
Myth Busters Absorption Cooling Technology: Rajesh Dixit
Myth Busters Absorption Cooling Technology: Rajesh Dixit
You might also like
- Vertical Ice Condensing Technology: Sublimax TechnologiesDocument4 pagesVertical Ice Condensing Technology: Sublimax TechnologiesAditya Meita Nugraha100% (1)
- 3-Vapour Compression SystemsDocument18 pages3-Vapour Compression SystemsUtkarsh SinghNo ratings yet
- Aspirin PDFDocument3 pagesAspirin PDFRayan FuadNo ratings yet
- Condenser BasicsDocument4 pagesCondenser Basicsjimbzthegr8100% (3)
- Busting Four Myths For Absorption Cooling WhitepaperDocument11 pagesBusting Four Myths For Absorption Cooling WhitepaperANGEL MURILLONo ratings yet
- Absorption Chiller IntroductionDocument34 pagesAbsorption Chiller Introductiontan0314100% (1)
- Jci - Rajesh Dixit Webinar - FinalDocument30 pagesJci - Rajesh Dixit Webinar - FinalDewanjee AshrafNo ratings yet
- The New Old Chiller: Rajesh DixitDocument21 pagesThe New Old Chiller: Rajesh DixitNaresh Kumar GovindanNo ratings yet
- DC Absoption ChillerDocument18 pagesDC Absoption ChillermohamadNo ratings yet
- 07 - Absorption Chillers v1 Ho 2Document12 pages07 - Absorption Chillers v1 Ho 2amit3184No ratings yet
- To Smart CPC CollectorDocument16 pagesTo Smart CPC Collectorgurkan arif yalcinkayaNo ratings yet
- Water Treatment2Document107 pagesWater Treatment2Water Treatment & Process Technology waterNo ratings yet
- Vapor Absorption ChillerDocument38 pagesVapor Absorption ChillerKabir Sodhi100% (1)
- Reducing C.T. Operating CostsDocument5 pagesReducing C.T. Operating CostsYogesh Kumar SharmaNo ratings yet
- 4.HVAC and Refrigeration SystemDocument32 pages4.HVAC and Refrigeration SystemPrudhvi RajNo ratings yet
- Refrigeration (Part 2)Document14 pagesRefrigeration (Part 2)Lorenz BanadaNo ratings yet
- Hertz Heat RecoveryDocument11 pagesHertz Heat RecoverySergi MartínezNo ratings yet
- CFD Paper-8 ImpDocument8 pagesCFD Paper-8 ImpVedant .V.SiddapurNo ratings yet
- Applying Adiabatic and Steam Humidification Systems: Greg DrenskyDocument28 pagesApplying Adiabatic and Steam Humidification Systems: Greg Drenskydiagnoz7auto7carsvanNo ratings yet
- Basic PPT of VamDocument25 pagesBasic PPT of VamSiddhant Satpathy100% (2)
- Kristherm - Residential Split Heat PumpDocument4 pagesKristherm - Residential Split Heat PumpAbhishek PNo ratings yet
- Midea Split Heat PumpDocument4 pagesMidea Split Heat PumpDarryl de LangeNo ratings yet
- Boostherm DWV 01 2017 ENDocument6 pagesBoostherm DWV 01 2017 ENCarlos LehmanNo ratings yet
- Thermal Energy Storage A Simple Concept!: University of FloridaDocument49 pagesThermal Energy Storage A Simple Concept!: University of FloridachitradevipNo ratings yet
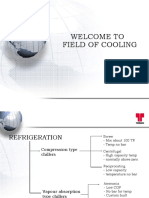
- Welcome To Field of CoolingDocument33 pagesWelcome To Field of CoolingSiddhant SatpathyNo ratings yet
- HLV Presentation To Prospects and Customers - 2013Document9 pagesHLV Presentation To Prospects and Customers - 2013atripathi2009No ratings yet
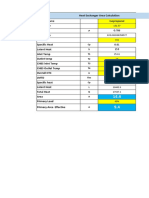
- Heat Exchanger Area & Boilup Rate CalculationDocument19 pagesHeat Exchanger Area & Boilup Rate CalculationNitin KurupNo ratings yet
