Download as pdf or txt
You might also like
- TN Chhabra NotesDocument4 pagesTN Chhabra NotesRahul Chopra100% (2)
- Peta Proses OperasiDocument1 pagePeta Proses OperasiEko Adhitya Warman100% (2)
- Assignment - Nonia Fatima Da Costa Martins - 1201173475 - TI41INTDocument2 pagesAssignment - Nonia Fatima Da Costa Martins - 1201173475 - TI41INTNoniaNo ratings yet
- BAB I LayoutDocument3 pagesBAB I LayoutRamadhan IlhamNo ratings yet
- CMA Part 1 Summary of Part 1 - 2015Document75 pagesCMA Part 1 Summary of Part 1 - 2015SiddharthaSaiKrishnaGonuguntla100% (4)
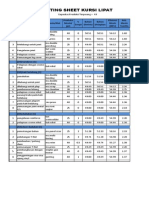
- Routing Sheet: Nama Produk:Meja Komputer Minimalis Nama Peta: Dipetakan Oleh:Kelompok Tanggal DipetakanDocument1 pageRouting Sheet: Nama Produk:Meja Komputer Minimalis Nama Peta: Dipetakan Oleh:Kelompok Tanggal DipetakanMoh Sadam MasoyangNo ratings yet
- Flow Chart Pengolahan Kelapa Sawit Menjadi Crude Palm Oil-DikonversiDocument1 pageFlow Chart Pengolahan Kelapa Sawit Menjadi Crude Palm Oil-DikonversiAndi Ryan RinaldiNo ratings yet
- Blood BankDocument3 pagesBlood BankArum SuryaNo ratings yet
- PEMSIS Bab 14 Kelompok 11 12Document84 pagesPEMSIS Bab 14 Kelompok 11 12Husain SugemaNo ratings yet
- Kasus Bayes Dan MPEDocument51 pagesKasus Bayes Dan MPEnadia anwarNo ratings yet
- 610 73 2918 1 10 20181130Document10 pages610 73 2918 1 10 20181130Pinni NursaeniNo ratings yet
- DAFTAR PUSTAKA PengeringanDocument1 pageDAFTAR PUSTAKA Pengeringannur irfana mardiyahNo ratings yet
- Acceptance Sampling AtributDocument37 pagesAcceptance Sampling AtributRosiana RahmaNo ratings yet
- SM 2 - Konsep Dasar Dan Model Sistem ManufakturDocument34 pagesSM 2 - Konsep Dasar Dan Model Sistem ManufakturMuhammad Iman SyahNo ratings yet
- Implementasi Reliability Centered Maintenance (RCM) Pada Sistem Plate-Shearing Machine (Studi Kasus: Pt. Ometraco Arya Samanta)Document16 pagesImplementasi Reliability Centered Maintenance (RCM) Pada Sistem Plate-Shearing Machine (Studi Kasus: Pt. Ometraco Arya Samanta)Abdul GofurNo ratings yet
- Desain Proses Produksi Survival Knife Dengan Metode OperationDocument4 pagesDesain Proses Produksi Survival Knife Dengan Metode OperationSalim NurNo ratings yet
- SQL Where PDFDocument3 pagesSQL Where PDFRacez GabonNo ratings yet
- Modul Praktikum Perancangan Tata Letak FasilitasDocument74 pagesModul Praktikum Perancangan Tata Letak FasilitasHafidz Asy'ari AkbarNo ratings yet
- Jurnal RWLDocument7 pagesJurnal RWLIyangNo ratings yet
- Pendahuluan PtiDocument14 pagesPendahuluan PtiSonia Yusuf KahfiNo ratings yet
- Warehousing: 8. Warehousing Senator Nur Bahagi@Document56 pagesWarehousing: 8. Warehousing Senator Nur Bahagi@riyadiNo ratings yet
- 6 Sigma Conversion Table PDFDocument1 page6 Sigma Conversion Table PDFAmit DixitNo ratings yet
- Anthropometry of Male Agricultural Workers of Western India For The Design of Tools and EquipmentsDocument6 pagesAnthropometry of Male Agricultural Workers of Western India For The Design of Tools and EquipmentsRavindra vyavahareNo ratings yet
