Download as pdf or txt
You might also like
- Joints: (QW - 402) : Wps No.: Bpscl/Shel/Wps - 04 DateDocument3 pagesJoints: (QW - 402) : Wps No.: Bpscl/Shel/Wps - 04 DateAmjad PathanNo ratings yet
- External Metric Thread Table Chart and Fastener Sizes M1Document7 pagesExternal Metric Thread Table Chart and Fastener Sizes M1Susheel GuptaNo ratings yet
- SAIC-W-2006 Rev 8Document4 pagesSAIC-W-2006 Rev 8saravananmenmathiNo ratings yet
- Saic D 2025Document10 pagesSaic D 2025jerinNo ratings yet
- SAIC-W-2085 Pre-Welding Inspection PDFDocument4 pagesSAIC-W-2085 Pre-Welding Inspection PDFkarioke mohaNo ratings yet
- Norma CWB Cambios en W47.1-2009Document6 pagesNorma CWB Cambios en W47.1-2009Jose ManuelNo ratings yet
- Sfa-5 28Document32 pagesSfa-5 28Bruno FDNo ratings yet
- QA-QC - Requirements - RevDocument7 pagesQA-QC - Requirements - RevarissaNo ratings yet
- Paint For SteelDocument11 pagesPaint For SteelSaud PathiranaNo ratings yet
- CV 2023Document5 pagesCV 2023AmitNo ratings yet
- Weld Weave WidthDocument4 pagesWeld Weave Widthapply19842371No ratings yet
- DPT Report 02Document2 pagesDPT Report 02Amit Hasan100% (1)
- Material Traceability ProcedureDocument12 pagesMaterial Traceability Procedureqamar qateebNo ratings yet
- CBT QuestionsDocument17 pagesCBT QuestionsNaseer Ahmed SokhalNo ratings yet
- LV Switch Board 1.1.2 - Test Report For Visual Check Report: ClientDocument1 pageLV Switch Board 1.1.2 - Test Report For Visual Check Report: ClientsameershahzanNo ratings yet
- Blasting Painting ReportDocument1 pageBlasting Painting ReportRafiqKuNo ratings yet
- CPVC ChecklistDocument1 pageCPVC Checklistchakravarthi kanugulaNo ratings yet
- SAIC-LT-2007 LeaK Testing-Vacuum BoxDocument3 pagesSAIC-LT-2007 LeaK Testing-Vacuum BoxKirubhakarPooranamNo ratings yet
- WFP 2 01 Procedure R1Document8 pagesWFP 2 01 Procedure R1leodavid87No ratings yet
- Hardness Pro Form1Document2 pagesHardness Pro Form1gst ajah100% (1)
- Internal NCR Log For Satellite 30aug18Document4 pagesInternal NCR Log For Satellite 30aug18GA JonNo ratings yet
- QC Engineer (Mechanical) - 2Document5 pagesQC Engineer (Mechanical) - 2Rajkumar ANo ratings yet
- AKP Storage TanksDocument51 pagesAKP Storage Tankscris_2010No ratings yet
- Pipe Sizes and DimensionsDocument10 pagesPipe Sizes and DimensionsAbuAhmedQuaziNo ratings yet
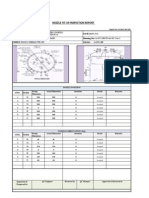
- Nozzle Fit-Up Inspection Report: Inspected & Prepared byDocument9 pagesNozzle Fit-Up Inspection Report: Inspected & Prepared byDaison PaulNo ratings yet
- Scope of ResponsibilitiesDocument2 pagesScope of ResponsibilitiesMuthu Srinivasan Muthu Selvam100% (1)
- Roundness Before Weld TK012-strike 1Document2 pagesRoundness Before Weld TK012-strike 1yuwantoniNo ratings yet
- Cement Lining (Pipe & Fittings) : Inspection Assignment PackageDocument6 pagesCement Lining (Pipe & Fittings) : Inspection Assignment PackageShahul Hameed RazikNo ratings yet
- Resume Sample PDFDocument4 pagesResume Sample PDFamitrdttecNo ratings yet
- Paint Guide For GI SteelDocument12 pagesPaint Guide For GI SteelDiLungBanNo ratings yet
- Vinothkannan Quality Control InspectorDocument5 pagesVinothkannan Quality Control Inspectorabi4evrNo ratings yet