- Student Mohammed Abdulla Desalination PresentationDocument23 pagesStudent Mohammed Abdulla Desalination PresentationNaveen KumarNo ratings yet
- Ammonia - A Natural Refrigerant: Environmentally Friendly, Economically EfficientDocument5 pagesAmmonia - A Natural Refrigerant: Environmentally Friendly, Economically EfficienthjduarteNo ratings yet
- Booster Korean Steam Generator ManualDocument26 pagesBooster Korean Steam Generator ManualUmar MajeedNo ratings yet
- Solahart ATMOS AIR Heat Pump Presentation V3 250221Document19 pagesSolahart ATMOS AIR Heat Pump Presentation V3 250221abhassarafNo ratings yet
- LS Absorption ChillersDocument8 pagesLS Absorption ChillersMuhammad Amin Uddin100% (1)
- Enervent PegasosTwinTropicDocument21 pagesEnervent PegasosTwinTropicbilal almelegyNo ratings yet
- Sri Krishna - Net ZeroDocument32 pagesSri Krishna - Net ZerojohndossNo ratings yet
- Technical Data Air Cooled Chiller 105 TRDocument3 pagesTechnical Data Air Cooled Chiller 105 TRHaris Siena100% (1)
- Dallas - Trends in Refrigerationsystem Architectureand Co2 en Us 3666534Document32 pagesDallas - Trends in Refrigerationsystem Architectureand Co2 en Us 3666534Luís AbreuNo ratings yet
- Microwave PyrolysisDocument38 pagesMicrowave PyrolysisiimcaemdwNo ratings yet
- HVACDocument29 pagesHVACimranakhtarNo ratings yet
- DTU Power PlantDocument22 pagesDTU Power PlantLeo GMNo ratings yet
- Assignment 3Document1 pageAssignment 3Deepak KumarNo ratings yet
- 20Th National Certification Examination FOR Energy Managers & Energy Auditors - September, 2019Document13 pages20Th National Certification Examination FOR Energy Managers & Energy Auditors - September, 2019Albert SekarNo ratings yet
- Peb Evaporation PDFDocument23 pagesPeb Evaporation PDFmessy munozNo ratings yet
- Energy Balance (Junio 19)Document20 pagesEnergy Balance (Junio 19)Walter HernandezNo ratings yet
- Hydrogen Production by Alkaline Water ElectrolysisDocument22 pagesHydrogen Production by Alkaline Water ElectrolysisAkash Gadekar100% (1)
- Calculation of Boiler EfficiencyDocument43 pagesCalculation of Boiler EfficiencyTamer Abd ElrasoulNo ratings yet
- CDI - Concept NoteDocument34 pagesCDI - Concept NoteRitche Lim BragaisNo ratings yet
- District Cooling: Efficiency Improvement in District Cooling System Using Direct CondensationDocument16 pagesDistrict Cooling: Efficiency Improvement in District Cooling System Using Direct CondensationIzah FriendsNo ratings yet
- 20th Exam P4 ADocument13 pages20th Exam P4 AkaaisNo ratings yet
- Titan Boiler Water Treatment Handbook 1Document33 pagesTitan Boiler Water Treatment Handbook 1Sunny OoiNo ratings yet
- Steam CalculatorDocument6 pagesSteam Calculatorthermaxteja2016No ratings yet
- Ece-1 2319 SlidesDocument34 pagesEce-1 2319 SlidesCarlos SalinasNo ratings yet
- Urea ManualDocument89 pagesUrea Manualabhay shuklaNo ratings yet
- Refrigeration Class ExamplesDocument7 pagesRefrigeration Class ExamplesSydney Jaydean KhanyileNo ratings yet
- 221-222-Operation costs-EN-160311-webDocument4 pages221-222-Operation costs-EN-160311-webmehdi4789No ratings yet