- Final Revision Jurnal NCIE - Feby Sanna SibaraniDocument9 pagesFinal Revision Jurnal NCIE - Feby Sanna Sibaranifeby sannaNo ratings yet
- Actividad Ingles 1.2 Safety ToolsDocument2 pagesActividad Ingles 1.2 Safety ToolsVíctor Manuel Sánchez FajardoNo ratings yet
- Routing SheetDocument11 pagesRouting SheetRaden Sanjhi MuliyanaNo ratings yet
- Table Dodge RomigDocument14 pagesTable Dodge RomigMaritsa Elizabeth Huerta ReyesNo ratings yet
- Rancangan Karakuri KaizenDocument11 pagesRancangan Karakuri KaizenDryanNo ratings yet
- Teknologi Dan MasyarakatDocument81 pagesTeknologi Dan MasyarakatYunia Dwie Nurcahyanie100% (2)
- Bill of MaterialDocument1 pageBill of MaterialdesvicoNo ratings yet
- Simulasi Antrian Pada Super Market Menggunakan Software ArenaDocument6 pagesSimulasi Antrian Pada Super Market Menggunakan Software ArenakacangijoxxxNo ratings yet
- Contoh CV Cleaning ServiceDocument8 pagesContoh CV Cleaning ServiceKomari SugengNo ratings yet
- MATERI TRAINING PT INATEX 13 Maret 21Document66 pagesMATERI TRAINING PT INATEX 13 Maret 21RiparazanNo ratings yet
- Pelatihan Sheet Metal Pembuatan Oven Guna Peningkatan Usaha Mikro Skala Industry Rumahtangga Di Desa RumahtigaDocument8 pagesPelatihan Sheet Metal Pembuatan Oven Guna Peningkatan Usaha Mikro Skala Industry Rumahtangga Di Desa RumahtigaEvandro ManuputtyNo ratings yet
- Designing Global Supply Chain NetworksDocument3 pagesDesigning Global Supply Chain NetworksHAFIZHAH KHAERANINo ratings yet
- Six Sigma Conversion TableDocument1 pageSix Sigma Conversion TableRADHIKANo ratings yet
- Rancang Bangun Degumming Pengolahan Cpo (Crude Palm Oil) AllDocument61 pagesRancang Bangun Degumming Pengolahan Cpo (Crude Palm Oil) AllNovianti NoviNo ratings yet
- CH 15Document10 pagesCH 15asma aslamNo ratings yet
- Bhumal Method Operasional ManagementDocument18 pagesBhumal Method Operasional ManagementRamdani MukhyiNo ratings yet
- Print OkDocument5 pagesPrint Okmafud100% (1)
- BOOK OF ABSTRACT ICGT 2019 - Revision PDFDocument219 pagesBOOK OF ABSTRACT ICGT 2019 - Revision PDFEnyNo ratings yet
- Simulasi Sistem IndustriDocument12 pagesSimulasi Sistem Industrisarip hidayatNo ratings yet
- Perancangan Dan Analisis Belt Conveyor Kapasitas 150 Ton/Jam Berdasarkan Standar CEMA Dan DIN 22101Document9 pagesPerancangan Dan Analisis Belt Conveyor Kapasitas 150 Ton/Jam Berdasarkan Standar CEMA Dan DIN 22101eko nurmawanNo ratings yet
- Jurnal Tugas Akhir - Implementasi Lean Manufacturing Dalam Meminimasi Waste Pada Lantai ProduksiDocument16 pagesJurnal Tugas Akhir - Implementasi Lean Manufacturing Dalam Meminimasi Waste Pada Lantai ProduksiRudini Mulya100% (3)
- Application of Hazard and Operability Study Methods (HAZOP) To Asses and Control Hazard Risk in SpinningDocument9 pagesApplication of Hazard and Operability Study Methods (HAZOP) To Asses and Control Hazard Risk in Spinningsahil.253pNo ratings yet
- Penilaian Risiko Kecelakaan Kerja Pada Pengoperasian CC (Container Crane) Di PT X SurabayaDocument11 pagesPenilaian Risiko Kecelakaan Kerja Pada Pengoperasian CC (Container Crane) Di PT X SurabayaGrentino DurandNo ratings yet
