Download as pdf or txt
You might also like
- Accounts For Manufacturing FirmsDocument17 pagesAccounts For Manufacturing FirmsZegera Mgendi100% (2)
- 1 Cement MillDocument52 pages1 Cement MillZegera Mgendi100% (3)
- Marine Gas Turbine PDFDocument14 pagesMarine Gas Turbine PDFSaint JoaquinNo ratings yet
- Difference Between Bulk and Break BulkDocument17 pagesDifference Between Bulk and Break BulkHarun Kınalı0% (1)
- Enschede Explosion (2000)Document9 pagesEnschede Explosion (2000)Zegera MgendiNo ratings yet
- Measuring Coal Quality: Moisture: VolatilesDocument5 pagesMeasuring Coal Quality: Moisture: VolatilesZegera MgendiNo ratings yet
- Vibration Analysis Exam QuestionsDocument1 pageVibration Analysis Exam QuestionsZegera Mgendi0% (1)
- Kluber PresentationDocument79 pagesKluber PresentationZegera MgendiNo ratings yet
- Method Statement For Aggregate Base CourseDocument3 pagesMethod Statement For Aggregate Base CourseMohaiminul Karim100% (3)
- AutoCAD Plant3D 2014 - PIP Specs (Updated V2)Document4 pagesAutoCAD Plant3D 2014 - PIP Specs (Updated V2)Zvonko Bešlić100% (1)
- 32.37.20.10 Instrument Signal LinesDocument36 pages32.37.20.10 Instrument Signal LinesJohn Rangel50% (2)
- Automotive: Parking Sensor Installation & User GuideDocument16 pagesAutomotive: Parking Sensor Installation & User GuideRyan SaviNo ratings yet
- Erie 2401S Installation Service ManualDocument44 pagesErie 2401S Installation Service ManualGreg Reyneke100% (1)
- Merchant Shipping ActDocument35 pagesMerchant Shipping ActMithunNo ratings yet
- IMO-ILO Legislation For Future 2022Document62 pagesIMO-ILO Legislation For Future 2022Harman SandhuNo ratings yet
- Guidance On The Training Requirements For Applicable Personnel On Ships Subject To The Igf CodeDocument6 pagesGuidance On The Training Requirements For Applicable Personnel On Ships Subject To The Igf CodeGiby JohnNo ratings yet
- Riken Keiki GX-8000Document4 pagesRiken Keiki GX-8000NurdinNo ratings yet
- A Masters Guide To Using Fuel Oil Onboard ShipsDocument74 pagesA Masters Guide To Using Fuel Oil Onboard ShipsPatetico Pianto LupoNo ratings yet
- STCW ELearning User ManualDocument20 pagesSTCW ELearning User ManualRattan SinghNo ratings yet
- Unseaworthy and Unsafe ShipDocument6 pagesUnseaworthy and Unsafe ShipcapmanirajNo ratings yet
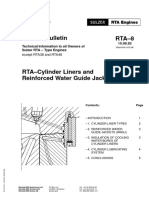
- RTA-08 Cylinder Liners and Reinforced Water Guide JacketsDocument13 pagesRTA-08 Cylinder Liners and Reinforced Water Guide JacketsCatalin CataNo ratings yet
- PART 02 (Steel Sections)Document23 pagesPART 02 (Steel Sections)MohamedMostafaNo ratings yet
- GX-2009 - Personal Multigas Detector. Operator's Manual (RKI, 2009)Document64 pagesGX-2009 - Personal Multigas Detector. Operator's Manual (RKI, 2009)Stasio80No ratings yet
- COLREGS - International Regulations For Preventing Collisions at Sea - International Regulations For Preventing Collisions at Sea, 1972Document19 pagesCOLREGS - International Regulations For Preventing Collisions at Sea - International Regulations For Preventing Collisions at Sea, 1972Mdpn. Salvador100% (1)
- JK Dhar PDFDocument7 pagesJK Dhar PDFNiThin JosEphNo ratings yet
- Seaskills Maritime Academy: RanscoDocument3 pagesSeaskills Maritime Academy: RanscoRakesh Edekkad100% (1)
