Download as pdf or txt
You might also like
- Metal Cutting TrainingDocument13 pagesMetal Cutting Trainingநளின் கான்No ratings yet
- PB Uddeholm Arne EnglishDocument12 pagesPB Uddeholm Arne EnglishffnNo ratings yet
- Jewelry Making Dictionary GlossaryDocument16 pagesJewelry Making Dictionary Glossarymarimadi100% (1)
- Outokumpu Machining Guideline Ultra 254SMODocument2 pagesOutokumpu Machining Guideline Ultra 254SMOzhiqianxuNo ratings yet
- Catalogue-Tungaloy - 12 - Grades andDocument49 pagesCatalogue-Tungaloy - 12 - Grades andJose' TNo ratings yet
- SSAB Machining Strenx 2017Document28 pagesSSAB Machining Strenx 2017RogerNo ratings yet
- Cut-Off Wheels For Stationary Applications: CatalogueDocument20 pagesCut-Off Wheels For Stationary Applications: CatalogueСтоян МитевNo ratings yet
- b205g - MS Plus - 201601Document44 pagesb205g - MS Plus - 201601Alexandre SouzaNo ratings yet
- Scule Pentru Industria AerospațialăDocument28 pagesScule Pentru Industria AerospațialăPascu Tiberiu CiprianNo ratings yet
- Outokumpu Machining Guidelines For Forta DX2205Document2 pagesOutokumpu Machining Guidelines For Forta DX2205chavico113No ratings yet
- Milling-Parameters Tooling BlockDocument22 pagesMilling-Parameters Tooling BlockJan VaandragerNo ratings yet
- Speed and Feed For Lathe MachiningDocument6 pagesSpeed and Feed For Lathe MachiningThinesh ChanderNo ratings yet
- Outokumpu Machining Guidelines For Forta LDX2404Document2 pagesOutokumpu Machining Guidelines For Forta LDX2404chavico113No ratings yet
- Speeds and Feeds: © 2013 Project Lead The Way, Inc. Computer Integrated ManufacturingDocument28 pagesSpeeds and Feeds: © 2013 Project Lead The Way, Inc. Computer Integrated ManufacturingAbel David Olmos BotelloNo ratings yet
- Gear Tool Combined SmallDocument2 pagesGear Tool Combined SmallCAT MINING SHOVELNo ratings yet
- ME II Lab Manual PDFDocument12 pagesME II Lab Manual PDFAbhay TiwariNo ratings yet
- Coromill® Plura Gannet For Hrsa: Optimized Solid End Mill For Plunging in HrsaDocument4 pagesCoromill® Plura Gannet For Hrsa: Optimized Solid End Mill For Plunging in HrsaazharzebNo ratings yet
- Guhring Milling CuttersDocument152 pagesGuhring Milling CuttersNursapta nugrohoNo ratings yet
- Worm Gear Sets enDocument29 pagesWorm Gear Sets enmohammad khoraminiaNo ratings yet
- Catalogue Worm Gear Sets and Customised Worm Gear SetsDocument30 pagesCatalogue Worm Gear Sets and Customised Worm Gear Setsfog900No ratings yet
- Precidur 16Mncr5: Case Hardening SteelDocument3 pagesPrecidur 16Mncr5: Case Hardening SteelShubhangi ShindeNo ratings yet
- Turning Handbook: General Turning - Parting and Grooving - ThreadingDocument53 pagesTurning Handbook: General Turning - Parting and Grooving - ThreadingMindrila BogdanNo ratings yet
- Machining Duplex Stainless Steels: Shop Sheet 103Document4 pagesMachining Duplex Stainless Steels: Shop Sheet 103Adrian CeplinschiNo ratings yet
- Precidur C45/C45E: Heat Treatable and Spring SteelDocument3 pagesPrecidur C45/C45E: Heat Treatable and Spring SteelAsad EjazNo ratings yet
- Fresamento SharpDocument16 pagesFresamento SharpklismannengelsNo ratings yet
- Grane: Cutting Data RecommendationsDocument4 pagesGrane: Cutting Data RecommendationsBang JOJONNo ratings yet
- Krar Unit 60Document21 pagesKrar Unit 60Aman QaisarNo ratings yet
