Download as docx, pdf, or txt
You might also like
- Accounts For Manufacturing FirmsDocument17 pagesAccounts For Manufacturing FirmsZegera Mgendi100% (2)
- 1 Cement MillDocument52 pages1 Cement MillZegera Mgendi100% (3)
- Christian Pfeiffer Maschinenfabrik GMBHDocument5 pagesChristian Pfeiffer Maschinenfabrik GMBHPeyman KhNo ratings yet
- Kiln SimuDocument6 pagesKiln SimuJesus Castañon AlcalaNo ratings yet
- Measuring Coal Quality: Moisture: VolatilesDocument5 pagesMeasuring Coal Quality: Moisture: VolatilesZegera MgendiNo ratings yet
- Kluber PresentationDocument79 pagesKluber PresentationZegera MgendiNo ratings yet
- Enschede Explosion (2000)Document9 pagesEnschede Explosion (2000)Zegera MgendiNo ratings yet
- Vibration Analysis Exam QuestionsDocument1 pageVibration Analysis Exam QuestionsZegera Mgendi0% (1)
- Iso 50001 Energy Management SystemsDocument12 pagesIso 50001 Energy Management SystemsShami Mudunkotuwa100% (1)
- Operational Audit: An Effective Way FOR Enhancement of Plant Productivity and Savings in Energy ConsumptionDocument6 pagesOperational Audit: An Effective Way FOR Enhancement of Plant Productivity and Savings in Energy ConsumptionJoshua JordanNo ratings yet
- Biomass Gasification Based Power Generation by Arashi Hi-Tech Bio-Power Private LimitedDocument36 pagesBiomass Gasification Based Power Generation by Arashi Hi-Tech Bio-Power Private LimitedbubilibubilicNo ratings yet
- Effects of Ultrafine Limestone Powder On Some Properties of Portland CementDocument6 pagesEffects of Ultrafine Limestone Powder On Some Properties of Portland CementATSNo ratings yet
- Effect of Circulating Load and ClassificDocument12 pagesEffect of Circulating Load and ClassificTatenda SibandaNo ratings yet
- 1-1 VRM Overview TableDocument1 page1-1 VRM Overview Tableniladri.jagatyNo ratings yet
- Baghouse Filter Media SelectionDocument4 pagesBaghouse Filter Media Selectionm_verma21No ratings yet
- UltraTech AFR Presentation PDFDocument11 pagesUltraTech AFR Presentation PDFRandeep YadavNo ratings yet
- B Ball Mill MaintenanceDocument7 pagesB Ball Mill Maintenancedanny_sosa_3No ratings yet
- L-2 Fans 21.11.11Document5 pagesL-2 Fans 21.11.11Aaron HortonNo ratings yet
- Chapter 1 Final A5 Edit PDFDocument10 pagesChapter 1 Final A5 Edit PDFkINGNo ratings yet
- Caustic Soda From Natural Trona 2014Document5 pagesCaustic Soda From Natural Trona 2014MauRmzNo ratings yet
- Energy Consumption Norms For Cement Sector Under Energy Conservation Act - 2001Document28 pagesEnergy Consumption Norms For Cement Sector Under Energy Conservation Act - 2001Sarah FrazierNo ratings yet
- Identification Data: Description Fan - 1 Fan - 2 Fan - 3 Fan - 4 CommentsDocument13 pagesIdentification Data: Description Fan - 1 Fan - 2 Fan - 3 Fan - 4 CommentsAngel CarvajalNo ratings yet
- Brochure Cement IndustryDocument64 pagesBrochure Cement Industrydox4useNo ratings yet
- Maintenance Schedule Line-II (07 15 02 15)Document41 pagesMaintenance Schedule Line-II (07 15 02 15)Rana Zafar ArshadNo ratings yet
- EAU-1,19000 CFM at 75 MM StaticDocument1 pageEAU-1,19000 CFM at 75 MM StaticdesignhvacNo ratings yet
- Operation Manual: HRM1700M Vertical Roller Coal MillDocument30 pagesOperation Manual: HRM1700M Vertical Roller Coal MillAhmed ElhusseinyNo ratings yet
- Leak Detection SystemsDocument13 pagesLeak Detection SystemsHouyemeZouariNo ratings yet
- Chapter 1Document56 pagesChapter 1Surbhi JainNo ratings yet
- Fluid Coupling in Belt Conveyor DrivesDocument12 pagesFluid Coupling in Belt Conveyor Drivesnoelaroboi100% (2)