- Penilaian Risiko Kecelakaan Kerja Pada Pengoperasian CC (Container Crane) Di PT X SurabayaDocument11 pagesPenilaian Risiko Kecelakaan Kerja Pada Pengoperasian CC (Container Crane) Di PT X Surabayayunita irawati dewiNo ratings yet
- UNITECH+15-26Document12 pagesUNITECH+15-26brathlowerNo ratings yet
- 2473 1 7825 1 10 20210421Document10 pages2473 1 7825 1 10 20210421Izzal AdytyaNo ratings yet
- Analisis Kesehatan Dan Keselamatan Kerja Pada Industri Furnitur Kayu Dengan Metode Job Safety AnalysisDocument10 pagesAnalisis Kesehatan Dan Keselamatan Kerja Pada Industri Furnitur Kayu Dengan Metode Job Safety Analysisyendri putri febriyantiNo ratings yet
- The Application of The Job Safety Analysis Method in The Identification of Potential Hazards in Pipe Division Workers, West SumatraDocument7 pagesThe Application of The Job Safety Analysis Method in The Identification of Potential Hazards in Pipe Division Workers, West SumatraAndreas SiagianNo ratings yet
- Manajeman Risiko Keselamatan Kerja Kegiatan Pengelasan Palm Oil MillDocument9 pagesManajeman Risiko Keselamatan Kerja Kegiatan Pengelasan Palm Oil MillLaily MasnahNo ratings yet
- 32269-Article Text-93254-2-10-20200330Document9 pages32269-Article Text-93254-2-10-20200330DhamarNo ratings yet
- Job Safety Analysis (Jsa) Pada Pekerja Di Pt. PLN (Persero)Document5 pagesJob Safety Analysis (Jsa) Pada Pekerja Di Pt. PLN (Persero)AniNo ratings yet
- Jurnal 30 September 2022Document10 pagesJurnal 30 September 2022Risky RahmannNo ratings yet
- Hubungan Karakteristik Pekerja Dengan Unsafe Action Pada Tenaga Kerja Bongkar Muat Di Pt. Terminal Petikemas SurabayaDocument10 pagesHubungan Karakteristik Pekerja Dengan Unsafe Action Pada Tenaga Kerja Bongkar Muat Di Pt. Terminal Petikemas SurabayaRizka Faliria HudaNo ratings yet
- 2289-Article Text-5947-1-10-20221202Document8 pages2289-Article Text-5947-1-10-20221202Raditya RaffaNo ratings yet
- Hazard Identification in Coal Boiler With HAZOP Method at Pt. Charoen Pokphand IndonesiaDocument3 pagesHazard Identification in Coal Boiler With HAZOP Method at Pt. Charoen Pokphand IndonesiaInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Identifikasi Bahaya Pada Pekerjaan Oxy-Cutting DiDocument10 pagesIdentifikasi Bahaya Pada Pekerjaan Oxy-Cutting DiVeri YuliantoNo ratings yet
- Analisis Risiko Potensi Bahaya Dan Pengendaliannya Dengan Metode HIRADC Pada PT. IGASAR Kota Padang Sumatera BaratDocument7 pagesAnalisis Risiko Potensi Bahaya Dan Pengendaliannya Dengan Metode HIRADC Pada PT. IGASAR Kota Padang Sumatera BaratjohanNo ratings yet
- Analisa Potensi Bahaya Dan Upaya Pencegahan JSADocument6 pagesAnalisa Potensi Bahaya Dan Upaya Pencegahan JSAandika nstNo ratings yet
- Artikel 6Document12 pagesArtikel 6Paridus SolehNo ratings yet
- Chapter 2 - The Gaps Model of Service Quality: Services Marketing Week 2Document7 pagesChapter 2 - The Gaps Model of Service Quality: Services Marketing Week 2Rhyn RutherfordNo ratings yet
- Employee SelectionDocument15 pagesEmployee SelectionAsmaNo ratings yet