- Hard Part Turning With CBNDocument44 pagesHard Part Turning With CBNenamicul50No ratings yet
- Tools For Aluminium Composite PanelsDocument4 pagesTools For Aluminium Composite PanelsQuoc HaNo ratings yet
- Grinding Process BoreDocument22 pagesGrinding Process Boremaulikgadara50% (2)
- Q&Q 16 Pages - Uk LDDocument16 pagesQ&Q 16 Pages - Uk LDMichel ClaytonNo ratings yet
- Dura Bar Machining GuideDocument4 pagesDura Bar Machining GuidericassterNo ratings yet
- Catalogo LaminaDocument320 pagesCatalogo LaminaHumberto José Reyes CevallosNo ratings yet
- Turbine Blade MachiningDocument8 pagesTurbine Blade MachiningZeeshan HameedNo ratings yet
- Z-Carb JetStream SpeedFeedDocument2 pagesZ-Carb JetStream SpeedFeedalphatoolsNo ratings yet
- 05a - MSM 86 - e PDFDocument2 pages05a - MSM 86 - e PDFMuhammad Nur CahyadiNo ratings yet
- Vertical and Horizontal Turning/Grinding CentersDocument18 pagesVertical and Horizontal Turning/Grinding CentersArchi DamosNo ratings yet
- 509 - Drill Force MeisterDocument16 pages509 - Drill Force MeisterVinicius Sabrina PedroNo ratings yet
- Arne English 991008Document7 pagesArne English 991008Mas Ist AsNo ratings yet
- Halnn CBN & PCD InsertsDocument9 pagesHalnn CBN & PCD InsertsVicente García100% (1)
- Thyssenkrupp dd12 Product Information Precision Steel enDocument3 pagesThyssenkrupp dd12 Product Information Precision Steel entablicafiskalNo ratings yet
- Technology Ii: Industrial EngineeringDocument23 pagesTechnology Ii: Industrial EngineeringSergio Daniel Humberto Acosta SantosNo ratings yet
- Interlloy Grade 1045 Carbon Steel BarDocument3 pagesInterlloy Grade 1045 Carbon Steel BarPRASHANT KANTENo ratings yet
- VF HVRBDocument12 pagesVF HVRBNAHRUDIN KOLIĆNo ratings yet
- E74 Heavy TurningDocument4 pagesE74 Heavy TurningFabianoKovalechenNo ratings yet
- Finding CGDocument22 pagesFinding CGDURGGA PRASADDNo ratings yet
- Thyssenkrupp 22mnb5 Product Information Precision Steel enDocument3 pagesThyssenkrupp 22mnb5 Product Information Precision Steel enpierocarnelociNo ratings yet
- Élhajlító SzerszámkatalógusDocument28 pagesÉlhajlító SzerszámkatalógusIls Inzinering100% (1)
- DS Wear Creusabro Superten 2020 1Document3 pagesDS Wear Creusabro Superten 2020 1Erdinc BayatNo ratings yet
- Series: Ultra High Performance Vertical Machining CenterDocument20 pagesSeries: Ultra High Performance Vertical Machining Centerwataneta valveNo ratings yet
- ZBO Wireline ComplexDocument28 pagesZBO Wireline ComplexLUIS GUILLERMONo ratings yet
- Universal Cutter GrinderDocument1 pageUniversal Cutter Grinderangel jhoan nuñez ramosNo ratings yet
- Catalogo LAMINADocument389 pagesCatalogo LAMINAJose' TNo ratings yet
- Hoist Chains: For Manual and Motor-Driven HoistsDocument12 pagesHoist Chains: For Manual and Motor-Driven HoistsjoosuasinagaNo ratings yet
- Hallite RDS DatasheetDocument7 pagesHallite RDS DatasheetTHAI PHINo ratings yet
- Cat LoaDocument56 pagesCat LoaHugo C.P.No ratings yet
- Circular Saw - Technical DescriptionDocument17 pagesCircular Saw - Technical DescriptionPuneeth KumarNo ratings yet
- Precidur DD11: Mild, Unalloyed SteelDocument3 pagesPrecidur DD11: Mild, Unalloyed SteelMada TetoNo ratings yet
- CK45Document5 pagesCK45kumhluangNo ratings yet
