Download as pdf or txt
You might also like
- MB760 - MB770 - MPS5502 - Maintenenance Manual - 1 - of - 2 - R10 PDFDocument181 pagesMB760 - MB770 - MPS5502 - Maintenenance Manual - 1 - of - 2 - R10 PDFOkidata Impresoras100% (1)
- Goldstein Chapter 8 PDFDocument5 pagesGoldstein Chapter 8 PDFDanilSchlamber50% (2)
- A Project Stage I Seminar On "Design Optimization of Two Wheeler (Bike) Chassis"Document18 pagesA Project Stage I Seminar On "Design Optimization of Two Wheeler (Bike) Chassis"Prakash KatdareNo ratings yet
- Atlas TechNotes - Complete Set Rev Nov 2011Document50 pagesAtlas TechNotes - Complete Set Rev Nov 2011caod1712No ratings yet
- Composite Structures: Zhao Liu, Jiahai Lu, Ping ZhuDocument14 pagesComposite Structures: Zhao Liu, Jiahai Lu, Ping ZhuAkshay bypNo ratings yet
- Improving The Crashworthiness of An Automobile Bumper: Arun Basil Jacob Arunkumar O.NDocument13 pagesImproving The Crashworthiness of An Automobile Bumper: Arun Basil Jacob Arunkumar O.NyousefNo ratings yet
- BIW Structure Development in Accordance With PassiDocument10 pagesBIW Structure Development in Accordance With PassideepuNo ratings yet
- Crashworthiness Optimization For Cutting Energy-Absorbing Structures Based On The Multiobjective G-CBW MethodDocument21 pagesCrashworthiness Optimization For Cutting Energy-Absorbing Structures Based On The Multiobjective G-CBW MethodNhanNo ratings yet
- Physics Based Data Driven Method For The Crashworthiness Design of Origami Composite TubesDocument18 pagesPhysics Based Data Driven Method For The Crashworthiness Design of Origami Composite TubesPRAVEEN KUMAR ANo ratings yet
- Materials 17 00602 v2Document18 pagesMaterials 17 00602 v2Brhane TeklayNo ratings yet
- Materials 17 00602Document19 pagesMaterials 17 00602Brhane TeklayNo ratings yet
- Citation/Export MLA Magesh Kumar, Prof. Ankush K Biradar, “A Review Paper on Design Analysis of Connecting Rod”, June 17 Volume 5 Issue 6 , International Journal on Recent and Innovation Trends in Computing and Communication (IJRITCC), ISSN: 2321-8169, PP: 479 – 481 APA Magesh Kumar, Prof. Ankush K Biradar, June 17 Volume 5 Issue 6, “A Review Paper on Design Analysis of Connecting Rod”, International Journal on Recent and Innovation Trends in Computing and Communication (IJRITCC), ISSN: 2321-8169, PP: 479 – 481Document3 pagesCitation/Export MLA Magesh Kumar, Prof. Ankush K Biradar, “A Review Paper on Design Analysis of Connecting Rod”, June 17 Volume 5 Issue 6 , International Journal on Recent and Innovation Trends in Computing and Communication (IJRITCC), ISSN: 2321-8169, PP: 479 – 481 APA Magesh Kumar, Prof. Ankush K Biradar, June 17 Volume 5 Issue 6, “A Review Paper on Design Analysis of Connecting Rod”, International Journal on Recent and Innovation Trends in Computing and Communication (IJRITCC), ISSN: 2321-8169, PP: 479 – 481Editor IJRITCCNo ratings yet
- Scope and Objectives: The Objectives of The Present Study Are As FollowDocument1 pageScope and Objectives: The Objectives of The Present Study Are As FollowRaghu JnNo ratings yet
- Davood I 2011Document9 pagesDavood I 2011Akshay bypNo ratings yet
- 1 s2.0 S1000936120303745 MainDocument13 pages1 s2.0 S1000936120303745 MainAngriot NeanNo ratings yet
- 7-2018-Experimental Testing and Numerical Analysis of FDM Multi-Cell Inserts Andhybrid StructureDocument16 pages7-2018-Experimental Testing and Numerical Analysis of FDM Multi-Cell Inserts Andhybrid StructureLeyton DanyNo ratings yet
- Hamza Bin Zafar - Review PaperDocument3 pagesHamza Bin Zafar - Review PaperNajam Ul QadirNo ratings yet
- Concurrent Design and Prototyping of Composite Accelerlator PedalDocument29 pagesConcurrent Design and Prototyping of Composite Accelerlator PedalPankaj Chhabra67% (3)
