Download as doc, pdf, or txt
You might also like
- GM 1927 Global Supplier Quality Manual 2023 Rev 30Document74 pagesGM 1927 Global Supplier Quality Manual 2023 Rev 30masprast.devegaNo ratings yet
- HDT First Article Inspection Policy 01Document7 pagesHDT First Article Inspection Policy 01Srinivasan VenkatNo ratings yet
- Working Height +1105: Pit Dimension: 2300L X 2600W X - 160DDocument2 pagesWorking Height +1105: Pit Dimension: 2300L X 2600W X - 160DDeepak kumarNo ratings yet
- Engineering Sample Evaluation ReportDocument1 pageEngineering Sample Evaluation ReportSudhaNo ratings yet
- Q RaciDocument2 pagesQ RacigrandoviNo ratings yet
- Quality Tools: Failure Mode and Effects AnalysisDocument3 pagesQuality Tools: Failure Mode and Effects AnalysisAl RammohanNo ratings yet
- Supplier Quality Management A Complete Guide - 2021 EditionFrom EverandSupplier Quality Management A Complete Guide - 2021 EditionNo ratings yet
- PPAPDocument16 pagesPPAPRohit JanardananNo ratings yet
- 2.APQP Timing Plan - R01Document11 pages2.APQP Timing Plan - R01Chethan Nagaraju KumbarNo ratings yet
- PPAP 101 - What You Need To KnowDocument9 pagesPPAP 101 - What You Need To KnowQGFNo ratings yet
- SRG Global PPAP ChecklistDocument61 pagesSRG Global PPAP Checklistanamika tripathiNo ratings yet
- What Are APQP and PPAPDocument3 pagesWhat Are APQP and PPAPignaunaqNo ratings yet
- Supplier-QUAL TM 0027-01 PPAP PackageDocument67 pagesSupplier-QUAL TM 0027-01 PPAP PackageMahe RonaldoNo ratings yet
- Ford Supplement K TemplateDocument3 pagesFord Supplement K TemplateelevendotNo ratings yet
- Tuv Rheinland Training Schedule 2017Document19 pagesTuv Rheinland Training Schedule 2017ramnathNo ratings yet
- Production Part Approval Process (Ppap) Tracker - ChecklistDocument4 pagesProduction Part Approval Process (Ppap) Tracker - Checklistkrds chidNo ratings yet
- Change Details Planed/Un Planned/Ab Normality Corrective Action (As Per 5M Rules) Machine No. & Name Part No. & Part NameDocument2 pagesChange Details Planed/Un Planned/Ab Normality Corrective Action (As Per 5M Rules) Machine No. & Name Part No. & Part NamePk NimiwalNo ratings yet
- APQPDocument33 pagesAPQPAtul SURVENo ratings yet
- APQPDocument3 pagesAPQPsam1hi5No ratings yet
- PPAP PriruckaDocument10 pagesPPAP PriruckaKin MattNo ratings yet
- 01 - Layered Process Audit Example B 2011Document7 pages01 - Layered Process Audit Example B 2011RN XaverNo ratings yet
- Apqp Time Plan: Risk AnalysisDocument4 pagesApqp Time Plan: Risk AnalysisRakesh PandeyNo ratings yet
- Development Procedure 16-08-2021Document6 pagesDevelopment Procedure 16-08-2021CompdevpNo ratings yet
- Part Submission Warrant: Aimler HryslerDocument1 pagePart Submission Warrant: Aimler HryslerAlan GrajedaNo ratings yet
- PFMEA Review - MOM FormatDocument2 pagesPFMEA Review - MOM FormatMASU BRAKE PADS QANo ratings yet
- Sample Control PlanDocument3 pagesSample Control PlanOTNo ratings yet
- 7.2.4 APQP Phase 1 Checklist Dec 2013Document24 pages7.2.4 APQP Phase 1 Checklist Dec 2013Mani Rathinam RajamaniNo ratings yet
- Ppap CriteriaDocument1 pagePpap CriteriaramanriNo ratings yet
- GM 1927 Supplier Quality ManualDocument109 pagesGM 1927 Supplier Quality ManualCarlos CarranzaNo ratings yet
- Layout Inspection Report XH5DR June 20 2012Document17 pagesLayout Inspection Report XH5DR June 20 2012nathiven100% (1)
