Download as pdf or txt
You might also like
- Reaction Engineering of Emerging Oxidation Processes: P.L. Mills, R.V. ChaudhariDocument13 pagesReaction Engineering of Emerging Oxidation Processes: P.L. Mills, R.V. ChaudhariCod HalalNo ratings yet
- Quadros Et Al. 2015Document7 pagesQuadros Et Al. 2015henrinicacioeqNo ratings yet
- Cleaning-In-Place in The Dairy IndustryDocument11 pagesCleaning-In-Place in The Dairy IndustryihllhmNo ratings yet
- Hammerschmidt2011 - Catalytic Conversion of Waste Biomass by Hydrothermal TreatmentDocument8 pagesHammerschmidt2011 - Catalytic Conversion of Waste Biomass by Hydrothermal Treatmentfarida_crNo ratings yet
- Absorber-Stripper System Design For Biogas PurificationDocument20 pagesAbsorber-Stripper System Design For Biogas Purificationkaye100% (1)
- Rapsci MS Id 555695Document4 pagesRapsci MS Id 555695elangsaka.socialmediaNo ratings yet
- Non-Catalytic Liquefaction of Microalgae in Sub and Supercritical AcetoneDocument28 pagesNon-Catalytic Liquefaction of Microalgae in Sub and Supercritical Acetonejosè CarhuapomaNo ratings yet
- Richard Gunawan, Xiang Li, Caroline Lievens, Mortaza Gholizadeh, Weerawut Chaiwat, Xun Hu, Daniel Mourant, John Bromly, Chun-Zhu LiDocument9 pagesRichard Gunawan, Xiang Li, Caroline Lievens, Mortaza Gholizadeh, Weerawut Chaiwat, Xun Hu, Daniel Mourant, John Bromly, Chun-Zhu LiMaghfira RenandaNo ratings yet
- Evaluation of A Two-Phase Extraction System of Carbohydrates and Proteins From Chlorella Vulgaris Utex 1803Document6 pagesEvaluation of A Two-Phase Extraction System of Carbohydrates and Proteins From Chlorella Vulgaris Utex 1803Yuri MorenoNo ratings yet
- Removal of CO From Biogas Plant Using Chemical Absorption ColumnDocument7 pagesRemoval of CO From Biogas Plant Using Chemical Absorption ColumnanirudhNo ratings yet
- Oxidation PondDocument10 pagesOxidation PondCoc LoverNo ratings yet
- An Li - Biological Wastewater Treatment - Selecting The ProcessDocument6 pagesAn Li - Biological Wastewater Treatment - Selecting The ProcessprogerNo ratings yet
- Chemical Engineering Journal: Yong-Ming Dai, Jhong-Syuan Wu, Chiing-Chang Chen, Kung-Tung ChenDocument7 pagesChemical Engineering Journal: Yong-Ming Dai, Jhong-Syuan Wu, Chiing-Chang Chen, Kung-Tung ChenMaria SiahaanNo ratings yet
- Rios, 2018Document26 pagesRios, 2018kainath56No ratings yet
- Biomass Pyrolysis ThesisDocument8 pagesBiomass Pyrolysis Thesisseewbyvff100% (1)
- Enhancement of Hydrotreating Process Evaluation: Correlation Between Feedstock Properties, In-Line Monitoring and Catalyst DeactivationDocument13 pagesEnhancement of Hydrotreating Process Evaluation: Correlation Between Feedstock Properties, In-Line Monitoring and Catalyst DeactivationLeila Salim LealNo ratings yet
- Fermentation ProcessDocument4 pagesFermentation Processstanley00109100% (1)
- Bussemaker 2013Document18 pagesBussemaker 2013Wayan ArnataNo ratings yet
- Plastic Recycling ThesisDocument7 pagesPlastic Recycling Thesisamandabarbergilbert100% (2)
- Environmental Management IN Petrochemical Industries: Bachelor Environmental & Occupational Health and SafetyDocument17 pagesEnvironmental Management IN Petrochemical Industries: Bachelor Environmental & Occupational Health and SafetyTechno ExpertNo ratings yet
- Biomass Fast Pyrolysis: Anthony V. BRIDGWATERDocument29 pagesBiomass Fast Pyrolysis: Anthony V. BRIDGWATERCarlos100% (1)