- CV of QC Inspector Civil Mohammed Abu SufiyanDocument4 pagesCV of QC Inspector Civil Mohammed Abu SufiyanAlghanimNo ratings yet
- Storage Handling Recommendations For ConDocument7 pagesStorage Handling Recommendations For ConAmir Reza RashidfarokhiNo ratings yet
- Fabricatin Inspection Testing of Structural ProductDocument44 pagesFabricatin Inspection Testing of Structural ProductwalitedisonNo ratings yet
- 003 - PTS - Pipeline Welding - Rev 0Document38 pages003 - PTS - Pipeline Welding - Rev 0Praveen KumarNo ratings yet
- Visual Welding Inspector Course TopicsDocument40 pagesVisual Welding Inspector Course TopicsJohn Dare100% (2)
- Welding Electrode Baking Control SheetDocument1 pageWelding Electrode Baking Control SheetEIWAANo ratings yet
- TWI CSWIP Training Plan - Dynaquest Energy LimitedDocument2 pagesTWI CSWIP Training Plan - Dynaquest Energy LimitedAdeniyi100% (1)
- Welding Procedure QualificationDocument23 pagesWelding Procedure QualificationHosam AhmedNo ratings yet
- QC Multi Inspector CV - 2023Document7 pagesQC Multi Inspector CV - 2023Kshama RaiNo ratings yet
- Role of QAQC Eng.Document38 pagesRole of QAQC Eng.arunkumar100% (2)
- Sabic Specification Master List For Sharq Project: Al Rushaid Construction Co., LTDDocument21 pagesSabic Specification Master List For Sharq Project: Al Rushaid Construction Co., LTDrex valencia100% (1)
- Final Inspection ProcedureDocument1 pageFinal Inspection ProcedurePamela ColemanNo ratings yet
- Quality RequirementsDocument26 pagesQuality RequirementsDilip PatilNo ratings yet
- (Painting Works) : Inspection and Test PlanDocument2 pages(Painting Works) : Inspection and Test Planrize1159No ratings yet
- Gate & Globe PDFDocument0 pagesGate & Globe PDFZoebairNo ratings yet
- Satip W 014 01Document12 pagesSatip W 014 01spravin231No ratings yet
- 07-Schedule A - Inspection & Test Plan ITPDocument2 pages07-Schedule A - Inspection & Test Plan ITPamir100% (1)
- Paint Coating Stainless SteelsDocument2 pagesPaint Coating Stainless SteelsSilva NumaNo ratings yet
- Welding Inspector Job and ResponsilbilitiesDocument5 pagesWelding Inspector Job and ResponsilbilitiesFelix GomintongNo ratings yet
- Quality Assurance Plan: NEW AGE FAB Technologies Pvt. LTDDocument6 pagesQuality Assurance Plan: NEW AGE FAB Technologies Pvt. LTDRajnikant PatelNo ratings yet
- Good Practices Guide To Dark Rooms OperationsDocument3 pagesGood Practices Guide To Dark Rooms OperationsJayvee Baradas Valdez0% (1)
- SATR-L-2001 Rev 2 - Flange Joint Tightening Inspection ReportDocument12 pagesSATR-L-2001 Rev 2 - Flange Joint Tightening Inspection Reportdeepa narayan100% (1)
- CSWIP-3.2.2 & API 570 - BiswajitDocument5 pagesCSWIP-3.2.2 & API 570 - BiswajitmanojNo ratings yet
- CV Aravind API InspectorDocument12 pagesCV Aravind API Inspectorநான் மகான் அல்லNo ratings yet
- PID ResponsibilityDocument2 pagesPID Responsibilityimurugan06No ratings yet
- Submerged Arc Welding (Saw)Document5 pagesSubmerged Arc Welding (Saw)Nnaji Chukwuma SlamNo ratings yet
- P.E.S.B. Engineering SDN - BHD.: Quality PolicyDocument1 pageP.E.S.B. Engineering SDN - BHD.: Quality PolicyZulhasri WahapNo ratings yet