- Comparação Das Emissões de Gases de Efeito Estufa em Uma Cooperativa de Reciclagem de MateriaisDocument20 pagesComparação Das Emissões de Gases de Efeito Estufa em Uma Cooperativa de Reciclagem de MateriaisJoao Inacio Bezerra da silvaNo ratings yet
- 2marks U4 Power PlantDocument5 pages2marks U4 Power PlantAnonymous MLC7TDLXO9No ratings yet
- PP Push-Fit Drainage Solutions Catalogue: "Superior German Quality"Document31 pagesPP Push-Fit Drainage Solutions Catalogue: "Superior German Quality"holoNo ratings yet
- Ks Permaglide CatalogueDocument76 pagesKs Permaglide CatalogueSkocko SkockicNo ratings yet
- Industrial List AurangabadDocument39 pagesIndustrial List AurangabadRanadeep Reddy ChezerlaNo ratings yet
- Bladder TechnologyDocument43 pagesBladder TechnologyShashiBhushanSahani100% (3)
- Ball Valve CatalogDocument16 pagesBall Valve CatalogRamaswamy Neelakantan NNo ratings yet
- Final Year Project Proposal Summary BanaDocument1 pageFinal Year Project Proposal Summary BanaOrakpor Austine OghenenievumeNo ratings yet
- Door SheetDocument5 pagesDoor SheetShanmuga Navaneethan100% (1)
- Road RollersDocument29 pagesRoad RollersThomas Wayne100% (1)
- AFPM Cat Cracker FinalDocument24 pagesAFPM Cat Cracker FinalAle SanzNo ratings yet
- D-050 D-050-C D-052: Combination Air ValveDocument6 pagesD-050 D-050-C D-052: Combination Air Valve7erick7No ratings yet
- Centrifugal Pump BrochuresDocument16 pagesCentrifugal Pump BrochuresAbsar Mamun100% (3)
- Durability of Coating Repair Systems For Offshore Services - Eurocorr 2014Document17 pagesDurability of Coating Repair Systems For Offshore Services - Eurocorr 2014ANIBALLOPEZVEGA100% (1)
- Specification PDFDocument690 pagesSpecification PDFVictor HutahaeanNo ratings yet
- Seismic Senor Development ESR 3.2Document17 pagesSeismic Senor Development ESR 3.2Dhananjai SharmaNo ratings yet
- Aspirin Consists of CarbonDocument4 pagesAspirin Consists of Carbonchemistry masterNo ratings yet
- Chapter-3. Raw Materials Used in Steel PlantDocument8 pagesChapter-3. Raw Materials Used in Steel PlantAnkur Taneja100% (4)
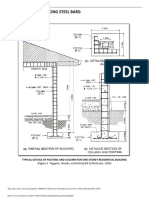
- Estimating Reinforcing Steel Bars PDFDocument2 pagesEstimating Reinforcing Steel Bars PDFGRACE RAGUDOSNo ratings yet
- 7 Things To Know About Flash RustDocument4 pages7 Things To Know About Flash RustManolo CastilloNo ratings yet
- Rheocrete CNI - ASTM G 109 - ScannedDocument17 pagesRheocrete CNI - ASTM G 109 - ScannedsunilbauchkarNo ratings yet
- TSN ConnectionsDocument38 pagesTSN ConnectionsAnonymous PjmE9RJcghNo ratings yet
- Battery Unit ServicingDocument8 pagesBattery Unit ServicingLeonardo Alfonso Carcamo CarreñoNo ratings yet
- Walsall Hazardous Area & Explosion Proof Electrical EquipmentDocument12 pagesWalsall Hazardous Area & Explosion Proof Electrical EquipmentAmiruddin Abdul RahimNo ratings yet
- Upgrading-Of-Heavy-Oils Ancheyta 2013 PDFDocument26 pagesUpgrading-Of-Heavy-Oils Ancheyta 2013 PDFRafael Quintana MejiaNo ratings yet
- TLM Sitram Gasguard8 enDocument6 pagesTLM Sitram Gasguard8 enreza515heiNo ratings yet
- Current and Future Standards & Guidelines For Oil & Gas Sector in India and Status of Its ImplementationDocument64 pagesCurrent and Future Standards & Guidelines For Oil & Gas Sector in India and Status of Its ImplementationVaishnavi JayakumarNo ratings yet
- DCDocument25 pagesDCaries26marchNo ratings yet