- 1 s2.0 S0264127517307347 MainDocument15 pages1 s2.0 S0264127517307347 Mainali aliNo ratings yet
- Bumper BeamDocument4 pagesBumper BeamJournalNX - a Multidisciplinary Peer Reviewed JournalNo ratings yet
- Explicit Dynamics Crash Analysis of CarDocument8 pagesExplicit Dynamics Crash Analysis of Caruday chavanNo ratings yet
- Vichiensamuth 2013 IOP Conf. Ser.: Mater. Sci. Eng. 46 012034Document11 pagesVichiensamuth 2013 IOP Conf. Ser.: Mater. Sci. Eng. 46 012034rpagarwal2No ratings yet
- Car Frontal ImpactDocument25 pagesCar Frontal Impactapi-3762972100% (1)
- Quan Jin Pra VeenDocument20 pagesQuan Jin Pra Veen18-29 SAKETH REDDY MECH III-ANo ratings yet
- Multi-Objective and Multi-Case Reliability-Based Design Optimization For Tailor Rolled Blank (TRB) StructuresDocument18 pagesMulti-Objective and Multi-Case Reliability-Based Design Optimization For Tailor Rolled Blank (TRB) StructuresmanuelNo ratings yet
- Finite Element Analysis of The Crash Tube For An Automotive IJERTV8IS090206Document7 pagesFinite Element Analysis of The Crash Tube For An Automotive IJERTV8IS090206ranim najibNo ratings yet
- 149 Crash NCDocument5 pages149 Crash NCBrhane TeklayNo ratings yet
- Alhorani (2020) - Mathematical Models For The Optimal Design of I - and H-Shaped Crane Bridge GirdersDocument16 pagesAlhorani (2020) - Mathematical Models For The Optimal Design of I - and H-Shaped Crane Bridge GirdersGogyNo ratings yet
- Significance of Virtual Prototyping in Design of Composite Structures For AutomobilesDocument6 pagesSignificance of Virtual Prototyping in Design of Composite Structures For Automobilesashutosh.srvNo ratings yet
- Ain Shams Engineering Journal: Mostafa Z. Abd Elrehim, Mohamed A. Eid, Mostafa G. SayedDocument10 pagesAin Shams Engineering Journal: Mostafa Z. Abd Elrehim, Mohamed A. Eid, Mostafa G. Sayedmuhammad uvaisNo ratings yet
- Design Optimisation of Composite Bumper Beam With Variable Cross-Sections For Automotive VehicleDocument14 pagesDesign Optimisation of Composite Bumper Beam With Variable Cross-Sections For Automotive VehicleBrhane TeklayNo ratings yet
- Conceptual Design of A Natural Fibre-Reinforced Composite Automotive Anti-Roll Bar Using A Hybrid ApproachDocument18 pagesConceptual Design of A Natural Fibre-Reinforced Composite Automotive Anti-Roll Bar Using A Hybrid ApproachPrawal JainNo ratings yet
- Taylored Roller BlankDocument15 pagesTaylored Roller BlankFahrgerusteNo ratings yet
- Plasticos MetodologiaDocument13 pagesPlasticos MetodologiaAlonso FuentesNo ratings yet
- Mervin 2020 IOP Conf. Ser.: Mater. Sci. Eng. 923 012015Document11 pagesMervin 2020 IOP Conf. Ser.: Mater. Sci. Eng. 923 012015Celvin SamNo ratings yet
- Experimental Investigation of The Crashworthiness Performance of Laminated Composites Using Plastic-Fiber Wind Shield and Carbon FiberDocument10 pagesExperimental Investigation of The Crashworthiness Performance of Laminated Composites Using Plastic-Fiber Wind Shield and Carbon FiberAbhijeet SableNo ratings yet
- Dms2015 Crolla SmarternodesDocument7 pagesDms2015 Crolla SmarternodesRohit GadekarNo ratings yet
- Cost Optimisation of The Design of ReinfDocument15 pagesCost Optimisation of The Design of ReinfALINo ratings yet
- Structural Analysis and Optimization of An Automotive Propeller ShaftDocument11 pagesStructural Analysis and Optimization of An Automotive Propeller ShaftdressfeetNo ratings yet
- Materials Today: ProceedingsDocument8 pagesMaterials Today: ProceedingsSebastian LopezNo ratings yet
- Design and Application of Lightweight Multi-Objective Collaborative Optimization For A Parametric Body-In-White StructureDocument16 pagesDesign and Application of Lightweight Multi-Objective Collaborative Optimization For A Parametric Body-In-White StructureasdfNo ratings yet