- Enhancement of Production and Upgradation of Biogas Using Different Techniques-A ReviewDocument17 pagesEnhancement of Production and Upgradation of Biogas Using Different Techniques-A ReviewZainul Fikri TampengNo ratings yet
- Renewable Energy 91 (2016) 451-455Document5 pagesRenewable Energy 91 (2016) 451-455Sandro Gonzalez AriasNo ratings yet
- New Order NCK FRND Environmental Control PracticeDocument17 pagesNew Order NCK FRND Environmental Control PracticeTechno ExpertNo ratings yet
- Design of Pyrolysis ReactorDocument72 pagesDesign of Pyrolysis Reactork_asiamah201296% (27)
- Chemical Engineering Science: Xin Gao, Xinshuang Liu, Xingang Li, Jinsong Zhang, Yongjin Yang, Hong LiDocument14 pagesChemical Engineering Science: Xin Gao, Xinshuang Liu, Xingang Li, Jinsong Zhang, Yongjin Yang, Hong LiMihir ShahNo ratings yet
- Env504 - Energy and Environment: BiogasDocument15 pagesEnv504 - Energy and Environment: BiogasPapilon RougeNo ratings yet
- Activated Carbon From Olive Kernels in A Two-Stage Process: Industrial ImprovementDocument7 pagesActivated Carbon From Olive Kernels in A Two-Stage Process: Industrial ImprovementNorasyikin Mustapha100% (1)
- Prosciba 10 Fullpaper ESCDocument8 pagesProsciba 10 Fullpaper ESCAdam TricomNo ratings yet
- Overview of EnvironmentaDocument6 pagesOverview of EnvironmentaInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Charis 2013 - Emerging Technologies For The Production of Nutraceuticals From Agricultural By-ProductsDocument5 pagesCharis 2013 - Emerging Technologies For The Production of Nutraceuticals From Agricultural By-ProductsDavid AlejandroNo ratings yet
- Treatment of Dairy Waste Water Using UASB Reactor and Generation of EnergyDocument5 pagesTreatment of Dairy Waste Water Using UASB Reactor and Generation of Energyvk100No ratings yet
- Artículo II ParcialDocument27 pagesArtículo II ParcialGabriel GómezNo ratings yet
- Lecho Fluidizado Lodos PDFDocument12 pagesLecho Fluidizado Lodos PDFRodrigo VinuezaNo ratings yet
- A Review of Maillard Reactions in Spray DryersDocument11 pagesA Review of Maillard Reactions in Spray DryersKelompok 1 PKKMB FT UNJ 2018No ratings yet
- Bouchoux Sep - Pur.tech. 2006 PostprintDocument26 pagesBouchoux Sep - Pur.tech. 2006 PostprintBhuvan nakraNo ratings yet
- Hydrogen Production From Biomass Wastes by HydrothDocument16 pagesHydrogen Production From Biomass Wastes by HydrothTosin OseniNo ratings yet
- 1 s2.0 S0926669015301588 Main - Vero Mold Size and AdditiveDocument8 pages1 s2.0 S0926669015301588 Main - Vero Mold Size and AdditiveMark Leinard Dela CruzNo ratings yet
- 3CV.1.35 Paper 21st 2013Document11 pages3CV.1.35 Paper 21st 2013Elbanhawy4EverNo ratings yet
- Three-Way Regeneration of Spent V2O5 Catalyst From Sulfuric Acid ProductionDocument5 pagesThree-Way Regeneration of Spent V2O5 Catalyst From Sulfuric Acid ProductionInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Agnesh Field StudyDocument22 pagesAgnesh Field Studykmg chemistryNo ratings yet
- WSN 492 2016 321 334 PDFDocument14 pagesWSN 492 2016 321 334 PDFSandeep DalviNo ratings yet
- Internal Circulation Reactor Pushing The LimitsDocument9 pagesInternal Circulation Reactor Pushing The LimitsAbhishek TripathiNo ratings yet
- Hydrothermal Carbonization of Digestate in The Presence of Zeolite: Process E Ciency and Composite PropertiesDocument8 pagesHydrothermal Carbonization of Digestate in The Presence of Zeolite: Process E Ciency and Composite PropertiesRonmel AlejandroNo ratings yet
- Energies: Gasification of A Dried Sewage Sludge in A Laboratory Scale Fixed Bed ReactorDocument11 pagesEnergies: Gasification of A Dried Sewage Sludge in A Laboratory Scale Fixed Bed ReactorCABean1No ratings yet