- LNCT Group Og Colleges, Gwalior LNCT: Mid Term-I Subject - Refrigeration & Air ConditioningDocument1 pageLNCT Group Og Colleges, Gwalior LNCT: Mid Term-I Subject - Refrigeration & Air Conditioningsuneel kumar rathoreNo ratings yet
- 06 Vapour Absorption Ref Systems 06Document12 pages06 Vapour Absorption Ref Systems 06scarpredator5No ratings yet
- Sizing of Water HeatersDocument6 pagesSizing of Water HeatersGeraldine LaceaNo ratings yet
- Datasheet PXL-1828-001 (MSA-100) - 2205 X 815 X 25Document4 pagesDatasheet PXL-1828-001 (MSA-100) - 2205 X 815 X 25Wilton PiresNo ratings yet
- Ice Plant Test RigDocument9 pagesIce Plant Test Rigramniwas123No ratings yet
- API AOPL Comments On Repair Intervals 04 13 06Document33 pagesAPI AOPL Comments On Repair Intervals 04 13 06mohamadNo ratings yet
- 2007 Standards PlanDocument9 pages2007 Standards PlanmohamadNo ratings yet
- Api Preshese GuideDocument3 pagesApi Preshese GuidemohamadNo ratings yet
- Duct SizingDocument3 pagesDuct SizingmohamadNo ratings yet
- Article 8Document14 pagesArticle 8mohamadNo ratings yet
- Psychometric ChartDocument1 pagePsychometric ChartmohamadNo ratings yet
- Trimac Booth# 2A91Document1 pageTrimac Booth# 2A91mohamadNo ratings yet
- AFT Fathom 11 Installation InstructionsDocument1 pageAFT Fathom 11 Installation InstructionsmohamadNo ratings yet
- Foam and MistDocument12 pagesFoam and MistmohamadNo ratings yet
- ANS Presentation SLDocument31 pagesANS Presentation SLmohamadNo ratings yet
- AFT Fathom 11 New FeaturesDocument1 pageAFT Fathom 11 New FeaturesmohamadNo ratings yet
- Ahu 1Document5 pagesAhu 1mohamadNo ratings yet
- GB Flemming Asia Pacific DC Forum 26th Sept 2012Document31 pagesGB Flemming Asia Pacific DC Forum 26th Sept 2012mohamadNo ratings yet
- The Big 5 Talks Green - GulfNewsDocument8 pagesThe Big 5 Talks Green - GulfNewsmohamadNo ratings yet
- Rightsizing HVAC Equipment: Column Engineer'S NotebookDocument4 pagesRightsizing HVAC Equipment: Column Engineer'S Notebookmohamad100% (1)
- G Berbari GEC 2012 Presentation Rev 2Document46 pagesG Berbari GEC 2012 Presentation Rev 2mohamadNo ratings yet
- 2A.2 MariacaDocument19 pages2A.2 MariacamohamadNo ratings yet
- Best Practices in Accelerating The Deployment of District EnergyDocument21 pagesBest Practices in Accelerating The Deployment of District EnergymohamadNo ratings yet
- Best Practice Examples of District Cooling SystemsDocument30 pagesBest Practice Examples of District Cooling SystemsmohamadNo ratings yet
- DC Absoption ChillerDocument18 pagesDC Absoption ChillermohamadNo ratings yet
- Absorption Chiller Operation ManualDocument58 pagesAbsorption Chiller Operation ManualmohamadNo ratings yet
- Métier B2T - District Heating and Cooling: Presentation - IDEA 10 June 2018Document21 pagesMétier B2T - District Heating and Cooling: Presentation - IDEA 10 June 2018mohamadNo ratings yet
- Third Expansion of Holy Haram Makkah Chiller Plants in Shamiya and AjiadDocument27 pagesThird Expansion of Holy Haram Makkah Chiller Plants in Shamiya and AjiadmohamadNo ratings yet
- ENGIE-District Heating & Cooling: Presentation - IDEA DUBAI December 2018Document30 pagesENGIE-District Heating & Cooling: Presentation - IDEA DUBAI December 2018mohamadNo ratings yet