- Kunstocom India Pvt. LTD.: Format No: Issue No./Date: Qav-Check Sheet Rev - No/Rev. Date: Control Item Check ItemsDocument2 pagesKunstocom India Pvt. LTD.: Format No: Issue No./Date: Qav-Check Sheet Rev - No/Rev. Date: Control Item Check ItemsSandeep VermaNo ratings yet
- Register Forum Home Page Post Attachment Files All Help Lost PasswordDocument3 pagesRegister Forum Home Page Post Attachment Files All Help Lost PasswordKirthivasanNo ratings yet
- APQP - Customer Input Requirement - Ver2Document3 pagesAPQP - Customer Input Requirement - Ver236hallsteveNo ratings yet
- APQP ENG SiemensDocument12 pagesAPQP ENG SiemensVikash KumarNo ratings yet
- Supplier APQP Tracker Template Guidelines: PurposeDocument18 pagesSupplier APQP Tracker Template Guidelines: PurposeVikas RaiNo ratings yet
- MD 010 Design Validation Sop 1 0 110905125013 Phpapp02Document1 pageMD 010 Design Validation Sop 1 0 110905125013 Phpapp02Omer ZiaNo ratings yet
- When To Conduct A First Article InspectionDocument4 pagesWhen To Conduct A First Article InspectionCloud RedfieldNo ratings yet
- Process Capability Statistics: CPK vs. PPK: Rational SubgroupsDocument33 pagesProcess Capability Statistics: CPK vs. PPK: Rational SubgroupsAgustinus SitioNo ratings yet
- APQP Ballooning ControlPlan SPCDocument7 pagesAPQP Ballooning ControlPlan SPCfernando.camargoNo ratings yet
- APQP or Advanced Product Quality Planning Standard, APQP Training, APQP Consulting, APQP SoftwareDocument2 pagesAPQP or Advanced Product Quality Planning Standard, APQP Training, APQP Consulting, APQP SoftwareselvamNo ratings yet
- 06131-En-23 Inspection ReportDocument4 pages06131-En-23 Inspection ReportSerchecko JaureguiNo ratings yet
- Meenakshi Molding Private Limited Process FMEA: O C C U RDocument4 pagesMeenakshi Molding Private Limited Process FMEA: O C C U Rilaya raja100% (1)
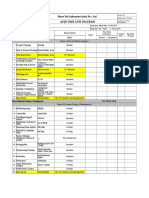
- Shree Ved Industries India Pvt. Ltd. Apqp Time Line DiagramDocument2 pagesShree Ved Industries India Pvt. Ltd. Apqp Time Line DiagramS. R. OvhalNo ratings yet
- IATF - International Automotive Task ForceDocument10 pagesIATF - International Automotive Task ForceBeli NovareseNo ratings yet
- Blank Turtle DiagramDocument1 pageBlank Turtle DiagramnormalNo ratings yet
- PDF Process Audit Vda 63Document9 pagesPDF Process Audit Vda 63Shahrazed ZineNo ratings yet
- Part Inspection Standard (May 2013)Document9 pagesPart Inspection Standard (May 2013)san moedano100% (1)
- Supplier APQP Requirements Matrix: D & C These Items To Be Included On Gap Analysis Sheet With ActionsDocument4 pagesSupplier APQP Requirements Matrix: D & C These Items To Be Included On Gap Analysis Sheet With ActionsOmkar waghuleNo ratings yet
- Histogram TemplateDocument2 pagesHistogram Templateesivaks2000No ratings yet
- YES NO: Supplier To CompleteDocument1 pageYES NO: Supplier To CompleteSudhaNo ratings yet
- Manufacturing Process AuditDocument3 pagesManufacturing Process AuditVaishaliYadavNo ratings yet
- S ApqpDocument15 pagesS ApqpIram ChaviraNo ratings yet
- PPAP Sign Off Checklist (3rd Ed) : Product Submission Warrant (PSW)Document1 pagePPAP Sign Off Checklist (3rd Ed) : Product Submission Warrant (PSW)SudhaNo ratings yet
- Malati Founders PVT Ltd. Risk Analysis For Rework Rev No Rev DateDocument1 pageMalati Founders PVT Ltd. Risk Analysis For Rework Rev No Rev DateDhananjay PatilNo ratings yet
- PPAPDocument51 pagesPPAPGuru PrasadNo ratings yet
- International Standard: Metallic Materials - Brinell Hardness Test - Calibration of Reference BlocksDocument16 pagesInternational Standard: Metallic Materials - Brinell Hardness Test - Calibration of Reference BlocksDeepak kumarNo ratings yet
