Professional Documents
Culture Documents
f4g02613 Ver2 050220 FINAL
f4g02613 Ver2 050220 FINAL
Uploaded by
Sekar NaikOriginal Description:
Original Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
f4g02613 Ver2 050220 FINAL
f4g02613 Ver2 050220 FINAL
Uploaded by
Sekar NaikCopyright:
Available Formats
ASHOK COMPUTERISED DRAWING DI
ALTERATIONS
SUFFIX
GRADE
FIRST ANGLE PROJECTION -
DO NOT CHANGE MANUALLY ER
+
TE
DA
#2 #1
214 0,2
- SNO.1 BRACKET PROFILE 0062684 1 #1
#2 MODIFIED 06.11.19
LEYLAND
ABOVE THIS LINE - WELDING
TO BE AVOIDED
+ 23,5 - 9(4 HOLES THRU)ADDED
- BOM ADDED & NOTES
UPDATED
- DIMN 221.2 0.2,25.3 0.2,
29.6 0.2, 13.7 0.2,
R1
0 33.7 0.3,63.7 0.3,
83.7 0.3, 106.7 0.3,
#2 137.4, 182.6, 247.3,
22,2 269.8 0.5, 292.3 0.5,
8,9
160 0.5 ADDED
- DIMN 234 0.3, 54.5,
#2
15
120.5 0.3, 39.2,34.70.2
CHANGED TO 234 0.5,
54.5 0.3, 120.5 0.5,
9,5
73.3 0.3,34.7 0.3
- DIMN 234 0.3, (166),140
DELETED
- WEIGHT UPDATED
13,4 0,2
exclusive property of ASHOK LEYLAND Ltd, and must not be used,
- BRACKET PROFILE 1 #2
This drawing is strictly private and confidential. It is the
MODIFIED
copied or reproduced in part or whole without the company's
RIB TO BE - RIB DETAILS ADDED
WELDED - THICKNESS CHANGED
EACH NUT TO BE
WELDED AT 3 PLACES
B + +82,7 #2
FROM 10(0/-0.2) TO
6(0/-0.2)
22,5 0,2 0,2 - DIMN 221 0.2 CHANGED
TO 214 0.2
- DIMN 27.5, 86.7 0.2
CHANGED TO 23.5,
M8X1.25 NUT - EACH NUT TO
82.7 0.2
BE ASSEMBLED AT 4 HOLES
+
- DIMN 120.5 0.5
0,8 A
+
CHANGED TO 116.5 0.5
0,8 B - DIMN 24.5, 54.5 0.3,
67 0.3 ADDED
- BOM AND DEVELOPED
R1
#2 Sno.3 RIB VIEW, WEIGHT UPDATED
0
1 DEVELOPED VIEW:
R1
90
116,5 0,5
- DIMN 316.6, 168.2,
0
CHANGED TO 315.6, 170.2,
46,5 3D VIEW FOR REFERENCE - DIMN 50.5, 14 0.3,
+
105.5 ADDED
0,5 15,5
written permission
10 - DIMN 29.6 0.2, 30.7 0.3,
34.7 0.3,137.4,182.6,
#2 #1
WELDED 269.8 0.5, 292.3 0.5
CHANGED TO 24.6 0.2,
54,5 0,3
3 34.7 0.3,26.8 0.3,
THICK
A 140.4,187.6, 268.80.5,
10
30
2 90 291.3 0.5
R1
6-0,2
0
0
24,5
#1
#1 NOTES:
#2
#2
1. SPECIFIC SYMBOLS ON DRAWING:
+ 0,8 A
#X REVISION NOTE
#1 #2
160 0,5 46,5
#2
( ) REFERENCE DIMENSION
67 0,3
< > FIXTURE DIMENSION
#2 DEVELOPED VIEW BASIC DIMENSION
#2
315,6
2. CLEANLINESS REQUIREMENT:
11,5 0,2
#2
170,2 MAXIMUM PERMISSIBLE WEIGHT OF DEBRIS IN
3 (4 SLOTS) 0 MILLIGRAMS (0.001g) RETAINED ON A 5µm FILTER
R1
R4 4 S
#2
+ 50,5 VALUE <= 13 mg
,5 LO
R5
1,5 (4 SLOTS)
TY TS
CLEANLINESS AS PER ALS.011.60 STANDARD
P
25,3 0,2
3. SURFACE PROTECTION AS PER ALS 268.03, CLASS D
26,8 0,3
0,4
ASHOK LEYLAND LTD.