- 4D.3 Hickford-Kulak TriggDocument25 pages4D.3 Hickford-Kulak TriggmohamadNo ratings yet
- ME401 Combustion CIDocument6 pagesME401 Combustion CIBalvinderNo ratings yet
- 5.1 Installation of Grate Duct Material SpecificationDocument6 pages5.1 Installation of Grate Duct Material Specificationbulabi2000No ratings yet
- Ds SPR E20 327 320 Residential DatasheetDocument2 pagesDs SPR E20 327 320 Residential DatasheetandreaNo ratings yet
- Gas Turbine Theory Gas Turbine TheoryDocument42 pagesGas Turbine Theory Gas Turbine TheoryIwan Ruhiyana100% (1)
- Catálogo de Turbinas GEDocument16 pagesCatálogo de Turbinas GEruben colqueNo ratings yet
- Jet Engine - 1Document21 pagesJet Engine - 1MuhammedNayeemNo ratings yet
- Datasheet 325 330 335WDocument2 pagesDatasheet 325 330 335WHichem ZouaouiNo ratings yet
- Maysun Solar CatalogueDocument6 pagesMaysun Solar CatalogueMartin BanákNo ratings yet
- NCES SyllabusDocument2 pagesNCES SyllabusscribsunilNo ratings yet
- Solar Power Tower: Aneena PaulsonDocument30 pagesSolar Power Tower: Aneena Paulsonmohit tailorNo ratings yet
- Energy Resources in Tamil Nadu - Smriti S 19R255Document2 pagesEnergy Resources in Tamil Nadu - Smriti S 19R255SmritiNo ratings yet
- Assistant Professor Mechanical Department, Vasad: Presented byDocument24 pagesAssistant Professor Mechanical Department, Vasad: Presented byshivani sutharNo ratings yet
- Viscosity-Temperature Diagram (VT Diagram)Document2 pagesViscosity-Temperature Diagram (VT Diagram)Juan Jose Sarazu Cotrina100% (1)
- BoilerDocument19 pagesBoilerHimanshu kumarNo ratings yet
- Energy Sources in The PhilippinesDocument3 pagesEnergy Sources in The PhilippinesKriz BizNo ratings yet
- Solar Inverter String Design CalculationsDocument4 pagesSolar Inverter String Design Calculationshammad engineeringNo ratings yet
- Three-Pressure-Level Combined CycleDocument41 pagesThree-Pressure-Level Combined CycleGianluca Castoldi Quintano100% (1)
- OFWHDocument2 pagesOFWHapi-3830954No ratings yet
- Eternalsun Spire - Whitepaper - Improving Uncertainty of Temperature Coefficients - v11 Hot Graphs TS SRDocument36 pagesEternalsun Spire - Whitepaper - Improving Uncertainty of Temperature Coefficients - v11 Hot Graphs TS SRShubham KumarNo ratings yet
- Write Up For Voc TRGDocument12 pagesWrite Up For Voc TRGPritish MohanNo ratings yet
- Green Illustrated Renewable Energies PresentationDocument12 pagesGreen Illustrated Renewable Energies PresentationSizzleropqm KejenNo ratings yet
- Heat Transfer Cheat SheetDocument2 pagesHeat Transfer Cheat Sheetlocke042No ratings yet
- GEDADocument2 pagesGEDAarpit85No ratings yet
- Formatif 4Document1 pageFormatif 4rizky andrianNo ratings yet
- LPbypass SystemDocument43 pagesLPbypass Systemamulya1981100% (1)
- Experiment 17: ObjectiveDocument5 pagesExperiment 17: ObjectiveAbdullah KhanNo ratings yet
- WIP TechnicalDocument3 pagesWIP TechnicalSuehNo ratings yet
- RDS-PS Satuated SteamDocument3 pagesRDS-PS Satuated SteamyoonghmNo ratings yet
- Chevrolet Equinox Service Manual ORLANDO 2.4 - Engine Mechanical Specifications (LAF, LEA, or LUK) - EngineDocument8 pagesChevrolet Equinox Service Manual ORLANDO 2.4 - Engine Mechanical Specifications (LAF, LEA, or LUK) - EnginejesusNo ratings yet











































































