- Desulfurization of SteelDocument69 pagesDesulfurization of SteelDeepak kumarNo ratings yet
- Irish Standard: I.S. EN ISO 3887:2003Document20 pagesIrish Standard: I.S. EN ISO 3887:2003Deepak kumarNo ratings yet
- Log Register For HT MaintenanceDocument1 pageLog Register For HT MaintenanceDeepak kumar100% (1)
- QAM-F-22 Hardness Tester Master Verification RegisterDocument3 pagesQAM-F-22 Hardness Tester Master Verification RegisterDeepak kumarNo ratings yet
- How To Optimize Your Boost-Diffuse CycleDocument2 pagesHow To Optimize Your Boost-Diffuse CycleDeepak kumarNo ratings yet
- QAM-F-20 Evaluation of UncertaintyDocument3 pagesQAM-F-20 Evaluation of UncertaintyDeepak kumarNo ratings yet
- Checklist of Documentation For IATF 16949 - 2016Document11 pagesChecklist of Documentation For IATF 16949 - 2016Deepak kumarNo ratings yet
- Hdian Standard: Tolerances For Closed Die Steel Forgings (Document59 pagesHdian Standard: Tolerances For Closed Die Steel Forgings (Deepak kumarNo ratings yet
- % Ammonia Dissociation Relating To Nitriding PotentialDocument2 pages% Ammonia Dissociation Relating To Nitriding PotentialDeepak kumarNo ratings yet
- Welcome: Statistical Process ControlDocument29 pagesWelcome: Statistical Process ControlDeepak kumarNo ratings yet
- Lockdown Action Verification SheetDocument40 pagesLockdown Action Verification SheetDeepak kumarNo ratings yet
- 02 HTD-F-02 Daily Check ListDocument3 pages02 HTD-F-02 Daily Check ListDeepak kumarNo ratings yet
- HT Process Instruction Sheet Furnace: SQF - 201 SpecificationDocument2 pagesHT Process Instruction Sheet Furnace: SQF - 201 SpecificationDeepak kumarNo ratings yet
- 04 HTD-F-04-P2 - HT Process Log SheetDocument2 pages04 HTD-F-04-P2 - HT Process Log SheetDeepak kumarNo ratings yet
- 01 PRD-F-01 JesDocument11 pages01 PRD-F-01 JesDeepak kumarNo ratings yet
- Insulation Test SQF-402Document4 pagesInsulation Test SQF-402Deepak kumarNo ratings yet
- 02 PRD-F-02 Capacity PlanningDocument8 pages02 PRD-F-02 Capacity PlanningDeepak kumarNo ratings yet
- SWI-HT-001-P6-SQF Start UpDocument1 pageSWI-HT-001-P6-SQF Start UpDeepak kumarNo ratings yet
- Pro-Quality Associates: Trg. Date(s) - TRAINING ASSESSMENT - SPC / 00Document4 pagesPro-Quality Associates: Trg. Date(s) - TRAINING ASSESSMENT - SPC / 00Deepak kumarNo ratings yet
- TPM AwarenessDocument51 pagesTPM AwarenessDeepak kumarNo ratings yet
- Canteen TimingDocument2 pagesCanteen TimingDeepak kumarNo ratings yet
- Welcome: Training ProgrammeDocument11 pagesWelcome: Training ProgrammeDeepak kumarNo ratings yet
- CRM HelpDocument4 pagesCRM HelpDeepak kumarNo ratings yet
- Identified Facts Result of Verification, Cause Analysis, Manufacturing Quality Status On The Applicable DateDocument1 pageIdentified Facts Result of Verification, Cause Analysis, Manufacturing Quality Status On The Applicable DateDeepak kumarNo ratings yet
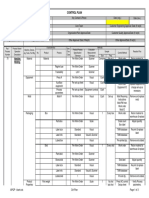
- Pro-Quality Associates Control PlanDocument1 pagePro-Quality Associates Control PlanDeepak kumarNo ratings yet
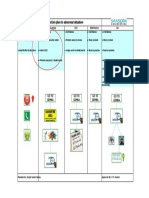
- Standard Reaction Plan To Abnormal Situation: Restart ProcessDocument1 pageStandard Reaction Plan To Abnormal Situation: Restart ProcessDeepak kumarNo ratings yet
- Pro-Quality Associates Control PlanDocument1 pagePro-Quality Associates Control PlanDeepak kumarNo ratings yet
