Download as docx, pdf, or txt
You might also like
- Mechanical PrinciplesDocument46 pagesMechanical PrinciplesHarshini Premachandra0% (1)
- HW1 ReportDocument3 pagesHW1 ReportAbdul Ahad100% (1)
- DSU 22317 PracticalDocument31 pagesDSU 22317 PracticalCo2I 36Rohini ShewalkarNo ratings yet
- SMSC 52 Command Reference Manual PDFDocument1,508 pagesSMSC 52 Command Reference Manual PDFTomNo ratings yet
- 7 Chapter 4Document9 pages7 Chapter 4Tejas YeoleNo ratings yet
- ASME ICMET Vol 2 M032Document8 pagesASME ICMET Vol 2 M032shejazy69No ratings yet
- Example 2: Closed End Hammer, Non Uniform Pile, Equipment CheckDocument5 pagesExample 2: Closed End Hammer, Non Uniform Pile, Equipment CheckbozarromegustaNo ratings yet
- Handout 2 - Extrusion + DrawingDocument6 pagesHandout 2 - Extrusion + DrawingMrk KhanNo ratings yet
- Experimental Analysis of (Triaxial 3D) Machining Cutting Forces and Surface Roughness in Turning Operation of EN8 SteelDocument11 pagesExperimental Analysis of (Triaxial 3D) Machining Cutting Forces and Surface Roughness in Turning Operation of EN8 SteelIJRASETPublicationsNo ratings yet
- Surface Roughness Conversion Chart Tables - Engineers EdgeDocument10 pagesSurface Roughness Conversion Chart Tables - Engineers Edgejames.anitNo ratings yet
- Presentation For 3d Printed PolymersDocument40 pagesPresentation For 3d Printed Polymerspubgsucks kcafNo ratings yet
- Flexible Road Overlay Design by FWDDocument9 pagesFlexible Road Overlay Design by FWDafifa kausar100% (1)
- Mphahlele TJ 219080587 Lab 1Document11 pagesMphahlele TJ 219080587 Lab 1Sive MatebeseNo ratings yet
- Mme Assignment Solution.Document11 pagesMme Assignment Solution.Peace AdetunmibiNo ratings yet
- Friction and Wear Behavior of ABS - 2014, INDIADocument5 pagesFriction and Wear Behavior of ABS - 2014, INDIAvaxevNo ratings yet
- TM Screw Compressor Fluid Archive EDocument581 pagesTM Screw Compressor Fluid Archive EOliver FrereNo ratings yet
- 4 Ijmperddec20174Document8 pages4 Ijmperddec20174TJPRC PublicationsNo ratings yet
- LAB Budget 2020-2021Document8 pagesLAB Budget 2020-2021fahadfadi48No ratings yet
- Some Aspects On Technological Design of PDFDocument7 pagesSome Aspects On Technological Design of PDFLuis Angel GonzálezNo ratings yet
- Applying The Taguchi Method On An EDM MachineDocument5 pagesApplying The Taguchi Method On An EDM Machinechirag kolambeNo ratings yet
- Ocrim PlansifterDocument8 pagesOcrim PlansifterGavriel Dhean AlvaroNo ratings yet
- Post/Pre Tension: Input DataDocument7 pagesPost/Pre Tension: Input Dataمصطفى عبدالرحيمNo ratings yet
- Experimentation and Optimization of Shrinkage in Plastic Injection Molded GPPS PartDocument6 pagesExperimentation and Optimization of Shrinkage in Plastic Injection Molded GPPS PartemresaNo ratings yet
- Analysis of Printing Variables To Enhance PLA, ABS, and PETG 3D Printed Parts Using Fused DepositDocument19 pagesAnalysis of Printing Variables To Enhance PLA, ABS, and PETG 3D Printed Parts Using Fused Depositalidina538No ratings yet
- Presentation of Die DesignDocument33 pagesPresentation of Die DesignIsrar EqubalNo ratings yet
- ACS Heat - Loss - Calculator Dryer 3050D X 21000L Thermal Analysis ReportDocument7 pagesACS Heat - Loss - Calculator Dryer 3050D X 21000L Thermal Analysis Reportdwi sutiknoNo ratings yet
- Mouse Mold DesignDocument12 pagesMouse Mold DesignBuddhima Nivantha BandaraNo ratings yet
- Chapter FourDocument11 pagesChapter FourkisuwahhNo ratings yet
- Chapter 10. Piping WorkDocument29 pagesChapter 10. Piping WorkSastra Winata100% (1)
- Qmot Qbl4208 Family: V1.03 2010-Nov-03Document14 pagesQmot Qbl4208 Family: V1.03 2010-Nov-03etolockaNo ratings yet
- Base / Stop: Static Input Data (Beltanalyst™)Document8 pagesBase / Stop: Static Input Data (Beltanalyst™)Rafael MeloNo ratings yet
- Taguchi Design Optimization of The CNC End Milling Process of AA6063 Using Minimum Quantity LubricationDocument9 pagesTaguchi Design Optimization of The CNC End Milling Process of AA6063 Using Minimum Quantity LubricationIJRASETPublicationsNo ratings yet