Download as pdf or txt
You might also like
- Vertical Ice Condensing Technology: Sublimax TechnologiesDocument4 pagesVertical Ice Condensing Technology: Sublimax TechnologiesAditya Meita Nugraha100% (1)
- 3-Vapour Compression SystemsDocument18 pages3-Vapour Compression SystemsUtkarsh SinghNo ratings yet
- Aspirin PDFDocument3 pagesAspirin PDFRayan FuadNo ratings yet
- Condenser BasicsDocument4 pagesCondenser Basicsjimbzthegr8100% (3)
- Busting Four Myths For Absorption Cooling WhitepaperDocument11 pagesBusting Four Myths For Absorption Cooling WhitepaperANGEL MURILLONo ratings yet
- Absorption Chiller IntroductionDocument34 pagesAbsorption Chiller Introductiontan0314100% (1)
- Jci - Rajesh Dixit Webinar - FinalDocument30 pagesJci - Rajesh Dixit Webinar - FinalDewanjee AshrafNo ratings yet
- The New Old Chiller: Rajesh DixitDocument21 pagesThe New Old Chiller: Rajesh DixitNaresh Kumar GovindanNo ratings yet
- DC Absoption ChillerDocument18 pagesDC Absoption ChillermohamadNo ratings yet
- 07 - Absorption Chillers v1 Ho 2Document12 pages07 - Absorption Chillers v1 Ho 2amit3184No ratings yet
- To Smart CPC CollectorDocument16 pagesTo Smart CPC Collectorgurkan arif yalcinkayaNo ratings yet
- Water Treatment2Document107 pagesWater Treatment2Water Treatment & Process Technology waterNo ratings yet
- Vapor Absorption ChillerDocument38 pagesVapor Absorption ChillerKabir Sodhi100% (1)
- Reducing C.T. Operating CostsDocument5 pagesReducing C.T. Operating CostsYogesh Kumar SharmaNo ratings yet
- 4.HVAC and Refrigeration SystemDocument32 pages4.HVAC and Refrigeration SystemPrudhvi RajNo ratings yet
- Refrigeration (Part 2)Document14 pagesRefrigeration (Part 2)Lorenz BanadaNo ratings yet
- Hertz Heat RecoveryDocument11 pagesHertz Heat RecoverySergi MartínezNo ratings yet
- CFD Paper-8 ImpDocument8 pagesCFD Paper-8 ImpVedant .V.SiddapurNo ratings yet
- Applying Adiabatic and Steam Humidification Systems: Greg DrenskyDocument28 pagesApplying Adiabatic and Steam Humidification Systems: Greg Drenskydiagnoz7auto7carsvanNo ratings yet
- Basic PPT of VamDocument25 pagesBasic PPT of VamSiddhant Satpathy100% (2)
- Kristherm - Residential Split Heat PumpDocument4 pagesKristherm - Residential Split Heat PumpAbhishek PNo ratings yet
- Midea Split Heat PumpDocument4 pagesMidea Split Heat PumpDarryl de LangeNo ratings yet
- Boostherm DWV 01 2017 ENDocument6 pagesBoostherm DWV 01 2017 ENCarlos LehmanNo ratings yet
- Thermal Energy Storage A Simple Concept!: University of FloridaDocument49 pagesThermal Energy Storage A Simple Concept!: University of FloridachitradevipNo ratings yet
- Welcome To Field of CoolingDocument33 pagesWelcome To Field of CoolingSiddhant SatpathyNo ratings yet
- HLV Presentation To Prospects and Customers - 2013Document9 pagesHLV Presentation To Prospects and Customers - 2013atripathi2009No ratings yet
- Heat Exchanger Area & Boilup Rate CalculationDocument19 pagesHeat Exchanger Area & Boilup Rate CalculationNitin KurupNo ratings yet
