Download as docx, pdf, or txt
You might also like
- Exam 2018 QuestionsDocument5 pagesExam 2018 Questionsطه احمد100% (1)
- L2 Manual V2.4Document22 pagesL2 Manual V2.4LuisNo ratings yet
- Port and TerminalsDocument12 pagesPort and TerminalsSharon Amondi100% (2)
- Sheet Metal Gauge Size ChartDocument2 pagesSheet Metal Gauge Size ChartaselabollegalaNo ratings yet
- Test Data For CP - BD - Direct - Input - Plan PDFDocument6 pagesTest Data For CP - BD - Direct - Input - Plan PDFgtipturnaNo ratings yet
- FormulasDocument4 pagesFormulascristiamhiguita6No ratings yet
- Tính Toán Tốc Độ Cấp dâyDocument5 pagesTính Toán Tốc Độ Cấp dâyHoangNo ratings yet
- How To Calculate Filler Metal ConsumptionDocument3 pagesHow To Calculate Filler Metal ConsumptionASHIL PRABHAKAR100% (2)
- 009 Other ProductsDocument58 pages009 Other ProductsPartagon PowNo ratings yet
- Alc-10030c Alcotec Alloy Selection BrochureDocument2 pagesAlc-10030c Alcotec Alloy Selection BrochurefogdartNo ratings yet
- BS 46 - 1958 Square Keys and Keyway DimensionsDocument2 pagesBS 46 - 1958 Square Keys and Keyway DimensionsSundaresan MunuswamyNo ratings yet
- Keyway DimensionsDocument3 pagesKeyway Dimensionstinkku donNo ratings yet
- British Standard ThreadsDocument1 pageBritish Standard ThreadsНиколай ЛевицкийNo ratings yet
- Howell Copper Pipe Tube DimensionsDocument1 pageHowell Copper Pipe Tube Dimensionsदिपक शेळकेNo ratings yet
- Piping & Fittings Surface & Volume Information 2Document12 pagesPiping & Fittings Surface & Volume Information 2Rajkumar ANo ratings yet
- Bri-Steel Pipe ScheduleDocument2 pagesBri-Steel Pipe ScheduleN RNo ratings yet
- ANSI B 18.2.1 Screw-UnilokDocument2 pagesANSI B 18.2.1 Screw-Unilokssureshkar7699No ratings yet
- Relacion de Perfiles: Varillas Placas LI LD CE IE IR TR IS OS OC OR CF ZFDocument203 pagesRelacion de Perfiles: Varillas Placas LI LD CE IE IR TR IS OS OC OR CF ZFAlfredo Velazquez GarciaNo ratings yet
- Keyway in Hub - BS 46 Part 1Document3 pagesKeyway in Hub - BS 46 Part 1Anatta RahardjoNo ratings yet
- Asme b18.2.1 Hvy Hex BDocument1 pageAsme b18.2.1 Hvy Hex BPhú PhạmNo ratings yet
- Asme B 18.2.2 2015Document14 pagesAsme B 18.2.2 2015Plinio Pazos50% (2)
- Bolt and Nuts DimensionsDocument99 pagesBolt and Nuts DimensionsAmir MusaibNo ratings yet
- 007 Red MetalsDocument32 pages007 Red MetalsPartagon PowNo ratings yet
- Inch - MM Conversions: Revised Feb 2011Document1 pageInch - MM Conversions: Revised Feb 2011kamaldhar007No ratings yet
- Socket Head Cap Screws Alloy SteelDocument5 pagesSocket Head Cap Screws Alloy SteelChris MedeirosNo ratings yet
- Socket Head Cap Screws Alloy SteelDocument5 pagesSocket Head Cap Screws Alloy SteelChris MedeirosNo ratings yet
- 150psig NewDocument1 page150psig NewAnonymous aoNBPi2f1vNo ratings yet
- MU06 Rosca Americana Grossa Unc TecemDocument1 pageMU06 Rosca Americana Grossa Unc TecemnevesgoNo ratings yet
- MU06 Rosca Americana Grossa Unc Tecem PDFDocument1 pageMU06 Rosca Americana Grossa Unc Tecem PDFJnr SktNo ratings yet
- MU06 Rosca Americana Grossa Unc Tecem PDFDocument1 pageMU06 Rosca Americana Grossa Unc Tecem PDFromuloacNo ratings yet
- Awg Electrical Wire Conversion Table - enDocument1 pageAwg Electrical Wire Conversion Table - ennaveed islamNo ratings yet
- KIRK - Broad Crested Weir SpreadsheetDocument4 pagesKIRK - Broad Crested Weir SpreadsheetKirk Woo ChongNo ratings yet
- Galvanized Steel Wire Strand GSW: JIS G 3537Document1 pageGalvanized Steel Wire Strand GSW: JIS G 3537Sarkas GieNo ratings yet
- Electric Wire SizeDocument1 pageElectric Wire Sizeazam RazzaqNo ratings yet
- AS568sizechartgroove DesignDocument2 pagesAS568sizechartgroove DesignKal Al-SaleemNo ratings yet