- 3D Printing Operation Parameter Optimization For Tensile Strength in PLADocument9 pages3D Printing Operation Parameter Optimization For Tensile Strength in PLAeeNo ratings yet
- CNC MILLING OPERATION NewDocument19 pagesCNC MILLING OPERATION Newamit kambleNo ratings yet
- FES MTG Welding Fixture F7222910Document11 pagesFES MTG Welding Fixture F7222910Sekar NaikNo ratings yet
- Ms Wind CalculationsDocument18 pagesMs Wind Calculationsdfwhfw;eh;hNo ratings yet
- Machining Character Analysis of Coated and Uncoated End Mill On Heat Treated C45 SteelDocument8 pagesMachining Character Analysis of Coated and Uncoated End Mill On Heat Treated C45 SteelIJRASETPublicationsNo ratings yet
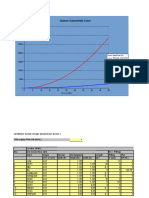
- System Characteristic Curve: Flow (m3/s)Document5 pagesSystem Characteristic Curve: Flow (m3/s)Raj DhuriNo ratings yet
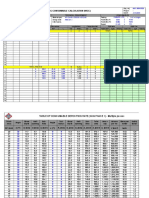
- Welding Consumable Calculation (WCC) : Doc. No Project Client Project Details Technical Requirement ConsumablesDocument7 pagesWelding Consumable Calculation (WCC) : Doc. No Project Client Project Details Technical Requirement Consumableskeymal9195No ratings yet
- DAC542DigitalApplicationsinProject Management (Advance Excel)Document25 pagesDAC542DigitalApplicationsinProject Management (Advance Excel)jayantNo ratings yet
- PT Bar Product Datasheet Mar2016Document14 pagesPT Bar Product Datasheet Mar2016J. Fernando RodriguesNo ratings yet
- 08 - Chapter 3Document14 pages08 - Chapter 3AashishNo ratings yet
- 6 Chapter 3MFDocument52 pages6 Chapter 3MFTejas YeoleNo ratings yet
- Cat 6A S FTP Installation Cable 600MHZ V1901Document2 pagesCat 6A S FTP Installation Cable 600MHZ V1901Trunghieu LeNo ratings yet
- Area of SteelDocument26 pagesArea of Steelaqib.syed1011No ratings yet
- Fault Level Calculation For Pragati MaidanDocument1 pageFault Level Calculation For Pragati Maidansureshn829606No ratings yet
- Shaft CalculationDocument4 pagesShaft Calculationksangeeth2000No ratings yet
- Toshiba RAVDocument44 pagesToshiba RAVДелян ГеоргиевNo ratings yet
- Deluge System Data SheetDocument2 pagesDeluge System Data Sheethaseeb parkarNo ratings yet
- Laboratory 3: Plane ElementsDocument8 pagesLaboratory 3: Plane ElementsMichele AldeghiNo ratings yet
- Investigating The Goodman Diagram For Short-Fibre Carbon Reinforced PolypropyleneDocument10 pagesInvestigating The Goodman Diagram For Short-Fibre Carbon Reinforced PolypropyleneMuhammed AslamNo ratings yet
- Summary of Structural Architectural: Project Name: AddressDocument6 pagesSummary of Structural Architectural: Project Name: AddressTmmNo ratings yet
- TorqueDocument25 pagesTorquesami4330100% (3)
- NotyetdoneDocument9 pagesNotyetdoneJoshua RamirezNo ratings yet
- Welding Consumable Calculation (WCC) : Doc. No Project Client Project Details Technical Requirement ConsumablesDocument8 pagesWelding Consumable Calculation (WCC) : Doc. No Project Client Project Details Technical Requirement Consumableskeymal9195No ratings yet
- A. Time AllocationDocument27 pagesA. Time Allocationjefri sihombingNo ratings yet
- Informative Annex 2 - Surface FinishDocument10 pagesInformative Annex 2 - Surface FinishzaheerNo ratings yet
- SEBF8375 головка 3300Document12 pagesSEBF8375 головка 3300Евгений АбрамовNo ratings yet
- A) Process Description and Potential MaterialsDocument10 pagesA) Process Description and Potential MaterialsSaddy DipoNo ratings yet
- ETME PaperDocument7 pagesETME PaperPulakesh BhattacharyyaNo ratings yet
- Chapter 5 Technical Parameters & Machine OutlineDocument6 pagesChapter 5 Technical Parameters & Machine OutlineSenophoeNo ratings yet
- Materials Science and Technology of Optical FabricationFrom EverandMaterials Science and Technology of Optical FabricationNo ratings yet
- Operating Costing Questions (FINAL)Document4 pagesOperating Costing Questions (FINAL)Tejas YeoleNo ratings yet
- Introduction To Cost Accounting: MeaningDocument11 pagesIntroduction To Cost Accounting: MeaningTejas YeoleNo ratings yet
- 7 Chapter 4Document9 pages7 Chapter 4Tejas YeoleNo ratings yet
- 9 Chapter 6 ConclusionDocument3 pages9 Chapter 6 ConclusionTejas YeoleNo ratings yet
- 6 Chapter 3MFDocument52 pages6 Chapter 3MFTejas YeoleNo ratings yet