- E-Recruitment and Profitability of Selected Food and Beverage Manufacturing Firms in Lagos State, Nigeria.Document11 pagesE-Recruitment and Profitability of Selected Food and Beverage Manufacturing Firms in Lagos State, Nigeria.International Journal of Business Marketing and ManagementNo ratings yet
- 07 Activity 1-EnTREPDocument2 pages07 Activity 1-EnTREPClar PachecoNo ratings yet
- GE CaseDocument6 pagesGE CaseShivam KhandelwalNo ratings yet
- My Report For Bbs 4th Year Final (Repaired)Document47 pagesMy Report For Bbs 4th Year Final (Repaired)Sachin Jha60% (5)
- Job InterviewDocument4 pagesJob InterviewLi'anaNo ratings yet
- Castrol Submission Template 1Document10 pagesCastrol Submission Template 1shubhadNo ratings yet
- UBL ReportDocument86 pagesUBL ReportadnanirshadNo ratings yet
- Business Combination 9Document2 pagesBusiness Combination 9Paulo VictoriousNo ratings yet
- Ch05 Poverty Inequality DevelopmentDocument57 pagesCh05 Poverty Inequality DevelopmentE RVNo ratings yet
- Dual Training SystemDocument9 pagesDual Training SystemChessa EfeNo ratings yet
- Ashiana The Centre Court Price ListDocument5 pagesAshiana The Centre Court Price ListBharat ChatrathNo ratings yet
- Lotta Moberg The Political Economy of Special Economic Zones PDFDocument34 pagesLotta Moberg The Political Economy of Special Economic Zones PDFEphrem GizachewNo ratings yet
- EPC Vs EPCMDocument3 pagesEPC Vs EPCMArun MunjalNo ratings yet
- Guideline StarbucksDocument2 pagesGuideline StarbucksMinh ThangNo ratings yet
- CH 2Document15 pagesCH 2J DNo ratings yet
- IBPS ExamDocument10 pagesIBPS ExamVidya BhaskarNo ratings yet
- GK Tornado Sbi Clerk Main 2020 Exam 15 Sep To 21st Oct 2020 12Document56 pagesGK Tornado Sbi Clerk Main 2020 Exam 15 Sep To 21st Oct 2020 12Divya Kishore BollaNo ratings yet
- AU-Unitholder-notice-Vanguard AMMA Tax Statement GlossaryDocument4 pagesAU-Unitholder-notice-Vanguard AMMA Tax Statement GlossaryNick KNo ratings yet
- Lecture 6 - Pricing DecisionDocument30 pagesLecture 6 - Pricing DecisionRaeka AriyandiNo ratings yet
- Mba WebsterDocument4 pagesMba WebsterDavid BlakeNo ratings yet
- CRMDocument11 pagesCRMnoufeer p nazar p.n100% (1)
- BankingDocument23 pagesBankingMohammad Raisul HasanNo ratings yet
- Introduction of AccountingDocument23 pagesIntroduction of AccountingOnse AlaxusNo ratings yet
- Inter. Acc. (Assigment) - 1Document3 pagesInter. Acc. (Assigment) - 1hudeyfaadam97No ratings yet
- ICT Mentorship Core Content - Month 1 - Impulse Price Swings & Market ProtractionDocument11 pagesICT Mentorship Core Content - Month 1 - Impulse Price Swings & Market ProtractionPrashantPatilNo ratings yet
- The 6 Stages of The Employee Life CycleDocument3 pagesThe 6 Stages of The Employee Life CyclenerenNo ratings yet
- Inter-Acct1Document6 pagesInter-Acct1.No ratings yet
- November 2020 Professional Examiniations Public Sector Accounting and Finance (Paper 2.5) Chief Examiner'S Report, Questions and Marking SchemeDocument23 pagesNovember 2020 Professional Examiniations Public Sector Accounting and Finance (Paper 2.5) Chief Examiner'S Report, Questions and Marking SchemeThomas nyadeNo ratings yet
- Ashley Evans James Jordan Sierra Law Chris Wiebe Jasmine KurywczakDocument31 pagesAshley Evans James Jordan Sierra Law Chris Wiebe Jasmine KurywczakSierra LawNo ratings yet
- 2023 Global State of Business Analysis InfographicDocument1 page2023 Global State of Business Analysis Infographic1825 Talat Talha OmiNo ratings yet