabricator, Manufacturer and Erector Programs and EndorsementscarlosNo ratings yet
- Sample Management Review Form ErectorsDocument15 pagesSample Management Review Form ErectorscarlosNo ratings yet
- Application Document Submittal - Fab and Manuf Rev. 5 14 21Document7 pagesApplication Document Submittal - Fab and Manuf Rev. 5 14 21carlosNo ratings yet
- 207-20 CambiosDocument74 pages207-20 CambioscarlosNo ratings yet
- Mock Exercise Instructions For Fabricators of Steel BuildingsDocument8 pagesMock Exercise Instructions For Fabricators of Steel BuildingscarlosNo ratings yet
- Supplemental Requirements For Building Fabricators (BU) : Section 1 Before Your AuditDocument2 pagesSupplemental Requirements For Building Fabricators (BU) : Section 1 Before Your AuditcarlosNo ratings yet
- Mock Exercise Instructions For Fabricators of Simple BridgesDocument7 pagesMock Exercise Instructions For Fabricators of Simple BridgescarlosNo ratings yet
- Sme Package Summary of Benefits (2305843009215646953)Document7 pagesSme Package Summary of Benefits (2305843009215646953)RIVERA - SARVIDA CONSTRUCTION INC.No ratings yet
- Science & Beyond Science Final1Document25 pagesScience & Beyond Science Final1Veeresh M Honnihal100% (2)
- GRE CatelogueDocument16 pagesGRE CatelogueRam Shankar PrasadNo ratings yet
- Icl 8069Document6 pagesIcl 8069Ion Mikel Onandia MartinezNo ratings yet
- Cable LugDocument10 pagesCable Lugahmed tarekNo ratings yet
- VD UM DOSIMAX Plus A HV 001 - NDDocument31 pagesVD UM DOSIMAX Plus A HV 001 - NDPaweł KopyśćNo ratings yet
- Spindle Motor Troubleshooting GuideDocument7 pagesSpindle Motor Troubleshooting GuideIsrael Martinez AlonsoNo ratings yet
- Determination of Beer ColorDocument2 pagesDetermination of Beer ColorRubens MattosNo ratings yet
- Sustainable DevelopmentDocument21 pagesSustainable Developmentvishalpersonal539No ratings yet
- English File Intermediate Third Edition-Pages-5-8Document4 pagesEnglish File Intermediate Third Edition-Pages-5-8akbal13No ratings yet
- 529 Ema Ratna Kartinawati Ikatan Dokter Indonesia15570678505ccef84b102a3Document1 page529 Ema Ratna Kartinawati Ikatan Dokter Indonesia15570678505ccef84b102a3Ema Ratna KartinawatiNo ratings yet
- Fuel Cell Powered Model - Project ReportDocument10 pagesFuel Cell Powered Model - Project ReportShivranjan SangitalayaNo ratings yet
- Eppendorf Centrifuge 5415D and 5415R DatasheetDocument4 pagesEppendorf Centrifuge 5415D and 5415R DatasheetGeorgyNo ratings yet
- Work Book Unit 2 Proforma Variation - SolvedDocument12 pagesWork Book Unit 2 Proforma Variation - SolvedZaheer SwatiNo ratings yet
- A Healing Story About GuyabanoDocument4 pagesA Healing Story About GuyabanoZena Bezabih100% (1)
- Samsung 2009 VRF DVMDocument60 pagesSamsung 2009 VRF DVMe_mumcik100% (2)
- Nissan Murano EngineMechanical ServiceManualDocument40 pagesNissan Murano EngineMechanical ServiceManualReza BahramiNo ratings yet
- L6S Final Examination Students)Document12 pagesL6S Final Examination Students)Fazliawati MahayuddinNo ratings yet
- Free Calisthenics EbookDocument20 pagesFree Calisthenics Ebookaltclips0No ratings yet
- Introduction To VibrationsDocument36 pagesIntroduction To VibrationsMajid SattarNo ratings yet
- Radome Scanner UnitsDocument74 pagesRadome Scanner Unitsharry programmerNo ratings yet
- Quest Circular Motion 1 KeyDocument5 pagesQuest Circular Motion 1 KeyCarlos Ortiz100% (1)
- File Download AjaDocument3 pagesFile Download AjaIdaNurNo ratings yet
- 2020 Micropropagation of Medicinal Plants - Review Micropropagation of Medicinal Plants - ReviewDocument8 pages2020 Micropropagation of Medicinal Plants - Review Micropropagation of Medicinal Plants - ReviewMuhilan MahendhiranNo ratings yet
- Installation, Operation, & Maintenance ManualDocument48 pagesInstallation, Operation, & Maintenance ManualEdinsonUribeTorresNo ratings yet
- Ajin Sathyababu: Profile SummaryDocument2 pagesAjin Sathyababu: Profile SummaryAjin SNo ratings yet
- Final Maintenance SheetDocument14 pagesFinal Maintenance SheetmanishrastogiNo ratings yet
- Q2 - Hydrocarbons and Functional GroupsDocument54 pagesQ2 - Hydrocarbons and Functional GroupsTosee istosee100% (1)
- DBQ EcologyDocument11 pagesDBQ Ecologydafer krishiNo ratings yet