- Student Mohammed Abdulla Desalination PresentationDocument23 pagesStudent Mohammed Abdulla Desalination PresentationNaveen KumarNo ratings yet
- Ammonia - A Natural Refrigerant: Environmentally Friendly, Economically EfficientDocument5 pagesAmmonia - A Natural Refrigerant: Environmentally Friendly, Economically EfficienthjduarteNo ratings yet
- Booster Korean Steam Generator ManualDocument26 pagesBooster Korean Steam Generator ManualUmar MajeedNo ratings yet
- Solahart ATMOS AIR Heat Pump Presentation V3 250221Document19 pagesSolahart ATMOS AIR Heat Pump Presentation V3 250221abhassarafNo ratings yet
- LS Absorption ChillersDocument8 pagesLS Absorption ChillersMuhammad Amin Uddin100% (1)
- Enervent PegasosTwinTropicDocument21 pagesEnervent PegasosTwinTropicbilal almelegyNo ratings yet
- Sri Krishna - Net ZeroDocument32 pagesSri Krishna - Net ZerojohndossNo ratings yet
- Technical Data Air Cooled Chiller 105 TRDocument3 pagesTechnical Data Air Cooled Chiller 105 TRHaris Siena100% (1)
- Dallas - Trends in Refrigerationsystem Architectureand Co2 en Us 3666534Document32 pagesDallas - Trends in Refrigerationsystem Architectureand Co2 en Us 3666534Luís AbreuNo ratings yet
- Microwave PyrolysisDocument38 pagesMicrowave PyrolysisiimcaemdwNo ratings yet
- HVACDocument29 pagesHVACimranakhtarNo ratings yet
- DTU Power PlantDocument22 pagesDTU Power PlantLeo GMNo ratings yet
- Assignment 3Document1 pageAssignment 3Deepak KumarNo ratings yet
- 20Th National Certification Examination FOR Energy Managers & Energy Auditors - September, 2019Document13 pages20Th National Certification Examination FOR Energy Managers & Energy Auditors - September, 2019Albert SekarNo ratings yet
- Peb Evaporation PDFDocument23 pagesPeb Evaporation PDFmessy munozNo ratings yet
- Energy Balance (Junio 19)Document20 pagesEnergy Balance (Junio 19)Walter HernandezNo ratings yet
- Hydrogen Production by Alkaline Water ElectrolysisDocument22 pagesHydrogen Production by Alkaline Water ElectrolysisAkash Gadekar100% (1)
- Calculation of Boiler EfficiencyDocument43 pagesCalculation of Boiler EfficiencyTamer Abd ElrasoulNo ratings yet
- CDI - Concept NoteDocument34 pagesCDI - Concept NoteRitche Lim BragaisNo ratings yet
- District Cooling: Efficiency Improvement in District Cooling System Using Direct CondensationDocument16 pagesDistrict Cooling: Efficiency Improvement in District Cooling System Using Direct CondensationIzah FriendsNo ratings yet
- 20th Exam P4 ADocument13 pages20th Exam P4 AkaaisNo ratings yet
- Titan Boiler Water Treatment Handbook 1Document33 pagesTitan Boiler Water Treatment Handbook 1Sunny OoiNo ratings yet
- Steam CalculatorDocument6 pagesSteam Calculatorthermaxteja2016No ratings yet
- Ece-1 2319 SlidesDocument34 pagesEce-1 2319 SlidesCarlos SalinasNo ratings yet
- Urea ManualDocument89 pagesUrea Manualabhay shuklaNo ratings yet
- Refrigeration Class ExamplesDocument7 pagesRefrigeration Class ExamplesSydney Jaydean KhanyileNo ratings yet
- 221-222-Operation costs-EN-160311-webDocument4 pages221-222-Operation costs-EN-160311-webmehdi4789No ratings yet
- LNCT Group Og Colleges, Gwalior LNCT: Mid Term-I Subject - Refrigeration & Air ConditioningDocument1 pageLNCT Group Og Colleges, Gwalior LNCT: Mid Term-I Subject - Refrigeration & Air Conditioningsuneel kumar rathoreNo ratings yet
