Download as pdf or txt
You might also like
- Tutorial 6 AnswersDocument5 pagesTutorial 6 AnswersMaria MazurinaNo ratings yet
- Argelander Initial InterviewDocument13 pagesArgelander Initial InterviewTiborNo ratings yet
- Welding Metallurgy of Dissimilar AISI 430/DQSK Steels Resistance Spot WeldsDocument8 pagesWelding Metallurgy of Dissimilar AISI 430/DQSK Steels Resistance Spot WeldsArvind KrishnaNo ratings yet
- On The Failure Mode of Resistance Spot Welded HslaDocument7 pagesOn The Failure Mode of Resistance Spot Welded HslaVipin MishraNo ratings yet
- Correlation Between Macromicro Structure and MechaDocument15 pagesCorrelation Between Macromicro Structure and MechaVipin MishraNo ratings yet
- Microstructure and Failure Behaviour ofDocument8 pagesMicrostructure and Failure Behaviour ofVipin MishraNo ratings yet
- J MatdesDocument6 pagesJ Matdeszefanya karstenNo ratings yet
- Dependence of Overload Performance Spot 2008Document6 pagesDependence of Overload Performance Spot 2008Vipin MishraNo ratings yet
- Failure Behavior of Resistance Spot Welded Low CarDocument10 pagesFailure Behavior of Resistance Spot Welded Low CarLuis Allan GarciaNo ratings yet
- Failure of Resistance Spot Welds TensileDocument9 pagesFailure of Resistance Spot Welds TensileVipin MishraNo ratings yet
- Critical Review of Automotive Steels Spot WeldingDocument44 pagesCritical Review of Automotive Steels Spot WeldingJoselo HRNo ratings yet
- G Mohan 2021 Eng. Res. Express 3 025023Document13 pagesG Mohan 2021 Eng. Res. Express 3 025023DilipSinghNo ratings yet
- 10.1515 - JMBM 2022 0006Document12 pages10.1515 - JMBM 2022 0006jiji wangNo ratings yet
- 834-Article Text-4021-1-10-20231003Document5 pages834-Article Text-4021-1-10-20231003SAMET DÖNMEZNo ratings yet
- Welding Metallurgy of Stainless Steels During Resistance Spot Welding Part I - Fusion Zone PDFDocument11 pagesWelding Metallurgy of Stainless Steels During Resistance Spot Welding Part I - Fusion Zone PDFKhalid HafezNo ratings yet
- 8 PDFDocument8 pages8 PDFSripriyan K 100507No ratings yet
- Rolling Contact Fatigue of Case Carburized 2017 International Journal of FaDocument18 pagesRolling Contact Fatigue of Case Carburized 2017 International Journal of FaAnonymous bjD4fCiNo ratings yet
- SMAW, FCAW, and SAW High-Strength Ferritic Deposits - The Challenge Is Tensile Properties PDFDocument11 pagesSMAW, FCAW, and SAW High-Strength Ferritic Deposits - The Challenge Is Tensile Properties PDFbiancogallazziNo ratings yet
- The Influence of Steel Chemistry & Surface Coatings On Resistance Spot Weld Strength and Failure MechanismsDocument14 pagesThe Influence of Steel Chemistry & Surface Coatings On Resistance Spot Weld Strength and Failure MechanismsDolfredNo ratings yet
- Effect of Welding Conditions On The Formability CharacterisDocument7 pagesEffect of Welding Conditions On The Formability CharacterishaikalNo ratings yet
- Failure - Mode - Transition - in - AHSS - Resistan20160430 6963 1hzyqql With Cover Page v2Document9 pagesFailure - Mode - Transition - in - AHSS - Resistan20160430 6963 1hzyqql With Cover Page v2Panchu xNo ratings yet
- Tribological and Impact Toughness Performance of Friction Stir Processed AA7075Engineering Research ExpressDocument13 pagesTribological and Impact Toughness Performance of Friction Stir Processed AA7075Engineering Research ExpressRamanvlrNo ratings yet
- Investigations Into The Influence of Weld Zone On Formability of Fiber Laser-Welded Advanced High Strength SteelDocument15 pagesInvestigations Into The Influence of Weld Zone On Formability of Fiber Laser-Welded Advanced High Strength SteelJose JuanNo ratings yet