TECHNICAL CENTRE VELLIVOYALCHAVADI
#1
4. EDGE CONDITIONS SHOWN ACC. TO ISO 13715:2000-06-15.
73,3 0,3
6,5 R10
24,6 0,2
34,7 0,3
29,6 0,2
#2 #1
(4 HOLES THRU) R5 5. GEOMETRIC TOLERANCES ACC.TO ISO1101:1983
&
#2
ISO 5459:1981-11
#1
#1
#2
#1
6. FREE FROM BURRS.
R5 7. UNMENTIONED DIMENSION REFER 3D MODEL
#1
R3
+13
14 0,3
(4
0,2 13,7 0,3
R5
8. NUT-HEXAGON WELD NUT AS PER
X)
#1
33,7 0,3 IS 8856-1991- M8 X 1.25
#2
#1
63,7 0,3 9. REFER ALS 276.02 FOR WELDING
#1
83,7 0,3
#2 105,5
DRAWING NOT VALID WITHOUT
EDGE CONDITION ALPLM WATERMARK IN THIS SPACE
#1 106,7 0,3 -0.1
-0.3
#2 #1
140,4
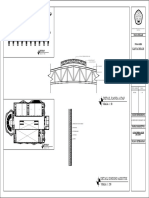
SURFACE FINISH 3 RIB IS 2062 E250 Gr A 1 DRAWN / CHECKED / MED APPROVAL/ APPROVED / STDS APP. /
#2 #1
187,6 DATE DATE DATE DATE DATE
#1
247,3 ( ) 2 NUT M8 X 1.25 REFER NOTES 4
GSK/
08.09.2019
GP/
08.09.2019
GKS/
08.09.2019
NAS/
08.09.2019
XXXX /
XXXX
MATERIAL
#2 #1
268,8 0,5 1 BRACKET S235 JR DIN EN 10025 DR FE - 410W-A-IS 2062 1
REFER DWG
#2 #1
291,3 0,5 HEAT TREATMENT
#2 #1 SL.NO DESCRIPTION MATERIAL QTY
--
UNLESS OTHERWISE SPECIFIED
BILL OF MATERIALS REMARKS
+ IMPORTANT CHARACTERISTIC
TOLERANCES REFER IS:2102 ; MEDIUM FOR MACHINING AND COARSE FOR FABRICATION
ASHOK
FABRICATED COMPONENTS TO BE DEGREASED, DESCALED. APPLY ZINC PHOSPHATE, APPLY EPOXY PRIMER
(10) SPECIAL INSTRUCTIONS/NOTE:
APPEARENCE ITEM ER-DIN DATE N6 BSVI
SURFACE AND APPLY ENAMEL TO MEET 300 HRS OF SALT SPRAY LIFE WHEN TESTED AS PER ASTM B117 YES NO 0060973 12.09.2019 DESCRIPTION
C CRITICAL CHARACTERISTIC (0)
PROTECTION (UNDER PELLICULAR CORROSION <= 2 mm. NO BLISTERING IS ALLOWED.)
MACHINED SURFACE TO BE APPLIED WITH RUST PREVENTIVE OIL TO IS: 1154
FINISHED WEIGHT (APPROX) REF PART NO: ---
AIR INTAKE PIPE SUPPORT BRACKET
% 100% INSPECTION CHARACTERISTIC (0) #2 #1 0.77 kg S/A PART NO: ---- PART
SURFACE FINISH AS PER METRIC SCREW THREADS SHALL CONFORM TO THE LIMITS
AND TOLERANCES SPECIFIED IN THE CURRENT IS:4218
SHARP EDGES TO BE REMOVED
DIMENSIONS ARE IN mm
S SAFETY CHARACTERISTIC (0)
AVERAGE OUTGOING QUALITY LIMIT AS 60PPM
SCALE SUPERSEDES --- NO. F4G02613 #2
IS: 3073 (CLA VALUE) CLASS 6g EXTERNAL OR 5H INTERNAL. DO NOT SCALE DRAWING 1 1
LEYLAND THIS DRAWING SHEET CONTAINS 10 KEY CHARACTERISTICS 1:1 SPEC NO: ---- SHEET NO.