- Paper 2Document17 pagesPaper 2mahhelalNo ratings yet
- Selection and Ranking of Rail Vehicle Components For Optimal Lightweighting Using Composite MaterialsDocument14 pagesSelection and Ranking of Rail Vehicle Components For Optimal Lightweighting Using Composite MaterialsAwan AJaNo ratings yet
- Experimental Investigation of The Crashworthiness Performance of Laminated Composites Using Plastic Bike's Wind Shield and Woven Carbon Fiber MatDocument11 pagesExperimental Investigation of The Crashworthiness Performance of Laminated Composites Using Plastic Bike's Wind Shield and Woven Carbon Fiber MatAbhijeet SableNo ratings yet
- Multi-Objective Optimization of Reinforced Concrete Frames Using Nsga-Ii AlgorithmDocument8 pagesMulti-Objective Optimization of Reinforced Concrete Frames Using Nsga-Ii AlgorithmAusbel Joab Cuyo TtitoNo ratings yet
- Adv Eng Mater - 2023 - AlmesmariDocument31 pagesAdv Eng Mater - 2023 - AlmesmariShoaib MalikNo ratings yet
- Additive Designand Manufacturingof Jet Engine Parts Additive Designand Manufacturingof Jet Engine PartsDocument6 pagesAdditive Designand Manufacturingof Jet Engine Parts Additive Designand Manufacturingof Jet Engine Partsguilherme lacerdaNo ratings yet
- 2007 1214 CrashTestDocument5 pages2007 1214 CrashTestGre RoNo ratings yet
- Computers and Structures: Yangjun Luo, Michael Yu Wang, Mingdong Zhou, Zichen DengDocument12 pagesComputers and Structures: Yangjun Luo, Michael Yu Wang, Mingdong Zhou, Zichen DengAvinash Bhakta 18MST0043No ratings yet
- Vehicles 06 00030Document15 pagesVehicles 06 00030Mustafa ErcümenNo ratings yet
- Ly Thuyet Va ChamDocument12 pagesLy Thuyet Va ChamTiep Tran QuangNo ratings yet
- Optimised Ultrafast Lightweight Design A PDFDocument33 pagesOptimised Ultrafast Lightweight Design A PDFBharat SinghNo ratings yet
- Chassis Design ImportantDocument27 pagesChassis Design ImportantNandan PoojaryNo ratings yet
- Concurrent Multi-Scale Design Optimization of Composite Frames With Manufacturing ConstraintsDocument16 pagesConcurrent Multi-Scale Design Optimization of Composite Frames With Manufacturing ConstraintsA23ABHIGYA HAZRANo ratings yet
- Numero 59 Art 13Document16 pagesNumero 59 Art 13mulualemNo ratings yet
- Backbone Cup - A Structure Design Competition Based On Topology Optimization and 3D PrintingDocument6 pagesBackbone Cup - A Structure Design Competition Based On Topology Optimization and 3D PrintingEsteban Jurko ENo ratings yet
- Innovative and Highly Productive Joining Technologies For Multi-Material Lightweight Car Body Structures PDFDocument9 pagesInnovative and Highly Productive Joining Technologies For Multi-Material Lightweight Car Body Structures PDFS P Suganthi GaneshNo ratings yet
- Finite Element Analysis of Automotive Truck ChassiDocument12 pagesFinite Element Analysis of Automotive Truck ChassiBRIJITHNo ratings yet
- 1 s2.0 S0927025615003985 MainDocument8 pages1 s2.0 S0927025615003985 MainVignesh RajaNo ratings yet
- Strucure Design and Multi - Objective Optimization of A Novel NPR Bumber SystemDocument19 pagesStrucure Design and Multi - Objective Optimization of A Novel NPR Bumber System施元No ratings yet
- Crashworthiness Design of Vehicle Structure With Tailor Rolled BlankDocument18 pagesCrashworthiness Design of Vehicle Structure With Tailor Rolled BlankmanuelNo ratings yet
- Abrasive Jet Machining For Micro-Hole Drilling On Glass and GFRP CompositesDocument5 pagesAbrasive Jet Machining For Micro-Hole Drilling On Glass and GFRP CompositesmanuelNo ratings yet
- Cross-Sectional Shape Design and Optimization of Automotive Body With Stamping ConstraintsDocument9 pagesCross-Sectional Shape Design and Optimization of Automotive Body With Stamping ConstraintsmanuelNo ratings yet