- Journal of Manufacturing Processes: H.R. Lashgari, S. Li, C. Kong, M. Asnavandi, Sh. ZangenehDocument12 pagesJournal of Manufacturing Processes: H.R. Lashgari, S. Li, C. Kong, M. Asnavandi, Sh. ZangenehMOHAMAD AZIZI HAKIM BIN JAMALLUDIN STUDENTNo ratings yet
- Microstructural Analysis of The As Welded Heat Affected Zone of A Grade 91 Steel Heavy Section WeldmentDocument17 pagesMicrostructural Analysis of The As Welded Heat Affected Zone of A Grade 91 Steel Heavy Section Weldmentdavid perezNo ratings yet
- 2016 - 10 Influence of Al Interlayer Thickness On Laser Welding of Mg-SteelDocument11 pages2016 - 10 Influence of Al Interlayer Thickness On Laser Welding of Mg-SteelAnonymous GhPzn1xNo ratings yet
- Pastor 2000Document11 pagesPastor 2000dietersimaNo ratings yet
- Fatigue Behavior of A356/357 Aluminum Cast Alloys. Part II - Effect of Microstructural ConstituentsDocument14 pagesFatigue Behavior of A356/357 Aluminum Cast Alloys. Part II - Effect of Microstructural ConstituentsMajed NesrineNo ratings yet
- Materials 15 07140Document14 pagesMaterials 15 07140AlexanderMKDNo ratings yet
- Coek - Info Effect of Welding Processes and Conditions On TheDocument19 pagesCoek - Info Effect of Welding Processes and Conditions On TheДмитрий ВасилNo ratings yet
- Design Considerations of Graded TransitionDocument8 pagesDesign Considerations of Graded TransitionMahsaNo ratings yet
- Study On Hot Tensile Deformation and Fractography of 410 Martensitic Stainless Steel Produced by Radial Forging ProcessDocument9 pagesStudy On Hot Tensile Deformation and Fractography of 410 Martensitic Stainless Steel Produced by Radial Forging ProcessAli SohaniNo ratings yet
- Materials and Design: Surajit Kumar PaulDocument10 pagesMaterials and Design: Surajit Kumar PaulOmar S Al-AbriNo ratings yet
- Influence of Welding Process On Type IV PDFDocument11 pagesInfluence of Welding Process On Type IV PDFDiego AlonsoNo ratings yet
- Efecto Del Metal de Aportación Sobre Las Propiedades Mecánicas de Las Soldaduras HSLADocument8 pagesEfecto Del Metal de Aportación Sobre Las Propiedades Mecánicas de Las Soldaduras HSLAdavid perezNo ratings yet
- Resistance Welding of FeCrNiSi AlloyDocument18 pagesResistance Welding of FeCrNiSi Alloytqzw7p8m2kNo ratings yet
- Tribological Response of Heat Treated AISI 52100 SDocument9 pagesTribological Response of Heat Treated AISI 52100 Ssrijan agarwalNo ratings yet
- A Review On Friction Stir Spot Welding Joints of Dissimilar Aluminium Alloys PDFDocument5 pagesA Review On Friction Stir Spot Welding Joints of Dissimilar Aluminium Alloys PDFMaros SaNo ratings yet
- Effect of Dendritic Arm Spacing On Mechanical Properties and Corrosion Resistance of Al 9 WT PCT Si and ZN 27 WT PCT Al AlloysDocument2 pagesEffect of Dendritic Arm Spacing On Mechanical Properties and Corrosion Resistance of Al 9 WT PCT Si and ZN 27 WT PCT Al Alloysshouxun JiNo ratings yet
- Rajakumar 2012Document20 pagesRajakumar 2012rajesaravindNo ratings yet
- X-Ray Diffraction JournalDocument9 pagesX-Ray Diffraction JournalSREEJITH S NAIRNo ratings yet
- Mechanical Properties, Corrosion Behavior, and Microstructures of A MIG-Welded 7020 Al AlloyDocument13 pagesMechanical Properties, Corrosion Behavior, and Microstructures of A MIG-Welded 7020 Al AlloyMohamed RamadanNo ratings yet
- Fatigue Resistance of The Binder Jet Printed 17-4 Precipitation Hardened Martensitic Stainless SteelDocument13 pagesFatigue Resistance of The Binder Jet Printed 17-4 Precipitation Hardened Martensitic Stainless SteelFathia AlkelaeNo ratings yet
- Materials Science & Engineering A: Godwin Kwame Ahiale, Yong-Jun OhDocument7 pagesMaterials Science & Engineering A: Godwin Kwame Ahiale, Yong-Jun OhWandel BritoNo ratings yet