--------
OF
-------- A1
You might also like
- Art - Scribble Art Lesson PlanDocument3 pagesArt - Scribble Art Lesson Planapi-534995697No ratings yet
- Sample LLM SopDocument2 pagesSample LLM SopNAVIN PARIKNo ratings yet
- City of Birmingham: Structures Ready For DemolitionDocument1 pageCity of Birmingham: Structures Ready For DemolitionErin Edgemon25% (4)
- Eamco DMJ RS SD 001Document1 pageEamco DMJ RS SD 001libin513No ratings yet
- g214599 Hmod 65 Paulander DR Kitchener DWGDocument2 pagesg214599 Hmod 65 Paulander DR Kitchener DWGJhonn StevNo ratings yet
- ENR 6. 1-3 07 OCT 21 AI P-Cuba: CE AN ICODocument2 pagesENR 6. 1-3 07 OCT 21 AI P-Cuba: CE AN ICOMendel Piorno CharchabalNo ratings yet
- MRS, FlorenceDocument1 pageMRS, Florencemagoobe reaganNo ratings yet
- Cipageran Peta CitraDocument1 pageCipageran Peta Citrarullybandung100% (1)
- Karya Desain: Detail Ranka AtapDocument1 pageKarya Desain: Detail Ranka AtapKukuh HidayatNo ratings yet
- Ec2-02a Second Floor Auxiliary LayoutDocument1 pageEc2-02a Second Floor Auxiliary LayoutSEDFREY DELA CRUZNo ratings yet
- G6 G5 G3 G2 G1 G5' G7 G4: 1 Elephant Holding Ground Floor Level Load MapDocument1 pageG6 G5 G3 G2 G1 G5' G7 G4: 1 Elephant Holding Ground Floor Level Load MaphemanthsridharaNo ratings yet
- Platform ADocument1 pagePlatform ACosmescu AnaNo ratings yet
- G216338-Hmod-Near 80 Black Walnut Dr-Kitchener-DwgDocument5 pagesG216338-Hmod-Near 80 Black Walnut Dr-Kitchener-DwgJhonn StevNo ratings yet
- Ad-90.0-E-02054-Pdf Small Power & LightingDocument1 pageAd-90.0-E-02054-Pdf Small Power & LightingmcaslamNo ratings yet
- Asc Eamco DMJ Rs SD 001Document1 pageAsc Eamco DMJ Rs SD 001libin513No ratings yet
- Existing Drain LevelsDocument1 pageExisting Drain LevelsNaveen NagisettiNo ratings yet
- Ec1-09 - Utility Room Fdas LayoutDocument1 pageEc1-09 - Utility Room Fdas LayoutSEDFREY DELA CRUZNo ratings yet
- Transmission Network July, 2021 NEA-ModelDocument1 pageTransmission Network July, 2021 NEA-ModelSuraj DahalNo ratings yet
- A-707-Signage Locations Overall Ground FloorDocument1 pageA-707-Signage Locations Overall Ground FloorEmmanuel InfanteNo ratings yet
- 07-Rajasthani Ghat KDocument1 page07-Rajasthani Ghat KVinod Kumar GaurNo ratings yet
- Industrial Area: Administration BuildingDocument1 pageIndustrial Area: Administration BuildingAnas TawfiqNo ratings yet
- A-805-Reflected Ceiling - Mosque - First FloorDocument1 pageA-805-Reflected Ceiling - Mosque - First FloorEmmanuel InfanteNo ratings yet
- N SHEET NO:9/14: Fire Extinguishers ListDocument1 pageN SHEET NO:9/14: Fire Extinguishers ListDasari VenkateshNo ratings yet
- Plantas Baixas PDFDocument1 pagePlantas Baixas PDFCelimorMoreiraNo ratings yet
- Side Elevation View: Casing SupportDocument2 pagesSide Elevation View: Casing SupportCARRILLO GRANDEZ BRANDON GEINSTEINNo ratings yet
- 1909-01-28C HV, LV TELE & AREA LIGHTING RETICULATION LAYOUT & CO-ORDINATED DRAWING (Phase3) A0Document1 page1909-01-28C HV, LV TELE & AREA LIGHTING RETICULATION LAYOUT & CO-ORDINATED DRAWING (Phase3) A0n0188741wNo ratings yet
- 2nd FLR - PlanDocument1 page2nd FLR - PlanManjunatha A.RNo ratings yet
- #Isomap-Arnaud Velten 2007Document1 page#Isomap-Arnaud Velten 2007Etherikal Commander100% (2)
- Desague (1) - Planta GeneralDocument1 pageDesague (1) - Planta Generalkristian MéndezNo ratings yet
- Planta Potabilizadora Y Reservorio 100 M3 - "Andamayo": ViracoDocument1 pagePlanta Potabilizadora Y Reservorio 100 M3 - "Andamayo": ViracoRichard Henry Peñaranda PachoNo ratings yet