- 06 Vapour Absorption Ref Systems 06Document12 pages06 Vapour Absorption Ref Systems 06scarpredator5No ratings yet
- Sizing of Water HeatersDocument6 pagesSizing of Water HeatersGeraldine LaceaNo ratings yet
- Datasheet PXL-1828-001 (MSA-100) - 2205 X 815 X 25Document4 pagesDatasheet PXL-1828-001 (MSA-100) - 2205 X 815 X 25Wilton PiresNo ratings yet
- Ice Plant Test RigDocument9 pagesIce Plant Test Rigramniwas123No ratings yet
- API AOPL Comments On Repair Intervals 04 13 06Document33 pagesAPI AOPL Comments On Repair Intervals 04 13 06mohamadNo ratings yet
- 2007 Standards PlanDocument9 pages2007 Standards PlanmohamadNo ratings yet
- Api Preshese GuideDocument3 pagesApi Preshese GuidemohamadNo ratings yet
- Duct SizingDocument3 pagesDuct SizingmohamadNo ratings yet
- Article 8Document14 pagesArticle 8mohamadNo ratings yet
- Psychometric ChartDocument1 pagePsychometric ChartmohamadNo ratings yet
- Trimac Booth# 2A91Document1 pageTrimac Booth# 2A91mohamadNo ratings yet
- AFT Fathom 11 Installation InstructionsDocument1 pageAFT Fathom 11 Installation InstructionsmohamadNo ratings yet
- Foam and MistDocument12 pagesFoam and MistmohamadNo ratings yet
- ANS Presentation SLDocument31 pagesANS Presentation SLmohamadNo ratings yet
- AFT Fathom 11 New FeaturesDocument1 pageAFT Fathom 11 New FeaturesmohamadNo ratings yet
- Ahu 1Document5 pagesAhu 1mohamadNo ratings yet
- GB Flemming Asia Pacific DC Forum 26th Sept 2012Document31 pagesGB Flemming Asia Pacific DC Forum 26th Sept 2012mohamadNo ratings yet
- The Big 5 Talks Green - GulfNewsDocument8 pagesThe Big 5 Talks Green - GulfNewsmohamadNo ratings yet
- Rightsizing HVAC Equipment: Column Engineer'S NotebookDocument4 pagesRightsizing HVAC Equipment: Column Engineer'S Notebookmohamad100% (1)
- G Berbari GEC 2012 Presentation Rev 2Document46 pagesG Berbari GEC 2012 Presentation Rev 2mohamadNo ratings yet
- 2A.2 MariacaDocument19 pages2A.2 MariacamohamadNo ratings yet
- Best Practices in Accelerating The Deployment of District EnergyDocument21 pagesBest Practices in Accelerating The Deployment of District EnergymohamadNo ratings yet
- Best Practice Examples of District Cooling SystemsDocument30 pagesBest Practice Examples of District Cooling SystemsmohamadNo ratings yet
- DC Absoption ChillerDocument18 pagesDC Absoption ChillermohamadNo ratings yet
- Absorption Chiller Operation ManualDocument58 pagesAbsorption Chiller Operation ManualmohamadNo ratings yet
- Métier B2T - District Heating and Cooling: Presentation - IDEA 10 June 2018Document21 pagesMétier B2T - District Heating and Cooling: Presentation - IDEA 10 June 2018mohamadNo ratings yet
- Third Expansion of Holy Haram Makkah Chiller Plants in Shamiya and AjiadDocument27 pagesThird Expansion of Holy Haram Makkah Chiller Plants in Shamiya and AjiadmohamadNo ratings yet
- ENGIE-District Heating & Cooling: Presentation - IDEA DUBAI December 2018Document30 pagesENGIE-District Heating & Cooling: Presentation - IDEA DUBAI December 2018mohamadNo ratings yet
- 4D.3 Hickford-Kulak TriggDocument25 pages4D.3 Hickford-Kulak TriggmohamadNo ratings yet