- IMO Amendments 2022 2023Document6 pagesIMO Amendments 2022 2023Rahul Kolazhi100% (2)
- Marpol SECADocument3 pagesMarpol SECAAnonymous XtvvG80zuNo ratings yet
- 5576368-5.3 Functional Description LDCLDocument4 pages5576368-5.3 Functional Description LDCLgoginemNo ratings yet
- NiBallast TM BWMS v-2021Document21 pagesNiBallast TM BWMS v-2021王杰No ratings yet
- Advantages of Membrane TechnologyDocument5 pagesAdvantages of Membrane TechnologyGopalNo ratings yet
- Admirality Digital Publications PDFDocument8 pagesAdmirality Digital Publications PDFSique BabeNo ratings yet
- Teap BDocument1,015 pagesTeap BSankaran PanchanathanNo ratings yet
- VLSFO FUEL CharacterDocument5 pagesVLSFO FUEL CharacterDad’s Adventures LanderoNo ratings yet
- Ism Q&aDocument3 pagesIsm Q&aRick ZhuNo ratings yet
- DF - 2011-2 ME GI EngineDocument12 pagesDF - 2011-2 ME GI EngineKamal WanniarachchiNo ratings yet
- Astm Crude Oils: Здесь Могла Быть Ваша Реклама Place For Your AdvertisementDocument28 pagesAstm Crude Oils: Здесь Могла Быть Ваша Реклама Place For Your AdvertisementkiepcomtuNo ratings yet
- Sires Guide 2020Document32 pagesSires Guide 2020Adam DobbinNo ratings yet
- Enhanced Survey ProgrammeDocument3 pagesEnhanced Survey Programmevirendra302No ratings yet
- IMO Safety and Environmental Regulations For OSVs - H DeggimDocument22 pagesIMO Safety and Environmental Regulations For OSVs - H Deggimariful islamNo ratings yet
- Gard Guidance On Freight Containers: Jeroen de HaasDocument171 pagesGard Guidance On Freight Containers: Jeroen de HaasnaufragatoNo ratings yet
- Question Set Excel All SurveyorsDocument366 pagesQuestion Set Excel All Surveyorsroopeshchandra1986No ratings yet
- SmartShips2016 YRpaperRINA FINALDocument11 pagesSmartShips2016 YRpaperRINA FINALNaveed AhmedNo ratings yet
- LIBERIA 15 March 2023 Marine Advisory 05.2023 SUBJECT Minimum Requirements For Issuance of DispensationsDocument1 pageLIBERIA 15 March 2023 Marine Advisory 05.2023 SUBJECT Minimum Requirements For Issuance of DispensationssonerNo ratings yet
- ASM Latest Oral Notes 2020 BODHDocument262 pagesASM Latest Oral Notes 2020 BODHMayur TodkarNo ratings yet
- Thordon PropShaftBrochure Int PDFDocument8 pagesThordon PropShaftBrochure Int PDFmfhaleem@pgesco.comNo ratings yet
- Resistance List Ibc Jun 2018-2Document19 pagesResistance List Ibc Jun 2018-2arnoldxridleyNo ratings yet
- Msc.169 (79) Maintenance of Bulk Carrier Hatch CoversDocument5 pagesMsc.169 (79) Maintenance of Bulk Carrier Hatch CoversErgul NerogluNo ratings yet
- Ship Visit Report TumpangDocument8 pagesShip Visit Report TumpangLourisa LorenNo ratings yet
- Ammonfuel Report Version 09.9 August 3 - UpdateDocument59 pagesAmmonfuel Report Version 09.9 August 3 - UpdatePanchadcharam PushparubanNo ratings yet
- Chapter 1 Basic Knowledge of Tanker FamiliarizationDocument20 pagesChapter 1 Basic Knowledge of Tanker FamiliarizationShazleen AtiqaNo ratings yet
- IBC Code 2016 ErratumDocument1 pageIBC Code 2016 ErratumViktor Fomin100% (1)
- Lubricant Propeller ShaftDocument8 pagesLubricant Propeller ShaftrekardinNo ratings yet
- Air Lubrication System For Cost Efficient Shipping PDFDocument42 pagesAir Lubrication System For Cost Efficient Shipping PDFRifat AzadNo ratings yet