- Ir - CTCR - STR - La - M2 - 1004 - Initial Vertical Pile Load TestDocument1 pageIr - CTCR - STR - La - M2 - 1004 - Initial Vertical Pile Load TestCTC RLY (Photos)No ratings yet
- 01 Plano de Ubicacion Edu. SLDocument1 page01 Plano de Ubicacion Edu. SLElwis ApazaNo ratings yet
- Binder 1Document8 pagesBinder 1william6703No ratings yet
- Buffet Area: Seating 90Document5 pagesBuffet Area: Seating 90Karun RijalNo ratings yet
- Ad 90.0 e 02061 PDF Earthing Details B 4Document1 pageAd 90.0 e 02061 PDF Earthing Details B 4mcaslamNo ratings yet
- As App Vs Rev Foot1675404512947Document2 pagesAs App Vs Rev Foot1675404512947Fadi AlatrashNo ratings yet
- Proposed HDD Profile For Nala, Shop & Tower Crossing by HDD Method From CH.6+675 KM To 6.920 KMDocument1 pageProposed HDD Profile For Nala, Shop & Tower Crossing by HDD Method From CH.6+675 KM To 6.920 KMdejiinfrastructuresNo ratings yet
- Proposed HDD Profile For Nala, Shop & Tower Crossing by HDD Method From Ch.6+675 KM To 6.920 KM Cs+MdpeDocument1 pageProposed HDD Profile For Nala, Shop & Tower Crossing by HDD Method From Ch.6+675 KM To 6.920 KM Cs+MdpedejiinfrastructuresNo ratings yet
- CA Haypress Valley 20180907 TM GeoDocument1 pageCA Haypress Valley 20180907 TM GeoMichael SmethurstNo ratings yet
- Elt - Villgio - 0505Document1 pageElt - Villgio - 0505Leandro JampietreNo ratings yet
- 03 150000 4200000005 Ace Mec DRG 005204 - 02Document1 page03 150000 4200000005 Ace Mec DRG 005204 - 02Anas TawfiqNo ratings yet
- Mapas Hidrogeologica RJDocument1 pageMapas Hidrogeologica RJChen Kuang HsiaoNo ratings yet
- SM-105 Smoke SchematicDocument1 pageSM-105 Smoke SchematicMohd AbidNo ratings yet
- MESIAS TERRENO-ModelDocument1 pageMESIAS TERRENO-ModelAnderson LuceroNo ratings yet
- Potongan Bangunan MallDocument1 pagePotongan Bangunan Mallkuze007No ratings yet
- T5 B2 LayoutDocument1 pageT5 B2 Layoutsatyam.pulkam7490No ratings yet
- Dimensions Table Elastometric BearingDocument1 pageDimensions Table Elastometric BearingDMRNo ratings yet
- Chachu Majra: Sector - 66 BetaDocument1 pageChachu Majra: Sector - 66 Betapujan77No ratings yet
- 01 - Food Court - First Floor - 231011 - 172531Document1 page01 - Food Court - First Floor - 231011 - 172531shubham BaliyanNo ratings yet
- DMH5Document1 pageDMH5Keyvin dela CruzNo ratings yet
- DDDDDDDDDDocument1 pageDDDDDDDDDNideesh RobertNo ratings yet
- Electricas-02 IEDocument1 pageElectricas-02 IEDANIEL MARDOQUEO QUISPE MEZANo ratings yet
- CCTV Location - MAINGATEDocument1 pageCCTV Location - MAINGATEAdi PriyapurnatamaNo ratings yet
- External - SITE-WORK-PROCESS (002) - 1Document1 pageExternal - SITE-WORK-PROCESS (002) - 1verbat007No ratings yet
- VO Back Flow AD Ref 4-1Document15 pagesVO Back Flow AD Ref 4-1wiwitoke3No ratings yet
- PLDM Plumbing FCD PlanDocument34 pagesPLDM Plumbing FCD PlanNon Etabas GadnatamNo ratings yet
- Peta RencanaDocument1 pagePeta Rencana1paradox229No ratings yet
- CGS - Plot Plan - P.012663-C-20705-001-R2Document1 pageCGS - Plot Plan - P.012663-C-20705-001-R2Parampreet singhNo ratings yet
- Eccles Sonata Bass PartDocument3 pagesEccles Sonata Bass PartXiaoxin WangNo ratings yet
- Nep SD BW 217 23 002Document1 pageNep SD BW 217 23 002مصطفى خضرNo ratings yet
- Instant Assessments for Data Tracking, Grade 1: Language ArtsFrom EverandInstant Assessments for Data Tracking, Grade 1: Language ArtsNo ratings yet