- Shrikant B. Moje CVDocument6 pagesShrikant B. Moje CVPaul PhiliphsNo ratings yet
- Inspection In Manufacturing A Complete Guide - 2020 EditionFrom EverandInspection In Manufacturing A Complete Guide - 2020 EditionNo ratings yet
- Saudi Aramco Inspection Checklist: In-Process Welding Inspection (API Tanks) SAIC-W-2086 31-Aug-11 WeldDocument3 pagesSaudi Aramco Inspection Checklist: In-Process Welding Inspection (API Tanks) SAIC-W-2086 31-Aug-11 WeldAnonymous 4e7GNjzGWNo ratings yet
- SAIC-W-2007 Rev 8Document6 pagesSAIC-W-2007 Rev 8saravananmenmathiNo ratings yet
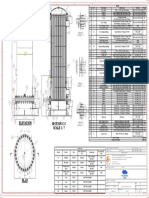
- 3 Stack 00001Document1 page3 Stack 00001karioke mohaNo ratings yet
- Stainless SteelDocument6 pagesStainless Steelkarioke mohaNo ratings yet
- 1949Document23 pages1949karioke mohaNo ratings yet
- Jotamastic 87 TDSDocument5 pagesJotamastic 87 TDSSathishkumar SrinivasanNo ratings yet
- Pumps Maintenance and Mechanical SealsDocument5 pagesPumps Maintenance and Mechanical Sealskarioke mohaNo ratings yet
- Oc 0001Document1 pageOc 0001karioke mohaNo ratings yet
- Seal Reliability and Failure AnalysisDocument41 pagesSeal Reliability and Failure Analysiskarioke mohaNo ratings yet
- Name: - DateDocument7 pagesName: - Datekarioke mohaNo ratings yet
- Chapter (1) IntroductionDocument10 pagesChapter (1) Introductionkarioke mohaNo ratings yet
- Chapter (5) Pump System CurveDocument27 pagesChapter (5) Pump System Curvekarioke mohaNo ratings yet
- Chapter (4) Pump InstallationDocument21 pagesChapter (4) Pump Installationkarioke mohaNo ratings yet
- MFDFDDocument1 pageMFDFDkarioke mohaNo ratings yet
- Pumps DatasheetDocument15 pagesPumps Datasheetkarioke mohaNo ratings yet
- Chapter (7) Pump MaintenanceDocument24 pagesChapter (7) Pump Maintenancekarioke mohaNo ratings yet
- Multiple Choice Pre Test Pump - 2Document3 pagesMultiple Choice Pre Test Pump - 2karioke mohaNo ratings yet
- Classification and Characteristics of Rolling BearingsDocument7 pagesClassification and Characteristics of Rolling Bearingskarioke mohaNo ratings yet
- Multiple Choice Pre Test Pump - 2Document3 pagesMultiple Choice Pre Test Pump - 2karioke mohaNo ratings yet
- Multiple Choice Pre Test PumpDocument3 pagesMultiple Choice Pre Test Pumpkarioke mohaNo ratings yet
- Multiple Choice Pre Test PumpDocument2 pagesMultiple Choice Pre Test Pumpkarioke mohaNo ratings yet
- Goulds Pump DatasheetDocument8 pagesGoulds Pump Datasheetkarioke mohaNo ratings yet
- SAIC-W-2082 Validation of Welding Equipment (EE)Document4 pagesSAIC-W-2082 Validation of Welding Equipment (EE)karioke mohaNo ratings yet
- Pump Final ExamDocument1 pagePump Final Examkarioke mohaNo ratings yet
- Scan0519 000Document1 pageScan0519 000karioke mohaNo ratings yet
- SAIC-W-2078 Review PWHT Proc For TankDocument5 pagesSAIC-W-2078 Review PWHT Proc For Tankkarioke mohaNo ratings yet
- SAIC-W-2083 Control of Welding Consum For Tank ConstDocument2 pagesSAIC-W-2083 Control of Welding Consum For Tank Constkarioke mohaNo ratings yet
- Table 6 Reducing Threaded and Slip-On Pipe Flanges For Classes 150 Through 2500 Pipe FlangesDocument1 pageTable 6 Reducing Threaded and Slip-On Pipe Flanges For Classes 150 Through 2500 Pipe Flangeskarioke mohaNo ratings yet