- Li & FungDocument30 pagesLi & FungShiva RamNo ratings yet
- C SBP Emea Online 2023Document14 pagesC SBP Emea Online 2023AbdelfattahHabibNo ratings yet
- Enterprise Systems For ManagementDocument48 pagesEnterprise Systems For Managementnmiraglia100% (4)
- 01 Overview - SAP 1503 Finance S4 HANADocument6 pages01 Overview - SAP 1503 Finance S4 HANAAnonymous uF1bWKkS00% (2)
- Perfect Competition Model: Part 3/3Document68 pagesPerfect Competition Model: Part 3/3subNo ratings yet
- Intellectual Capital: October 2020Document22 pagesIntellectual Capital: October 2020Rituj ShahNo ratings yet
- Coach CaseDocument184 pagesCoach CaseJitboon Laomanit100% (1)
- The Role of Customer Knowledge Management (CKM) in Improving Organization-Customer RelationshipDocument7 pagesThe Role of Customer Knowledge Management (CKM) in Improving Organization-Customer RelationshipAbdul LathifNo ratings yet
- 301 33 Powerpoint Slides Chapter 2 Evolution Management TheoryDocument21 pages301 33 Powerpoint Slides Chapter 2 Evolution Management TheoryAayush KumarNo ratings yet
- HRA Brochure Min PDFDocument13 pagesHRA Brochure Min PDFsapna RaiNo ratings yet
- Resume Tim Salau UXDocument1 pageResume Tim Salau UXTimSNo ratings yet
- Amazon Webinar by SJDocument17 pagesAmazon Webinar by SJfarhan AliNo ratings yet
- Purchasing Organization: Purchasing Organization at Enterprise Level - Refers To The Purchasing Organization That IsDocument7 pagesPurchasing Organization: Purchasing Organization at Enterprise Level - Refers To The Purchasing Organization That Isramya_chaudryNo ratings yet
- BAIBF09012 Supply Chain Management and International MarketingDocument5 pagesBAIBF09012 Supply Chain Management and International Marketingkavitha kalasudhanNo ratings yet
- Product Life CycleDocument14 pagesProduct Life CycleAby MitNo ratings yet
- The Supply Chain of Specialized Bicycle Components IncDocument5 pagesThe Supply Chain of Specialized Bicycle Components Incilyas_bilgicNo ratings yet
- Inclusive America - Draft GAO Request LetterDocument2 pagesInclusive America - Draft GAO Request LetterDaniel BalauroNo ratings yet
- Chapter 1 - Closing Case PDFDocument2 pagesChapter 1 - Closing Case PDFJohnny Abou YounesNo ratings yet
- Vice President Sales in Houston TX Resume Claude LacourDocument11 pagesVice President Sales in Houston TX Resume Claude LacourClaudeLacourNo ratings yet
- 26 Process Safety Management: Quiz 1 (20 Points)Document7 pages26 Process Safety Management: Quiz 1 (20 Points)Rishi TandonNo ratings yet
- 194905748Document4 pages194905748Robin S ChaturvediNo ratings yet
- Result Sheet End Term Exam Dec 2023Document86 pagesResult Sheet End Term Exam Dec 2023chaitanyavashishth1No ratings yet
- Job Order Costing SolutionDocument9 pagesJob Order Costing SolutionMariah VillanNo ratings yet
- Benchmarking: A Tool For Facilitating Organizational Learning?Document15 pagesBenchmarking: A Tool For Facilitating Organizational Learning?api-3833460100% (1)
- Akuntansi BiayaDocument18 pagesAkuntansi Biayarani karinaNo ratings yet