- Aceite de FrituraDocument8 pagesAceite de FrituraNestor Andres Urbina SuarezNo ratings yet
- TSB SolventDocument9 pagesTSB SolventMaythee SaisriyootNo ratings yet
- Wet Air Oxidation - A Review of Process Technologies and Aspects in Reactor Design PDFDocument18 pagesWet Air Oxidation - A Review of Process Technologies and Aspects in Reactor Design PDFAnonymous 1XHScfCINo ratings yet
- 2016-Review. Oil and Grease Removal From WastewatersDocument102 pages2016-Review. Oil and Grease Removal From WastewatersSilvia Nathalia ContrerasNo ratings yet
- O & M - S Brewing ETPDocument47 pagesO & M - S Brewing ETPOmkar Bharankar100% (1)
- Volume Issue (Doi 10.1016 - J.seppur.2013.12.025) PDFDocument14 pagesVolume Issue (Doi 10.1016 - J.seppur.2013.12.025) PDFIka SulistyaningtiyasNo ratings yet
- Catalyst Deactivation1Document8 pagesCatalyst Deactivation1Hussain AliNo ratings yet
- Catalytic Hydrotreating of Heavy Gasoil PDFDocument9 pagesCatalytic Hydrotreating of Heavy Gasoil PDFVishal GoswamiNo ratings yet
- Chapter 1Document27 pagesChapter 1Isha MeshramNo ratings yet
- Chemical Kinetics of Biomass Pyrolysis: Energy & Fuels January 2009Document11 pagesChemical Kinetics of Biomass Pyrolysis: Energy & Fuels January 2009Claudia MendozaNo ratings yet
- BiogasUpgrade ReviewDocument16 pagesBiogasUpgrade ReviewGotz SonNo ratings yet
- International Journal of Greenhouse Gas Control: Liyuan Deng, May-Britt Ha GGDocument9 pagesInternational Journal of Greenhouse Gas Control: Liyuan Deng, May-Britt Ha GGMiguel RibeiroNo ratings yet
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementFrom EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementNo ratings yet
- Kinetics of Different Bioreactor Systems With Acidithiobacillus Ferrooxidans For Ferrous Iron OxidationDocument17 pagesKinetics of Different Bioreactor Systems With Acidithiobacillus Ferrooxidans For Ferrous Iron Oxidationpikos69No ratings yet
- MandlBiologia1984 PDFDocument6 pagesMandlBiologia1984 PDFpikos69No ratings yet
- Kinetics of Fe Oxidation by Acidithiobacillus Ferrooxidans Using Total Organic Carbon MeasurementDocument5 pagesKinetics of Fe Oxidation by Acidithiobacillus Ferrooxidans Using Total Organic Carbon Measurementpikos69No ratings yet
- Growth Kinetics of Thiobacillus Ferrooxidans IsolaDocument9 pagesGrowth Kinetics of Thiobacillus Ferrooxidans Isolapikos69No ratings yet
- Seismic Response Prior To Spalling Failure in Highly Stressed Underground TunnelsDocument6 pagesSeismic Response Prior To Spalling Failure in Highly Stressed Underground Tunnelspikos69No ratings yet
- Growth Kinetics of Thiobacillus Thiooxidans On The Surface of Elemental SulfurDocument6 pagesGrowth Kinetics of Thiobacillus Thiooxidans On The Surface of Elemental Sulfurpikos69No ratings yet
- 1521 06Document11 pages1521 06pikos69No ratings yet
- Paco Pena Toques Flamencos PDFDocument83 pagesPaco Pena Toques Flamencos PDFpikos69No ratings yet
- The Third Temptation of ParisDocument10 pagesThe Third Temptation of Parispikos69No ratings yet
- Technical Data Sheet: Product Name: Product Form: Chemical NameDocument3 pagesTechnical Data Sheet: Product Name: Product Form: Chemical Namesahajahan shaikhNo ratings yet
- Chapter-04-Applications-Thermodynamics-Earth 4744 0 PDFDocument43 pagesChapter-04-Applications-Thermodynamics-Earth 4744 0 PDFJou IndrajatiNo ratings yet