- Retrofitting Activated Sludge Systems To Intermittent Aeration For Nitrogen RemovalDocument8 pagesRetrofitting Activated Sludge Systems To Intermittent Aeration For Nitrogen RemovalBijay ThapaNo ratings yet
- Evaluating Your ContentDocument4 pagesEvaluating Your ContentSalman TahirNo ratings yet
- R-LSK 211Document9 pagesR-LSK 211neomakabe14No ratings yet
- Powerpoint Design Tools: Using The Slide MasterDocument5 pagesPowerpoint Design Tools: Using The Slide MasterhailemebrahtuNo ratings yet
- Activity 1 - Animation History and Career OpportunitiesDocument10 pagesActivity 1 - Animation History and Career OpportunitiesVirgilio FeliciaNo ratings yet
- CorseraDocument6 pagesCorseraGood Deeds50% (2)
- Confidential: High Efficiency Synchronous Rectifier Boost ConverterDocument15 pagesConfidential: High Efficiency Synchronous Rectifier Boost ConverterkingNo ratings yet
- Mathematics (51) : Class XDocument5 pagesMathematics (51) : Class XdhruvNo ratings yet
- Philips Professional Lighting Solutions SouthAfrica 2012 PDFDocument89 pagesPhilips Professional Lighting Solutions SouthAfrica 2012 PDFMilica LolićNo ratings yet
- LSI Validity StudyDocument24 pagesLSI Validity StudyAnna DnlNo ratings yet
- Bullying Questionnaire For StudentsDocument4 pagesBullying Questionnaire For StudentsMunid AhmadNo ratings yet
- KVS Class 8 PT1 Exam Maths Question Paper 2018 by KV SitapurDocument2 pagesKVS Class 8 PT1 Exam Maths Question Paper 2018 by KV Sitapuredge pcNo ratings yet
- Practical Concepts of Quality ControlDocument128 pagesPractical Concepts of Quality ControlSchreiber_DiesesNo ratings yet
- Benefits of Shabad Guru - 3HO FoundationDocument5 pagesBenefits of Shabad Guru - 3HO FoundationBorisNo ratings yet
- Bassin Du Gharb GeophysiqueDocument9 pagesBassin Du Gharb GeophysiqueKarim El MorabitiNo ratings yet
- Experiment: Beer'S LAW: IndigoDocument12 pagesExperiment: Beer'S LAW: Indigohoanghache100% (2)
- Data Stream Processing - An Overview: Sangeetha Seshadri Sangeeta@cc - Gatech.eduDocument68 pagesData Stream Processing - An Overview: Sangeetha Seshadri Sangeeta@cc - Gatech.edusuratsujitNo ratings yet
- Flender Couplings: ARPEX Plate Packs With Conical BoltingDocument16 pagesFlender Couplings: ARPEX Plate Packs With Conical BoltingFilipe Simoes OliveiraNo ratings yet
- Post-Laboratory Questions: 2. Bathophenanthroline Is A Compound That FormsDocument2 pagesPost-Laboratory Questions: 2. Bathophenanthroline Is A Compound That FormsJenny PalaciosNo ratings yet
- Speech Script - Film-Induced Tourism Wallander Mixed RealityDocument9 pagesSpeech Script - Film-Induced Tourism Wallander Mixed RealityJoakim LindNo ratings yet
- Istartek GPS Tracker Communication Protocol V1.0-1Document44 pagesIstartek GPS Tracker Communication Protocol V1.0-1Compumacypc Alejandro KaceroNo ratings yet
- CND 017 07 071007Document7 pagesCND 017 07 071007liufei3190No ratings yet
- International Ego State Therapy Bibliography Sept 2014Document35 pagesInternational Ego State Therapy Bibliography Sept 2014RudolfSianto100% (1)
- DJM30073 Labwork1Document9 pagesDJM30073 Labwork1Muhammad R IbrahimNo ratings yet
- 16 Decidable CfgsDocument26 pages16 Decidable CfgsHassan BilalNo ratings yet
- Volume 1 Domain and RangeDocument7 pagesVolume 1 Domain and RangeIrma AhkdirNo ratings yet
- Binary OppositionDocument4 pagesBinary OppositionMohammed EhsanNo ratings yet
- Data Analytics Using R-Programming NotesDocument100 pagesData Analytics Using R-Programming NotesSHIKHAR MOHANNo ratings yet