- Benchmarks IndiaDocument78 pagesBenchmarks IndialafecapoNo ratings yet
- Cement Mill Note BookDocument4 pagesCement Mill Note BookK.SRINIVAS RAONo ratings yet
- GasificationDocument5 pagesGasificationIten IrfanNo ratings yet
- Air Bean Clinker Cooler RDocument1 pageAir Bean Clinker Cooler RChe IsmailNo ratings yet
- Application Note - Cement KilnsDocument2 pagesApplication Note - Cement KilnsMarcNo ratings yet
- Grindability of Commercial Clinkers With High MgO LevelDocument7 pagesGrindability of Commercial Clinkers With High MgO LevelAnonymous NxpnI6jCNo ratings yet
- Effect of GA On Model Parameters of A Cement Ball Mill and An Air ClassifierDocument51 pagesEffect of GA On Model Parameters of A Cement Ball Mill and An Air ClassifierNam HuynhNo ratings yet
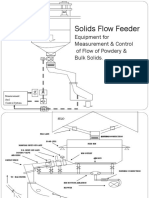
- SFFDocument7 pagesSFFAbhishek DuttaNo ratings yet
- Gujarat Report of Development of Ambuja CementDocument14 pagesGujarat Report of Development of Ambuja Cementvkry007No ratings yet
- Cemag High Efficiency Cross Flow-Classifier PDFDocument20 pagesCemag High Efficiency Cross Flow-Classifier PDFTran Huynh NamNo ratings yet
- Bulletin 9 - CFD Analysis and Flow Smoothening in PH Down Comer Duct To Reduce Pressure DropDocument2 pagesBulletin 9 - CFD Analysis and Flow Smoothening in PH Down Comer Duct To Reduce Pressure DropSivaram KrishnamoorthyNo ratings yet
- Turbo Air Classifier DesignDocument21 pagesTurbo Air Classifier Designnayan patelNo ratings yet
- Thermal Energy Management NewDocument39 pagesThermal Energy Management NewRamachandrarao MaddaliNo ratings yet
- Energy Consumption Benchmark Guide: Cement Clinker ProductionDocument14 pagesEnergy Consumption Benchmark Guide: Cement Clinker ProductionVisnu SankarNo ratings yet
- Activity # 3 Sumbitted by Johannis P. ReyDocument11 pagesActivity # 3 Sumbitted by Johannis P. ReyJohannis ReyNo ratings yet
- KEP Presentation NCJWDocument28 pagesKEP Presentation NCJWfilu786No ratings yet
- Explosões em Plantas de CimentoDocument20 pagesExplosões em Plantas de CimentoDenivaldo NascimentoNo ratings yet
- Rotary Plant Shutdown Job List DEC 2020 SECONDDocument9 pagesRotary Plant Shutdown Job List DEC 2020 SECONDsyeedismailNo ratings yet
- False Air Sealing Around Vertical Raw Mill and PyroDocument5 pagesFalse Air Sealing Around Vertical Raw Mill and PyroabdulfetahNo ratings yet
- 1.) Introduction: Soham Ferro Manganese Private Limited Nagpur Page 4Document67 pages1.) Introduction: Soham Ferro Manganese Private Limited Nagpur Page 4anand7602No ratings yet
- NM3 To ACTUAL M3Document3 pagesNM3 To ACTUAL M3Vipan Kumar DograNo ratings yet
- AC DC Kilns (Drives, Cement Plant)Document10 pagesAC DC Kilns (Drives, Cement Plant)RajuNo ratings yet
- Cement Industry: Handy ManualDocument44 pagesCement Industry: Handy ManualMahmoudRadiNo ratings yet
- Loss On Ignition (LOI) (CO2 From Calcination)Document5 pagesLoss On Ignition (LOI) (CO2 From Calcination)Tenzin WangchukNo ratings yet
- Cleaner ProductionDocument5 pagesCleaner ProductionBECCA2908No ratings yet
- Cogenerationof Power Utilising Waste Heatin Cement ManufactureDocument12 pagesCogenerationof Power Utilising Waste Heatin Cement ManufactureRedouane RadwanNo ratings yet
- List of SAP T-CodesDocument18 pagesList of SAP T-CodesastinetNo ratings yet
- SDM Mill CalcsDocument6 pagesSDM Mill CalcsHoàng HùngNo ratings yet
- International Bag FilterDocument4 pagesInternational Bag FilterRAJAMANICKAMNo ratings yet
- COOLER MANUAL 2 (Process)Document112 pagesCOOLER MANUAL 2 (Process)YhaneNo ratings yet