- Thin-Walled Structures: Full Length ArticleDocument11 pagesThin-Walled Structures: Full Length ArticlemanuelNo ratings yet
- Multi-Objective and Multi-Case Reliability-Based Design Optimization For Tailor Rolled Blank (TRB) StructuresDocument18 pagesMulti-Objective and Multi-Case Reliability-Based Design Optimization For Tailor Rolled Blank (TRB) StructuresmanuelNo ratings yet
- Thin-Walled Structures: Full Length ArticleDocument12 pagesThin-Walled Structures: Full Length ArticlemanuelNo ratings yet
- Ijiset V2 I5 45 PDFDocument6 pagesIjiset V2 I5 45 PDFmanuelNo ratings yet
- Capacity: View All TyresDocument1 pageCapacity: View All TyresmanuelNo ratings yet
- Suspension BaDocument6 pagesSuspension BamanuelNo ratings yet
- For Other Uses, See - "Motor" Redirects Here. For Other Uses, SeeDocument3 pagesFor Other Uses, See - "Motor" Redirects Here. For Other Uses, SeemanuelNo ratings yet
- Sound System EqualizationDocument17 pagesSound System EqualizationEspartaco ValdezNo ratings yet
- Sun Spots InstDocument4 pagesSun Spots InstTommy DelkNo ratings yet
- Handout On Waves and SoundDocument4 pagesHandout On Waves and SoundLorna BacligNo ratings yet
- Time Series Forecasting by Using Wavelet Kernel SVMDocument52 pagesTime Series Forecasting by Using Wavelet Kernel SVMAnonymous PsEz5kGVaeNo ratings yet
- Pendulum and Dowsing Instruction - NotesDocument6 pagesPendulum and Dowsing Instruction - NotesShane Halaska67% (3)
- CBUSHDocument4 pagesCBUSHBita MohajerniaNo ratings yet
- MrsDocument2 pagesMrsBurcea Denis-NicoletaNo ratings yet
- BS 7542 1992 Method of Test For Curing Compounds For ConcreteDocument11 pagesBS 7542 1992 Method of Test For Curing Compounds For ConcreteMoatz Hamed0% (1)
- CS4495 05 CameraModelDocument57 pagesCS4495 05 CameraModelMehmet Akif AlperNo ratings yet
- 200115spring 2001Document85 pages200115spring 2001combatps1No ratings yet
- Miller IndexDocument5 pagesMiller IndexKamenriderNo ratings yet
- Lesson 5: Further Analysis and The Varga ChartsDocument3 pagesLesson 5: Further Analysis and The Varga ChartshussainalishahNo ratings yet
- Analysis and Design of Arch-Type Pedestrian BridgeDocument18 pagesAnalysis and Design of Arch-Type Pedestrian BridgeNaison StanleyNo ratings yet
- Vortex Induced VibrationsDocument7 pagesVortex Induced VibrationsKevin Paredes GutierrezNo ratings yet
- FrictionDocument11 pagesFrictionSehariSehariNo ratings yet
- G108-94 (Reapproved 2010)Document9 pagesG108-94 (Reapproved 2010)Hadi HowaidaNo ratings yet
- 2014 H2 Maths Prelim Papers - NJC P1 SolutionDocument13 pages2014 H2 Maths Prelim Papers - NJC P1 Solutioncherylhzy0% (4)
- Structural Dynamics - ESA 322 Lecture 3aDocument34 pagesStructural Dynamics - ESA 322 Lecture 3aPurawin SubramaniamNo ratings yet
- Gas AbsorptionDocument19 pagesGas Absorptionedmark icalina75% (4)
- Su5 Planispheric AstrolabeDocument7 pagesSu5 Planispheric AstrolabeBogdanRacoviteanuNo ratings yet
- Geophysical Exploration For GoldDocument13 pagesGeophysical Exploration For GoldAditya KurniawanNo ratings yet
- Geocentric Datum, GDM2000 For MalaysiaDocument15 pagesGeocentric Datum, GDM2000 For Malaysialegion1437100% (6)
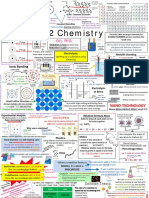
- c2 Exam Revision PosterDocument3 pagesc2 Exam Revision Posterapi-320022467No ratings yet
- 5b-Solids Liquids Gases-Density PressureDocument20 pages5b-Solids Liquids Gases-Density PressureBooksNo ratings yet
- Soal Try Out Inggris SmadaDocument6 pagesSoal Try Out Inggris SmadaFitra Dwi Putra RinandaNo ratings yet
- Applications of Maxwell's Thermodynamical Relations Part1Document22 pagesApplications of Maxwell's Thermodynamical Relations Part1s100% (2)
- C 84524 PS KK1 CAL ST 3K 0020 - R1 Pipeline Buoyancy Control AnalysisDocument7 pagesC 84524 PS KK1 CAL ST 3K 0020 - R1 Pipeline Buoyancy Control AnalysisbonnicoNo ratings yet