- ME401 Combustion CIDocument6 pagesME401 Combustion CIBalvinderNo ratings yet
- 5.1 Installation of Grate Duct Material SpecificationDocument6 pages5.1 Installation of Grate Duct Material Specificationbulabi2000No ratings yet
- Ds SPR E20 327 320 Residential DatasheetDocument2 pagesDs SPR E20 327 320 Residential DatasheetandreaNo ratings yet
- Gas Turbine Theory Gas Turbine TheoryDocument42 pagesGas Turbine Theory Gas Turbine TheoryIwan Ruhiyana100% (1)
- Catálogo de Turbinas GEDocument16 pagesCatálogo de Turbinas GEruben colqueNo ratings yet
- Jet Engine - 1Document21 pagesJet Engine - 1MuhammedNayeemNo ratings yet
- Datasheet 325 330 335WDocument2 pagesDatasheet 325 330 335WHichem ZouaouiNo ratings yet
- Maysun Solar CatalogueDocument6 pagesMaysun Solar CatalogueMartin BanákNo ratings yet
- NCES SyllabusDocument2 pagesNCES SyllabusscribsunilNo ratings yet
- Solar Power Tower: Aneena PaulsonDocument30 pagesSolar Power Tower: Aneena Paulsonmohit tailorNo ratings yet
- Energy Resources in Tamil Nadu - Smriti S 19R255Document2 pagesEnergy Resources in Tamil Nadu - Smriti S 19R255SmritiNo ratings yet
- Assistant Professor Mechanical Department, Vasad: Presented byDocument24 pagesAssistant Professor Mechanical Department, Vasad: Presented byshivani sutharNo ratings yet
- Viscosity-Temperature Diagram (VT Diagram)Document2 pagesViscosity-Temperature Diagram (VT Diagram)Juan Jose Sarazu Cotrina100% (1)
- BoilerDocument19 pagesBoilerHimanshu kumarNo ratings yet
- Energy Sources in The PhilippinesDocument3 pagesEnergy Sources in The PhilippinesKriz BizNo ratings yet
- Solar Inverter String Design CalculationsDocument4 pagesSolar Inverter String Design Calculationshammad engineeringNo ratings yet
- Three-Pressure-Level Combined CycleDocument41 pagesThree-Pressure-Level Combined CycleGianluca Castoldi Quintano100% (1)
- OFWHDocument2 pagesOFWHapi-3830954No ratings yet
- Eternalsun Spire - Whitepaper - Improving Uncertainty of Temperature Coefficients - v11 Hot Graphs TS SRDocument36 pagesEternalsun Spire - Whitepaper - Improving Uncertainty of Temperature Coefficients - v11 Hot Graphs TS SRShubham KumarNo ratings yet
- Write Up For Voc TRGDocument12 pagesWrite Up For Voc TRGPritish MohanNo ratings yet
- Green Illustrated Renewable Energies PresentationDocument12 pagesGreen Illustrated Renewable Energies PresentationSizzleropqm KejenNo ratings yet
- Heat Transfer Cheat SheetDocument2 pagesHeat Transfer Cheat Sheetlocke042No ratings yet
- GEDADocument2 pagesGEDAarpit85No ratings yet
- Formatif 4Document1 pageFormatif 4rizky andrianNo ratings yet
- LPbypass SystemDocument43 pagesLPbypass Systemamulya1981100% (1)
- Experiment 17: ObjectiveDocument5 pagesExperiment 17: ObjectiveAbdullah KhanNo ratings yet
- WIP TechnicalDocument3 pagesWIP TechnicalSuehNo ratings yet
- RDS-PS Satuated SteamDocument3 pagesRDS-PS Satuated SteamyoonghmNo ratings yet
- Chevrolet Equinox Service Manual ORLANDO 2.4 - Engine Mechanical Specifications (LAF, LEA, or LUK) - EngineDocument8 pagesChevrolet Equinox Service Manual ORLANDO 2.4 - Engine Mechanical Specifications (LAF, LEA, or LUK) - EnginejesusNo ratings yet