- Performance of Fans After at Various Plants: RetrofittingDocument19 pagesPerformance of Fans After at Various Plants: RetrofittingmkpqNo ratings yet
- Fuel & Energy Comparison Between B/E & Air LiftDocument1 pageFuel & Energy Comparison Between B/E & Air LiftAbul Qasim QasimNo ratings yet
- E12686-1600-9002-01-09 Consumer List ClientDocument193 pagesE12686-1600-9002-01-09 Consumer List ClientthanhNo ratings yet
- Clinker Cooler Queching Best PracticeDocument1 pageClinker Cooler Queching Best PracticeShukor AzNo ratings yet
- StanexDocument2 pagesStanexSamehibrahemNo ratings yet
- Bogue Vs ChromyDocument2 pagesBogue Vs ChromyElwathig BakhietNo ratings yet
- Life Cycle Inventory of Slag Cement ConcreteDocument26 pagesLife Cycle Inventory of Slag Cement ConcreteGopala RaoNo ratings yet
- Lab Fly AshFinal ReportDocument59 pagesLab Fly AshFinal ReportMOHAMED SAYED mohamed aliNo ratings yet
- Impacts of Child MarriageDocument1 pageImpacts of Child MarriageZegera MgendiNo ratings yet
- Database StockTaking Inventorying Heirri wp2 d2.3 PDFDocument74 pagesDatabase StockTaking Inventorying Heirri wp2 d2.3 PDFZegera MgendiNo ratings yet
- Stocktaking DetailsDocument1 pageStocktaking DetailsZegera MgendiNo ratings yet
- The Short StoryDocument30 pagesThe Short StoryZegera MgendiNo ratings yet
- Inventory Internal Audit ProgramDocument2 pagesInventory Internal Audit ProgramZegera MgendiNo ratings yet
- Exercise - Gas CalculationDocument1 pageExercise - Gas CalculationZegera MgendiNo ratings yet
- Stock TakingDocument2 pagesStock TakingZegera Mgendi100% (1)
- Properties of Lubricants and Lubrication PDFDocument74 pagesProperties of Lubricants and Lubrication PDFZegera MgendiNo ratings yet
- Department:Production: Cement Mill Process Control and OperationDocument6 pagesDepartment:Production: Cement Mill Process Control and OperationZegera MgendiNo ratings yet
- Group 2 Presentation: Danvers Explosion (2006)Document8 pagesGroup 2 Presentation: Danvers Explosion (2006)Zegera MgendiNo ratings yet
- Identify My Key Constraints by Identifying My Most Important Goal in Life Today. What Is It?Document2 pagesIdentify My Key Constraints by Identifying My Most Important Goal in Life Today. What Is It?Zegera MgendiNo ratings yet
- Lesson-04, DEPPRECIATION ACCDocument17 pagesLesson-04, DEPPRECIATION ACCZegera MgendiNo ratings yet
- The Purpose of A Cooler Is, Obviously To Cool The Clinker - This Is Important For A Several ReasonsDocument31 pagesThe Purpose of A Cooler Is, Obviously To Cool The Clinker - This Is Important For A Several ReasonsZegera MgendiNo ratings yet
- Centralia Mine Fire (1962)Document9 pagesCentralia Mine Fire (1962)Zegera MgendiNo ratings yet
- Bag House Differential Pressure: Why Is It Important? What Bag House Problems It Can Be Used To DiagnoseDocument8 pagesBag House Differential Pressure: Why Is It Important? What Bag House Problems It Can Be Used To DiagnoseZegera Mgendi100% (2)
- VACANCIES ANNOUNCEMENT STAMICO TPB DMI MNMA MUCE TICD TIB 7 December 2018Document9 pagesVACANCIES ANNOUNCEMENT STAMICO TPB DMI MNMA MUCE TICD TIB 7 December 2018Zegera MgendiNo ratings yet
- Letter To A SonDocument4 pagesLetter To A SonZegera MgendiNo ratings yet
- 1802 Printed Version Handbook PDFDocument568 pages1802 Printed Version Handbook PDFZegera MgendiNo ratings yet
- Guidebook For All 2020 - 2021 PDFDocument125 pagesGuidebook For All 2020 - 2021 PDFZegera MgendiNo ratings yet
- High Density Polyethylene (HDPE) : Environmental Product Declarations of The European Plastics ManufacturersDocument4 pagesHigh Density Polyethylene (HDPE) : Environmental Product Declarations of The European Plastics ManufacturersMuhd AmirfaridNo ratings yet