- IMO 2020 Fuel Regulations Lesson - 1Document11 pagesIMO 2020 Fuel Regulations Lesson - 1aditiyaNo ratings yet
- Winter and Heavy Weather Presentation - Presentation - Rev.0-Dd - Mm.yyDocument196 pagesWinter and Heavy Weather Presentation - Presentation - Rev.0-Dd - Mm.yymckhoy_10100% (1)
- BTGT Exit ExamDocument115 pagesBTGT Exit ExamA NNo ratings yet
- Marine Coating For ShipsDocument3 pagesMarine Coating For ShipsShahbaz Ahmed Khan100% (1)
- GulfSea BD Sterntube OilsDocument2 pagesGulfSea BD Sterntube OilsObydur RahmanNo ratings yet
- General Cleaning GuideDocument11 pagesGeneral Cleaning GuidecptmehmetkaptanNo ratings yet
- Oral Notes (CLASS 1)Document68 pagesOral Notes (CLASS 1)raghasandeepNo ratings yet
- Ocenco - Eebd ManualDocument5 pagesOcenco - Eebd ManualCleverson SchmidtNo ratings yet
- DNV - Sampling ProcedureDocument2 pagesDNV - Sampling ProcedureWisnu KertaningnagoroNo ratings yet
- Spill Volume EstimationDocument1 pageSpill Volume EstimationbenarousNo ratings yet
- International Navigation Limits (Inl) - WarrantiesDocument5 pagesInternational Navigation Limits (Inl) - WarrantiesKonstantinVallasteNo ratings yet
- LRITDocument61 pagesLRITmouloud miloud100% (1)
- Properties of Lubricants and LubricationDocument74 pagesProperties of Lubricants and Lubricationsamuel santosoNo ratings yet
- Amity - Lubricants - Why So DumbDocument17 pagesAmity - Lubricants - Why So DumbAbhimanyu Singhal100% (2)
- Lubricants and Lubrication PDFDocument18 pagesLubricants and Lubrication PDFAtul Gautam100% (1)
- Engineering Chemistry: LubricantsDocument7 pagesEngineering Chemistry: LubricantsbhanuNo ratings yet
- Impacts of Child MarriageDocument1 pageImpacts of Child MarriageZegera MgendiNo ratings yet
- Stocktaking DetailsDocument1 pageStocktaking DetailsZegera MgendiNo ratings yet
- Database StockTaking Inventorying Heirri wp2 d2.3 PDFDocument74 pagesDatabase StockTaking Inventorying Heirri wp2 d2.3 PDFZegera MgendiNo ratings yet
- Inventory Internal Audit ProgramDocument2 pagesInventory Internal Audit ProgramZegera MgendiNo ratings yet
- Stock TakingDocument2 pagesStock TakingZegera Mgendi100% (1)
- Exercise - Gas CalculationDocument1 pageExercise - Gas CalculationZegera MgendiNo ratings yet
- The Short StoryDocument30 pagesThe Short StoryZegera MgendiNo ratings yet
- Group 2 Presentation: Danvers Explosion (2006)Document8 pagesGroup 2 Presentation: Danvers Explosion (2006)Zegera MgendiNo ratings yet
- Department:Production: Cement Mill Process Control and OperationDocument6 pagesDepartment:Production: Cement Mill Process Control and OperationZegera MgendiNo ratings yet
- Centralia Mine Fire (1962)Document9 pagesCentralia Mine Fire (1962)Zegera MgendiNo ratings yet
- Lesson-04, DEPPRECIATION ACCDocument17 pagesLesson-04, DEPPRECIATION ACCZegera MgendiNo ratings yet
- Identify My Key Constraints by Identifying My Most Important Goal in Life Today. What Is It?Document2 pagesIdentify My Key Constraints by Identifying My Most Important Goal in Life Today. What Is It?Zegera MgendiNo ratings yet
- 1802 Printed Version Handbook PDFDocument568 pages1802 Printed Version Handbook PDFZegera MgendiNo ratings yet
- The Purpose of A Cooler Is, Obviously To Cool The Clinker - This Is Important For A Several ReasonsDocument31 pagesThe Purpose of A Cooler Is, Obviously To Cool The Clinker - This Is Important For A Several ReasonsZegera MgendiNo ratings yet