- SAIC-W-2085 Pre-Welding Inspection PDFDocument4 pagesSAIC-W-2085 Pre-Welding Inspection PDFkarioke mohaNo ratings yet
- Table 1 Chemical Requirements Table 2 Mechanical Requirements (Note (1) )Document1 pageTable 1 Chemical Requirements Table 2 Mechanical Requirements (Note (1) )karioke mohaNo ratings yet
- Vload 2Document1 pageVload 2karioke mohaNo ratings yet
- SAIC-W-2086 In-Process Welding Inspection PDFDocument5 pagesSAIC-W-2086 In-Process Welding Inspection PDFkarioke mohaNo ratings yet
- Cartridge AssembliesDocument16 pagesCartridge Assembliesandres_1984_No ratings yet
- Welder-456A-EN-TS Skill LevelDocument6 pagesWelder-456A-EN-TS Skill LevelAnilNo ratings yet
- Tandem GMAWDocument2 pagesTandem GMAWNirmal GhoshNo ratings yet
- Aws z49-1 PDFDocument58 pagesAws z49-1 PDFTaylorNo ratings yet
- Welding MJ-1Document13 pagesWelding MJ-1P2109 Praphul HampapuramNo ratings yet
- Operator CAB (Cab Interior) (Standard) - S530 PDFDocument3 pagesOperator CAB (Cab Interior) (Standard) - S530 PDFPepe AlNo ratings yet
- CHP 31 Brazing, Soldering and Adhesive BondingDocument38 pagesCHP 31 Brazing, Soldering and Adhesive BondingSaAhRaNo ratings yet
- Cement Co-EfficientDocument4 pagesCement Co-EfficientSyed Nizam ElahiNo ratings yet
- AWS Classification System SAWDocument5 pagesAWS Classification System SAWperungguNo ratings yet
- WELDINGDocument6 pagesWELDINGDinusha ThirimaduraNo ratings yet
- RPL Control Valve PT - BipDocument4 pagesRPL Control Valve PT - Bip2ulkifly 5dirmanNo ratings yet
- Bantog - Finals HW 2Document3 pagesBantog - Finals HW 2Penuel G. BantogNo ratings yet
- CE112 Lecture 5Document28 pagesCE112 Lecture 5Muhammad Israr KhanNo ratings yet
- Bohler Welding in Tool MakingDocument24 pagesBohler Welding in Tool MakingcfcshakerNo ratings yet
- SMAW DuniDocument4 pagesSMAW DuniMuhammad Fitransyah Syamsuar PutraNo ratings yet
- WPQ 양식 김정균 (DSHI Rev.0)Document5 pagesWPQ 양식 김정균 (DSHI Rev.0)이훈No ratings yet
- RJ45 Connector Crimping GuideDocument6 pagesRJ45 Connector Crimping GuidelonkdayNo ratings yet
- Conversion Tables, Inches - MM - Nordic Fastening Group ABDocument1 pageConversion Tables, Inches - MM - Nordic Fastening Group ABSudhakar KrishnamurthyNo ratings yet
- Welding MapDocument10 pagesWelding MapWiwik HaryadiNo ratings yet
- Despiece FI 160 - 200 - 200WDocument59 pagesDespiece FI 160 - 200 - 200WJoel FontanellaNo ratings yet
- Ch-3 - Advanced Welding ProcessesDocument17 pagesCh-3 - Advanced Welding ProcessesNishanta BasisthaNo ratings yet
- SMAW (Common Questions)Document2 pagesSMAW (Common Questions)SuzetteBragaSamuelaNo ratings yet
- Welding Haynes Hr120Document3 pagesWelding Haynes Hr120Raymond de WeeverNo ratings yet
- MultimediaDocument2 pagesMultimediaThuy NguyenNo ratings yet
- Portland Cement Type Cem Ii - A-L 42.5 NDocument2 pagesPortland Cement Type Cem Ii - A-L 42.5 NAllache IsmailNo ratings yet
- Air Cooled Pro-Grip Max TIG Welding TorchDocument1 pageAir Cooled Pro-Grip Max TIG Welding TorchHoque AnamulNo ratings yet
- WPS For SSDocument1 pageWPS For SSdeepakNo ratings yet
- InotecDocument80 pagesInotecDamián AguiNo ratings yet