- Fountain SolutionDocument36 pagesFountain SolutionallUddinNo ratings yet
- (Chemical Industries) James G Speight - Douglas I Exall - Refining Used Lubricating Oils-CRC Press Taylor and Francis (2014)Document460 pages(Chemical Industries) James G Speight - Douglas I Exall - Refining Used Lubricating Oils-CRC Press Taylor and Francis (2014)Mebarek Bahri100% (1)
- DimsonDocument42 pagesDimsonChristopher Theodore LelulyNo ratings yet
- Preparation of Chlorine: 4nacl + Mno + 4H So MNCL + 4nahso + 2H O + CLDocument10 pagesPreparation of Chlorine: 4nacl + Mno + 4H So MNCL + 4nahso + 2H O + CLLATHA JANARTHANANNo ratings yet
- Ayala. Hydrocarbon World. 2007, 61-64.Document4 pagesAyala. Hydrocarbon World. 2007, 61-64.Ronald SalasNo ratings yet
- Essential Chemistry SPM Question Bank Chapter 8 2010Document10 pagesEssential Chemistry SPM Question Bank Chapter 8 2010Thilagavathy MuruganNo ratings yet
- Properties of Natural GasDocument21 pagesProperties of Natural GasHarish RajNo ratings yet
- CBSE Sample Paper-05 (Solved) Summative Assessment - Ii Class - XDocument5 pagesCBSE Sample Paper-05 (Solved) Summative Assessment - Ii Class - XShreya SharmaNo ratings yet
- An in Vitro Investigation of A Poly (Vinyl Phosphonic Acid) Based CementDocument7 pagesAn in Vitro Investigation of A Poly (Vinyl Phosphonic Acid) Based CementGunjan GargNo ratings yet
- ColaMulse EZDocument2 pagesColaMulse EZmndmattNo ratings yet
- Sera Aquarium Guide 2Document16 pagesSera Aquarium Guide 2tommy shartNo ratings yet
- ĐỀ SỐ 01-HSG ANH 9 TỈNHDocument16 pagesĐỀ SỐ 01-HSG ANH 9 TỈNHYoon HaNo ratings yet
- PHYSICAL CHEMISTRY Question Bank (1) - Print-OkDocument7 pagesPHYSICAL CHEMISTRY Question Bank (1) - Print-OkB. Srini VasanNo ratings yet
- Intro To Bioinformatics Semester 6 BotanyDocument15 pagesIntro To Bioinformatics Semester 6 BotanyMalabika BhowmickNo ratings yet
- All of Earth's Water in A Single Sphere! - U.S. Geological SurveyDocument5 pagesAll of Earth's Water in A Single Sphere! - U.S. Geological SurveyDavid ArizaNo ratings yet
- Chemistry 1: Modified Strategic Intervention MaterialsDocument20 pagesChemistry 1: Modified Strategic Intervention MaterialsOrlando SamonteNo ratings yet
- Gradient Divergence CurlDocument2 pagesGradient Divergence CurlNaik LarkaNo ratings yet
- EMTL 250 Module 2 2017Document27 pagesEMTL 250 Module 2 2017Mwongera MwaraniaNo ratings yet
- Modern Physics - Chapter 14Document42 pagesModern Physics - Chapter 14Hamza PagaNo ratings yet
- MC20005-WHP-WI-P-0118 Corrosion PR & Erosion PR Datasheet WI - Rev.D1Document18 pagesMC20005-WHP-WI-P-0118 Corrosion PR & Erosion PR Datasheet WI - Rev.D1nguyenmainamNo ratings yet
- Hierro PudeladoDocument69 pagesHierro PudeladoJosé CassinaNo ratings yet
- 2 - 11 July 2000 Copenhagen: Preparatory ProblemsDocument50 pages2 - 11 July 2000 Copenhagen: Preparatory ProblemsJoni WaldyNo ratings yet
- Module 5: Failure Criteria of Rock and Rock MassesDocument5 pagesModule 5: Failure Criteria of Rock and Rock Massesفردوس سليمانNo ratings yet
- Dams and Retaining 01Document11 pagesDams and Retaining 01AniketNo ratings yet
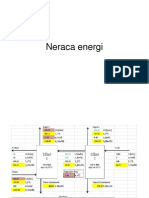
- Neraca energiATK-3Document29 pagesNeraca energiATK-3Lattiff A'rNo ratings yet
- Medc 0503 2022-2023 Lab 2 - CroDocument10 pagesMedc 0503 2022-2023 Lab 2 - CroLance ShahNo ratings yet
- Calorimetry Practice ProblemsDocument2 pagesCalorimetry Practice ProblemsKervy Jay AgraviadorNo ratings yet
- Jenway Genova NANODocument4 pagesJenway Genova NANOAboukhassib MohamedNo ratings yet