- Machines 12 00139Document12 pagesMachines 12 00139jamel-shamsNo ratings yet
- Welding Defects at Friction Stir Welding: P. Podržaj, B. Jerman, D. KlobčarDocument3 pagesWelding Defects at Friction Stir Welding: P. Podržaj, B. Jerman, D. Klobčarsanjay_dutta_5No ratings yet
- Tempering Behavior of The Fusion Boundary Region of Anf22 - 625 Weld OverlayDocument14 pagesTempering Behavior of The Fusion Boundary Region of Anf22 - 625 Weld OverlayAnonymous GhPzn1xNo ratings yet
- Li Et Al-2018-Fatigue Fracture of Engineering Materials StructuresDocument16 pagesLi Et Al-2018-Fatigue Fracture of Engineering Materials Structuresarjun prajapatiNo ratings yet
- Structural Stability of Dissimilar Weld Between Two Cr-Mo-V SteelsDocument7 pagesStructural Stability of Dissimilar Weld Between Two Cr-Mo-V SteelsHagen_of_TronjeNo ratings yet
- Mohammed 2017 IOP Conf. Ser. Mater. Sci. Eng. 257 012072Document10 pagesMohammed 2017 IOP Conf. Ser. Mater. Sci. Eng. 257 012072PardeepNo ratings yet
- 1 s2.0 S0030399212005762 MainDocument12 pages1 s2.0 S0030399212005762 MainMochamad Iqbal GhifaryNo ratings yet
- Materials and Design: Danial Kianersi, Amir Mostafaei, Ahmad Ali AmadehDocument13 pagesMaterials and Design: Danial Kianersi, Amir Mostafaei, Ahmad Ali AmadehKhalid HafezNo ratings yet
- The Mechanism of Stress Relief CrackingDocument11 pagesThe Mechanism of Stress Relief CrackingMeshal AlabbasiNo ratings yet
- The Influence of Molybdenum On Stainless Steel Weld MicrostructuresDocument12 pagesThe Influence of Molybdenum On Stainless Steel Weld Microstructureskamal touilebNo ratings yet
- Metal Scienceand Heat TreatmentDocument6 pagesMetal Scienceand Heat TreatmentThar GyiNo ratings yet
- Automatic Portable Spot Welding MachineDocument24 pagesAutomatic Portable Spot Welding MachinekeerthanaNo ratings yet
- 2014 M. Divya, C.R DasDocument10 pages2014 M. Divya, C.R DasPRATEEK KUMARNo ratings yet
- Microstructural FeaturesDocument27 pagesMicrostructural FeaturesHagen_of_TronjeNo ratings yet
- Kar 2020Document9 pagesKar 2020firoz uddinNo ratings yet
- Zhang2020 AnnotatedDocument13 pagesZhang2020 AnnotatedAHMED SAMIR ALEMDARNo ratings yet
- Advanced Materials for Emerging Applications Innovations, Improvements, Inclusion and ImpactFrom EverandAdvanced Materials for Emerging Applications Innovations, Improvements, Inclusion and ImpactNo ratings yet
- Reference Data: Corrosion Guide For Electric Immersion HeatersDocument8 pagesReference Data: Corrosion Guide For Electric Immersion HeatersSantoshNo ratings yet
- Marten SiteDocument8 pagesMarten SiteSantoshNo ratings yet
- Risk and Impartiality Policy Statement LSDFC SOP 0 - 230801 - 123634Document3 pagesRisk and Impartiality Policy Statement LSDFC SOP 0 - 230801 - 123634SantoshNo ratings yet
- EN ISO 9712 Level 2, UT PDFDocument1 pageEN ISO 9712 Level 2, UT PDFSantoshNo ratings yet
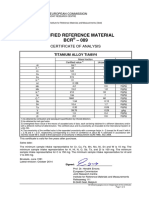
- Certified Reference Material BCR - 089: Certificate of AnalysisDocument4 pagesCertified Reference Material BCR - 089: Certificate of AnalysisSantoshNo ratings yet
- TC 7047 - FssaiDocument269 pagesTC 7047 - FssaiSantoshNo ratings yet
- Disclosure To Promote The Right To InformationDocument11 pagesDisclosure To Promote The Right To InformationSantoshNo ratings yet
- Disclosure To Promote The Right To Information: IS 1162 (1958) : Cane Molasses (FAD 2: Sugar Industry)Document24 pagesDisclosure To Promote The Right To Information: IS 1162 (1958) : Cane Molasses (FAD 2: Sugar Industry)SantoshNo ratings yet
- Product Data: Sealants, IncDocument2 pagesProduct Data: Sealants, IncSantoshNo ratings yet