- Bag House Differential Pressure: Why Is It Important? What Bag House Problems It Can Be Used To DiagnoseDocument8 pagesBag House Differential Pressure: Why Is It Important? What Bag House Problems It Can Be Used To DiagnoseZegera Mgendi100% (2)
- Letter To A SonDocument4 pagesLetter To A SonZegera MgendiNo ratings yet
- Guidebook For All 2020 - 2021 PDFDocument125 pagesGuidebook For All 2020 - 2021 PDFZegera MgendiNo ratings yet
- Cement Industry Standard Practice To Add A Percentage of Limestone During GrindingDocument10 pagesCement Industry Standard Practice To Add A Percentage of Limestone During GrindingZegera MgendiNo ratings yet
- VACANCIES ANNOUNCEMENT STAMICO TPB DMI MNMA MUCE TICD TIB 7 December 2018Document9 pagesVACANCIES ANNOUNCEMENT STAMICO TPB DMI MNMA MUCE TICD TIB 7 December 2018Zegera MgendiNo ratings yet
- Roco Fittings Contemporary Handles PDFDocument32 pagesRoco Fittings Contemporary Handles PDFIbrahim SaxoNo ratings yet
- Building Damp Free WallsDocument6 pagesBuilding Damp Free WallsnaconnollyNo ratings yet
- L 123 0679SDS+Rev+-+AVDDocument6 pagesL 123 0679SDS+Rev+-+AVDLouis MarinoNo ratings yet
- 08 Hydrocracking ExampleDocument17 pages08 Hydrocracking ExampleTaheni AmaraNo ratings yet
- 188295585Document6 pages188295585mpsr91281No ratings yet
- Rhenium Review - Millensifer2010 PDFDocument22 pagesRhenium Review - Millensifer2010 PDFGeorgeGoodNo ratings yet
- Waste Water Treatment in HotelsDocument3 pagesWaste Water Treatment in HotelsSarthak RathiNo ratings yet
- Energy Insights Singapore 2013-04Document66 pagesEnergy Insights Singapore 2013-04Yh LeongNo ratings yet
- PRT 789-B Cylink Nma-LfDocument11 pagesPRT 789-B Cylink Nma-Lfchayanun100% (1)
- Lo QualityDocument10 pagesLo QualityMohamed AshfaqNo ratings yet
- Drs 2170Document4 pagesDrs 2170Ronaldo JuniorNo ratings yet
- HTH Product ManualDocument26 pagesHTH Product ManualSean OsborneNo ratings yet
- Defects in Flooring (Timber & Concrete)Document52 pagesDefects in Flooring (Timber & Concrete)KaushikJainNo ratings yet
- US4143639 Friction Heat Space Heater, Eugene FrenetteDocument6 pagesUS4143639 Friction Heat Space Heater, Eugene FrenetteBastien Gall de SilléNo ratings yet
- Accutek Catalog 2023Document240 pagesAccutek Catalog 2023Mann Sales & MarketingNo ratings yet
- Austenitic Stainless Steel 1.4304 1.4307Document1 pageAustenitic Stainless Steel 1.4304 1.4307arunava001No ratings yet
- Rule of ThumbDocument5 pagesRule of ThumbAnGahBasHa100% (1)
- 776 ICCP Installation Manual 33383N PDFDocument95 pages776 ICCP Installation Manual 33383N PDFDmitrii Pustoshkin67% (3)
- 2 - SANEZ - RA6969 of 1990Document86 pages2 - SANEZ - RA6969 of 1990Bugan BultitingNo ratings yet
- SSP 255Document40 pagesSSP 255get_prasadns3358100% (1)
- File3 PDFDocument119 pagesFile3 PDFikkemijnnaam0% (1)
- Profi Tipp 3 Rollers in Inking and Dampening SystemsDocument30 pagesProfi Tipp 3 Rollers in Inking and Dampening SystemsBernardo Mardones100% (1)
- Basic Material Handling Basic LowDocument8 pagesBasic Material Handling Basic LowYudha KidsNo ratings yet
- Lift Truck Safety Inspection ChecklistDocument22 pagesLift Truck Safety Inspection ChecklistBalgo BalgobinNo ratings yet