- Ind. Hyd - Adator Thread Data PDFDocument3 pagesInd. Hyd - Adator Thread Data PDFlangkanNo ratings yet
- Install Piping Systems of PACU and CREDocument65 pagesInstall Piping Systems of PACU and CREBeth AusteNo ratings yet
- Solder-Joint: Pressure Fittings Wrot Copper 45 Deg. ElbowDocument16 pagesSolder-Joint: Pressure Fittings Wrot Copper 45 Deg. ElbowayrtmoranNo ratings yet
- American Wire Gauge TableDocument3 pagesAmerican Wire Gauge TableMihhail KoltsovNo ratings yet
- Strength of Manila RopeDocument2 pagesStrength of Manila Ropemister_no34No ratings yet
- 004 Steel Tube PipeDocument48 pages004 Steel Tube PipePartagon PowNo ratings yet
- Instalações Industriais: Propriedades Dos TubosDocument11 pagesInstalações Industriais: Propriedades Dos TubosjonasNo ratings yet
- Busbar Sizing Us StandardsDocument16 pagesBusbar Sizing Us StandardsZaferullah KhanNo ratings yet
- Screw Bolt and NutDocument7 pagesScrew Bolt and NutsutarnoNo ratings yet
- Copper Water and Gas Tube According ASTM B 88 - Imperial UnitsDocument3 pagesCopper Water and Gas Tube According ASTM B 88 - Imperial UnitsecsuperalNo ratings yet
- BoltsDocument16 pagesBoltsJJGM120100% (1)
- Weight Details of GI Wire and Stay WireDocument2 pagesWeight Details of GI Wire and Stay WireMayukh Debdas50% (2)
- Polyester Rope - StrengthDocument2 pagesPolyester Rope - Strengthmister_no34No ratings yet
- Solutions: Filler Material ConsumptionDocument2 pagesSolutions: Filler Material ConsumptionAli QureshiNo ratings yet
- ASME B18.8.2: Pin Materials and Hardness Pin FinishesDocument2 pagesASME B18.8.2: Pin Materials and Hardness Pin FinishesIvan SmolejNo ratings yet
- External Corod Product Specification Sheet R4Document1 pageExternal Corod Product Specification Sheet R4Ronald LlerenaNo ratings yet
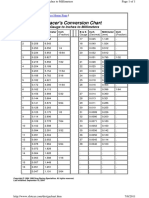
- Racer's Conversion Chart: Gauge To Inches To MillimetersDocument1 pageRacer's Conversion Chart: Gauge To Inches To MillimetersRaditya PurnamahadiNo ratings yet
- F C Width Across Corners Basic Max Width Across FlatsDocument8 pagesF C Width Across Corners Basic Max Width Across FlatsJJGM120No ratings yet
- Dimentions of Square Head Bolts, in Inches : Table - 1 American National Standard C135.1-1979Document5 pagesDimentions of Square Head Bolts, in Inches : Table - 1 American National Standard C135.1-1979igormetaldataNo ratings yet
- Acople Magnadrive - MGD, MGTLDocument4 pagesAcople Magnadrive - MGD, MGTLmarcelo castilloNo ratings yet
- TEL 02-2500-6206 FAX 02-2508-0398 ADD 9F., No.127, Sec. 2, Jianguo N. RD., Zhongshan Dist., Taipei City 104, Taiwan (R.O.C.)Document6 pagesTEL 02-2500-6206 FAX 02-2508-0398 ADD 9F., No.127, Sec. 2, Jianguo N. RD., Zhongshan Dist., Taipei City 104, Taiwan (R.O.C.)Ching HungNo ratings yet
- Wires & Current CapacityDocument3 pagesWires & Current CapacitysaaraanNo ratings yet
- Well Control Manual: Section P - Tables and ChartsDocument29 pagesWell Control Manual: Section P - Tables and Chartsقندوز سفيانNo ratings yet
- Flattened Expanded Metal Sizes OptionsDocument1 pageFlattened Expanded Metal Sizes OptionsEliezer TorresNo ratings yet
- Accessories MuellerDocument3 pagesAccessories MuellerFabio Moacir KorndoerferNo ratings yet
- Tubes and PipesDocument1 pageTubes and PipesLLNo ratings yet
- Calculation For The Weight of Steel in KG/FT When The Length of Bar Is 1ftDocument4 pagesCalculation For The Weight of Steel in KG/FT When The Length of Bar Is 1ftg4goharNo ratings yet
- Aluminum Welding GuideDocument35 pagesAluminum Welding Guidenavas100% (1)