- 5517-Steel For Hardening & TemperingDocument15 pages5517-Steel For Hardening & TemperingSantosh100% (2)
- Sealtite Sealant Butyl Tape: DescriptionDocument2 pagesSealtite Sealant Butyl Tape: DescriptionSantoshNo ratings yet
- DIN 128 A - Split Spring Washers, Curved, Form ADocument6 pagesDIN 128 A - Split Spring Washers, Curved, Form ASantosh100% (1)
- List of Courses-SemV VIIDocument2 pagesList of Courses-SemV VIIAakash VermaNo ratings yet
- Potato and Banana Chips-5481588926613949Document40 pagesPotato and Banana Chips-5481588926613949satubhosale100% (1)
- Living A Life of LordshipDocument52 pagesLiving A Life of Lordshipmung_khatNo ratings yet
- We Need Transformation, Not False Transcendence by RICHARD ROHR "TheDocument3 pagesWe Need Transformation, Not False Transcendence by RICHARD ROHR "Thefriarmike6027100% (1)
- IUPAC NomenclatureDocument17 pagesIUPAC Nomenclaturesurya kant upadhyay100% (3)
- Book of Fire Magic (MicroChapRPG Magic-1)Document3 pagesBook of Fire Magic (MicroChapRPG Magic-1)J CNo ratings yet
- Ad 822Document28 pagesAd 822Cesar Herrera González100% (1)
- Honeywell DPR 2300 and 3000Document338 pagesHoneywell DPR 2300 and 3000kmpoulosNo ratings yet
- Astm G32 - 10Document19 pagesAstm G32 - 10ABINASH BEHERANo ratings yet
- Angina Bullosa Hemorrhagica, An Uncommon Oral Disorder. Report of 4 CasesDocument5 pagesAngina Bullosa Hemorrhagica, An Uncommon Oral Disorder. Report of 4 CaseslitaakkNo ratings yet
- Practical 06:-Write A Program in C To Translate 2D and 3D ObjectDocument5 pagesPractical 06:-Write A Program in C To Translate 2D and 3D ObjectKhan.aliNo ratings yet
- GrapeminDocument5 pagesGrapeminAries Agro LimitedNo ratings yet
- Care of Mother, Child, Adolescent, Well ClientsDocument3 pagesCare of Mother, Child, Adolescent, Well ClientsLance CornistaNo ratings yet
- Prinsipal Kode Produk Nama ProdukDocument40 pagesPrinsipal Kode Produk Nama ProdukjihanvrpNo ratings yet
- Transonic and Supersonic Ground Effect Aerodynamics PDFDocument28 pagesTransonic and Supersonic Ground Effect Aerodynamics PDFMicro_RC_PilotNo ratings yet
- BaldwinsDocument2 pagesBaldwinsHarlyn BulayangNo ratings yet
- PHYS139 Answer Key 3Document7 pagesPHYS139 Answer Key 3NandaNo ratings yet
- UOP DTS Fastfeed A4 V3Document2 pagesUOP DTS Fastfeed A4 V3higgsboson83No ratings yet
- EN Calculation of Storage TankDocument3 pagesEN Calculation of Storage TanknodyyyNo ratings yet
- Full Download Origami Tanteidan Convention 26 26Th Edition Joas Online Full Chapter PDFDocument69 pagesFull Download Origami Tanteidan Convention 26 26Th Edition Joas Online Full Chapter PDFmerissajenniea551100% (6)
- (Leafospirosis Deadly Disease From Rat: Fiqh Al-Hadith-Based Analysis) Leptospirosis Wabak Maut Dari Tikus: Analisis Berasaskan Fiqh Al-HadithDocument16 pages(Leafospirosis Deadly Disease From Rat: Fiqh Al-Hadith-Based Analysis) Leptospirosis Wabak Maut Dari Tikus: Analisis Berasaskan Fiqh Al-Hadith0050 MUHAMMAD HAIKAL BIN SAHARINo ratings yet
- Ind - Niftytotalmarket - List 2Document17 pagesInd - Niftytotalmarket - List 2filmyhariNo ratings yet
- 2017Document12 pages2017ਸੁਖਬੀਰ ਸਿੰਘ ਮਾਂਗਟNo ratings yet
- PDFDocument301 pagesPDFEddy TriyonoNo ratings yet
- BLDC Motor Test SystemsDocument12 pagesBLDC Motor Test SystemsKaung Khar100% (1)
- Reliable and Cost-Effective Sump Pumping With Sulzer's EjectorDocument2 pagesReliable and Cost-Effective Sump Pumping With Sulzer's EjectorDavid Bottassi PariserNo ratings yet
- Paste Copy FTTXDocument8 pagesPaste Copy FTTXfttxjpr JaipurNo ratings yet
- Final Achievement For Final DefenseDocument19 pagesFinal Achievement For Final DefenseFerdinand AsuncionNo ratings yet