- 8 CH No - 5 Project CostingDocument2 pages8 CH No - 5 Project CostingTejas YeoleNo ratings yet
- What Is The Best Way For Me To Learn About The Welingkar PGDM Program?Document4 pagesWhat Is The Best Way For Me To Learn About The Welingkar PGDM Program?Tejas YeoleNo ratings yet
- International Standard: Series 1 Freight Containers - Corner and Intermediate Fittings - SpecificationsDocument11 pagesInternational Standard: Series 1 Freight Containers - Corner and Intermediate Fittings - Specificationssandeep@homeNo ratings yet
- CSN 513 InsDocument2 pagesCSN 513 InsAnshul ShahNo ratings yet
- Siemens 7SJ63Document15 pagesSiemens 7SJ63David Rodrigo RodrigoNo ratings yet
- Hra Panel SpecDocument4 pagesHra Panel SpecMuhammad Arslan Khurshid BhattiNo ratings yet
- KIET Group of Institutions: (Information Technology) Btech, VI SemDocument24 pagesKIET Group of Institutions: (Information Technology) Btech, VI SemcscsNo ratings yet
- Passing Ability of Self-Consolidating Concrete by J-Ring: Standard Test Method ForDocument5 pagesPassing Ability of Self-Consolidating Concrete by J-Ring: Standard Test Method ForbilalNo ratings yet
- Answer Posted By: I Also Faced This Question!!Document32 pagesAnswer Posted By: I Also Faced This Question!!rajuNo ratings yet
- Abundance of Chemical Elements in The Continental Crust: A New TableDocument13 pagesAbundance of Chemical Elements in The Continental Crust: A New TableVictor Alejandro Faundez Olivos100% (1)
- DP Level Measurement BasicsDocument2 pagesDP Level Measurement Basicsjsrplc7952No ratings yet
- 2015 Eduction of Formaldehyde Emission From Particleboard by Phenolated Kraft LigninDocument25 pages2015 Eduction of Formaldehyde Emission From Particleboard by Phenolated Kraft LigninCansu kozbekçiNo ratings yet
- Thermal Treatment of Kaolin Clay To Obtain Metakaolin: Institute For Testing of Materials, Belgrade, SerbiaDocument6 pagesThermal Treatment of Kaolin Clay To Obtain Metakaolin: Institute For Testing of Materials, Belgrade, SerbiaBekraoui KeltoumNo ratings yet
- A Comparative Study Between Multi Queue Multi Server and Single Queue Multi Server Queuing SystemDocument5 pagesA Comparative Study Between Multi Queue Multi Server and Single Queue Multi Server Queuing SystemVincent NowasebNo ratings yet
- Emerging Tech Chap 1Document9 pagesEmerging Tech Chap 1beth elNo ratings yet
- Chapter 7 Rutherford ExperimentDocument2 pagesChapter 7 Rutherford ExperimentSana ShakeelNo ratings yet
- 1992 - Bridgman's Complete Guide To Drawing From LifeDocument346 pages1992 - Bridgman's Complete Guide To Drawing From LifeJulia Ramos95% (82)
- Non IdealDocument29 pagesNon IdealAmin SyazrinNo ratings yet
- Fractional Time Delay Estimation AlgorithmDocument8 pagesFractional Time Delay Estimation AlgorithmandradesosNo ratings yet
- Bone Mineral DensityDocument5 pagesBone Mineral DensityMd Ahsanuzzaman PinkuNo ratings yet
- DomesDocument14 pagesDomesKarthikeya SarmaNo ratings yet
- Integral Calculus-1 - WorkbookDocument32 pagesIntegral Calculus-1 - WorkbookSakshi AgarwalNo ratings yet
- Chapter 2Document50 pagesChapter 2mopliqNo ratings yet
- ENGLISH SEMANTICS MID TERM TEST (YerichoApb - E1D118117)Document1 pageENGLISH SEMANTICS MID TERM TEST (YerichoApb - E1D118117)Richo PratamaNo ratings yet
- DS1200Document7 pagesDS1200naseerNo ratings yet
- Technical & Commercial Offer PDFDocument22 pagesTechnical & Commercial Offer PDFMACMET ENGINEERINGNo ratings yet
- Physics I Class 11: Conservative Forces, Non-Conservative Forces, and CollisionsDocument18 pagesPhysics I Class 11: Conservative Forces, Non-Conservative Forces, and Collisionsjai yadavNo ratings yet
- Static Electricity Static ElectricityDocument4 pagesStatic Electricity Static ElectricitycashmoneybagsNo ratings yet
- CS Unplugged-How Is It Used, and Does It Work?: Abstract. Computer Science Unplugged Has Been Used For Many YearsDocument25 pagesCS Unplugged-How Is It Used, and Does It Work?: Abstract. Computer Science Unplugged Has Been Used For Many YearsA Haq AliNo ratings yet
- The Burning Sugar LabDocument2 pagesThe Burning Sugar LabmissuedNo ratings yet