- Mig Welding Common Problems and Solutions: Problem Probable Cause SolutionDocument5 pagesMig Welding Common Problems and Solutions: Problem Probable Cause SolutionnavasNo ratings yet
- Weld Leakage From DSS 2205 From Weld ToeDocument1 pageWeld Leakage From DSS 2205 From Weld ToenavasNo ratings yet
- Weld Leakage From B673 N08904LDocument1 pageWeld Leakage From B673 N08904LnavasNo ratings yet
- Specification For Pipe BendsDocument20 pagesSpecification For Pipe BendsnavasNo ratings yet
- Hot Cracking in Incoloy 825Document2 pagesHot Cracking in Incoloy 825navasNo ratings yet
- JOB NO: 732/17 New Revision Advance Copy (06/09/2017)Document1 pageJOB NO: 732/17 New Revision Advance Copy (06/09/2017)navasNo ratings yet
- 4 Inch Elbow Fig 602Document1 page4 Inch Elbow Fig 602navasNo ratings yet
- Nouras IT CVDocument2 pagesNouras IT CVnavasNo ratings yet
- New Provident Form Excel FileDocument6 pagesNew Provident Form Excel Fileangelo.tambadocNo ratings yet
- TLC Remittance Lean SpecificationDocument8 pagesTLC Remittance Lean SpecificationAniket WaghavkarNo ratings yet
- Multi Pulse Width Modulation Techniques (MPWM) : Experiment AimDocument4 pagesMulti Pulse Width Modulation Techniques (MPWM) : Experiment AimAjay Ullal0% (1)
- Day 5Document21 pagesDay 5jalpeshNo ratings yet
- Analysis of A Microwave Graphene-Based Patch Antenna: Luca Pierantoni Mircea Dragoman Davide MencarelliDocument3 pagesAnalysis of A Microwave Graphene-Based Patch Antenna: Luca Pierantoni Mircea Dragoman Davide MencarellizahraNo ratings yet
- MY CBLM-finalDocument39 pagesMY CBLM-finalFreman ManuelNo ratings yet
- ToadDataModeler 7.3 ReleaseNotes ENG Revision1Document8 pagesToadDataModeler 7.3 ReleaseNotes ENG Revision1mrw21No ratings yet
- Outdoor Shooting Ranges: Best PracticesDocument39 pagesOutdoor Shooting Ranges: Best Practicesst27383No ratings yet
- 2022-04-12 - Affidavit No 1 of B. EmersonDocument119 pages2022-04-12 - Affidavit No 1 of B. EmersonCanadian Society for the Advancement of Science in Public PolicyNo ratings yet
- NOKIADocument59 pagesNOKIAT U S H A RNo ratings yet
- Chapter 10 (Stalling)Document5 pagesChapter 10 (Stalling)Marufa Kamal LabonnoNo ratings yet
- FreePBX HowtosDocument92 pagesFreePBX HowtosHenry100% (5)
- Capacitor Bank CatalougeDocument28 pagesCapacitor Bank CatalougeleyNo ratings yet
- FAU-S-PSG-0235 Group Quality Capability TargetsDocument2 pagesFAU-S-PSG-0235 Group Quality Capability Targetsزياد بوعلاڨيNo ratings yet
- The Bilderberg GroupDocument35 pagesThe Bilderberg GroupTimothy100% (2)
- Practice - Inventory Valuation: FIFO, LIFO and WAC (AVERAGE)Document2 pagesPractice - Inventory Valuation: FIFO, LIFO and WAC (AVERAGE)medha surNo ratings yet
- Special Power of Attorney 2021Document1 pageSpecial Power of Attorney 2021Mike Francis F GubuanNo ratings yet
- MGT501shortnotes23 45 PDFDocument46 pagesMGT501shortnotes23 45 PDFchi100% (12)
- R02 IND246 IM ML WebDocument349 pagesR02 IND246 IM ML WebRich Vidal Apza SiñaniNo ratings yet
- Software Testing FundamentalsDocument3 pagesSoftware Testing Fundamentalsbibin89rajNo ratings yet
- Sonus Faber Olympica III Loudspeakers Review Test LoresDocument6 pagesSonus Faber Olympica III Loudspeakers Review Test LoresMilan TrengovskiNo ratings yet
- CECU Care BrochureDocument2 pagesCECU Care BrochureALNPhNo ratings yet
- Bill of Particulars For Forfeiture of PropertyDocument6 pagesBill of Particulars For Forfeiture of PropertyIan LindNo ratings yet
- Manual Do Sibélius 6Document746 pagesManual Do Sibélius 6jbcmusic7309No ratings yet
- Cotton FibreDocument30 pagesCotton Fibreankit161019893980No ratings yet
- Tour Program: Day 01: India - SingaporeDocument3 pagesTour Program: Day 01: India - SingaporeHemant Kumar GangwarNo ratings yet