- A Roadmap For Rapid DecarbonizationDocument4 pagesA Roadmap For Rapid Decarbonizationfungedore100% (2)
- City Plus Focus - Issue 1 - April 2009Document11 pagesCity Plus Focus - Issue 1 - April 2009JCI CITYNo ratings yet
- KRISTEL ALYANNA RONQUILLO Learning Task 5.2. Climate ChangeDocument3 pagesKRISTEL ALYANNA RONQUILLO Learning Task 5.2. Climate ChangeJennifer AdvientoNo ratings yet
- ASX Announcement 2021 23 - CRU Conference PresentationDocument26 pagesASX Announcement 2021 23 - CRU Conference PresentationÂngelo PereiraNo ratings yet
- Oregon Scenario Planning Guidelines and Technical AppendixDocument247 pagesOregon Scenario Planning Guidelines and Technical AppendixBernice GonzalezNo ratings yet
- What Does The Kyoto Protocol Mean To U.S. Energy Markets and The U.S. Economy?Document23 pagesWhat Does The Kyoto Protocol Mean To U.S. Energy Markets and The U.S. Economy?jai_kumaraswamy1811No ratings yet
- ScienceDocument132 pagesScienceLuis UlakiaNo ratings yet
- 1ethanol To Ethylene B1 - ProcessdesignDocument7 pages1ethanol To Ethylene B1 - ProcessdesignAdi PutraNo ratings yet
- 011 - Raw Materials TH-AL-21-007-EN-NDocument66 pages011 - Raw Materials TH-AL-21-007-EN-NNebojsa RedzicNo ratings yet
- Livestock: Climate ChangeDocument16 pagesLivestock: Climate Changeresham singhNo ratings yet
- Electric Vehicles As A Sustainable Mode of Transportation - The Sri Lankan ContextDocument28 pagesElectric Vehicles As A Sustainable Mode of Transportation - The Sri Lankan ContextInga LencēvičaNo ratings yet
- Renewable RevolutionDocument52 pagesRenewable RevolutionDaisyNo ratings yet
- The Population BombDocument140 pagesThe Population BombHsien LouNo ratings yet
- Applying Carbon Capture and Storage To A Chinese Steel Plant CaofeidianDocument83 pagesApplying Carbon Capture and Storage To A Chinese Steel Plant CaofeidianRuggero ColaNo ratings yet
- Climate Change in Uganda: Insights For Long Term Adaptation and Building Community ResilienceDocument36 pagesClimate Change in Uganda: Insights For Long Term Adaptation and Building Community ResilienceVithanage Chaminda PereraNo ratings yet
- Clothing & Pollution: ReferenceDocument6 pagesClothing & Pollution: Referenceranjann349No ratings yet
- Climate-Change FinishDocument22 pagesClimate-Change FinishRodcooje Dagui RiosNo ratings yet
- Joseph Henry M Kallos Technical BSED MATH 1B Review For Science, Technology and SocietyDocument17 pagesJoseph Henry M Kallos Technical BSED MATH 1B Review For Science, Technology and SocietyLat RakovNo ratings yet
- T2-1 MS PDFDocument27 pagesT2-1 MS PDFManav NairNo ratings yet
- Barba Lesson-Exemplar Q3Document7 pagesBarba Lesson-Exemplar Q3Rodney BarbaNo ratings yet
- Refrigerant Recovery UnitDocument14 pagesRefrigerant Recovery UnitMani KandanNo ratings yet
- Sustainable Engg. Second ModuleDocument13 pagesSustainable Engg. Second ModuleNRJ2000No ratings yet
- Norman FosterDocument25 pagesNorman Fostershananwaz ahmedNo ratings yet
- Etd Tamu 2004A PETE Seo 1Document132 pagesEtd Tamu 2004A PETE Seo 1Philip Jezreel SugaboNo ratings yet
- Faroe Islands ECO POWERDocument57 pagesFaroe Islands ECO POWERYoz Andrei100% (1)
- PNG FPIC GuidelineDocument105 pagesPNG FPIC GuidelineDanny NekitelNo ratings yet
- Unilever Logistic Case StudyDocument19 pagesUnilever Logistic Case StudyRep Uai Fi100% (1)
- Science: Quarter 3, Week 6 - 7 Module 5Document37 pagesScience: Quarter 3, Week 6 - 7 Module 5Precious Arni90% (10)