Professional Documents
Culture Documents
Ansi ABMA
Ansi ABMA
Uploaded by
Andres Antonio Moreno CastroOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Ansi ABMA
Ansi ABMA
Uploaded by
Andres Antonio Moreno CastroCopyright:
Available Formats
Copyright" American Bearing Manufacturers Association, Inc.
, 1994
These materials have been prepared by the American
Bearing Manufacturers Association, Inc. However the
information contained in these materials has not been
independently verified by the American Bearing
Manufacturers Association or Information Handling
Services, Inc. Neither organization warrants or assumes
any liability for the accuracy or completeness of these
materials.
COPYRIGHT ABMA - American Bearing Manufacturers Association
Licensed by Information Handling Services
A B M A Y 9Y = 0873073 0003177 028
ANSUABMA
Std. 4 - 1994
(Revision and redesignation of
ANSVAFBMA Std. 4 - 1987)
AMERICAN NATIONAL STANDARD
ABMA STANDARD
TOLERANCE DEFINITIONS
AND GAUGING PRACTICES
FOR BALL AND ROLLER BEARINGS
Sponsored by
The American Bearing Manufacturers Association, Inc.
Approved February 4, 1994
American National Standards Institute, Inc.
COPYRIGHT ABMA - American Bearing Manufacturers Association
Licensed by Information Handling Services
ABMA 4 94 m 0871073 0001180 8 4 T m
AMERICAN NATIONAL STANDARD
Approval of an American National Standard requires verification by ANSI that the requirements
for due process, consensus, and other criteria for approval have been met by the standards
developer.
Consensus is established when, in the judgment of the ANSI Board of Standards Review,
substantial agreement has been reached by directly and materially affected interests. Substantial
agreement means much more than a simple majority, but not necessarily unanimity. Consensus
requires that all views and objections be considered, and that a concerned effort be made toward
their resolution.
The use of American National Standards is completely voluntary; their existence does not in any
respect preclude anyone, whether he has approved the standards or not, from manufacturing,
marketing, purchasing, or using products, processes, or procedures not conforming to the
standards.
The American National Standards Institute does not develop standards and will in no
circumstances give an interpretations of any American National Standard. Moreover, no person
shall have the right or authority to issue an interpretations of an American National Standard in
the name of the American National Standards Institute. Requests for interpretations should be
addressed to the secretariat of sponsor whose name appears on the title page of this standard.
CAUTION NOTICE This American National Standard may be revised or withdrawn at any
time. The procedures of the American National Standards Institute required that action be taken
to reaffrm, revise, or withdraw this standard no later than five years from the date of approval.
Purchasers of American National Standards may receive current information on all standards by
calling or writing the American National Standards Institute.
Published by
The American Bearing Manufacturers Association, Inc.
(formerly Anti-Friction Bearing Manufacturers Association, Inc.)
1200 19th Street, N.W., Suite 300
Washington, D.C. 20036-2401
Copyright @ 1994 by American Bearing Manufacturers Association, Inc.
All rights reserved. No part of this publication may be reproduced in any form, in an electronic
retrieval system or otherwise, without prior written permission of the publisher.
Printed in the United State of America
COPYRIGHT ABMA - American Bearing Manufacturers Association
Licensed by Information Handling Services
A B M A 4 94 0873073 0003LBl 786 =
FOREWORD
(This foreword is not part of ANSUABMA Standard 4, Tolerance Definitions and Gauging
Practices for Ball and Roller Bearings.)
This American National Standard defines theterms used in other ANSUABMA standards
specifying tolerances forboundary dimensions, running accuracy and internal clearance for
rolling bearings. In addition, it specifies general conditions under which these tolerances apply
and provides measurementand gauging methods for the measurement of dimensions, running
accuracy and internal clearance of rolling bearings. Symbols for a number of the concepts
demin this standard are established.
This standard has been revised to conform with International Standards developedby the
members of the International Organization for Standardization (ISO). In particular, the
language and intent of IS0 1132 (Rolling bearings- Tolerances - Definitions), IS0 5593
(Rolling bearings - Vocabulary) and IS0 Technical Report 9274 (Rolling bearings - Measuring
and gauging principles and methods) have been followed.
Copies of IS0 standards concerning rolling element (anti-friction) bearings are available from
the American National Standards Institute.
Suggestions for the improvement ofthis standard gained through experience withits use will
be welcomed. These should be sent to the American National Standards Institute, Inc., 11
West 42nd Street, 13th Floor, New York, NY 10036.
The officers of Accredited Standards Committee B3 operating under the American National
this standard was
Standards Institute procedures and the organizations represented at the time
submitted areas follows:
W.G. Looft, Chairman G.T.
Sattertield, Secretary
American Bearing Manufacturers Association
Hydraulic Institute
Association for Manufacturing Technology
Society of Tribologists and LubricationEngineers
U.S. Department of Defense, DISC
U.S. Department of the Navy
COPYRIGHT ABMA - American Bearing Manufacturers Association
Licensed by Information Handling Services
A B M A 4 94 0871073 0001182 612 m
ABMA (formerly AFBMA) Standards
for
Ball and Roller Bearings
1 - Terminologyfor hti-Friction BallandRollerBearingsandParts
4 - Tolerance Definitions and Gauging Practices for Ball and Roller Bearings
7 - Shaft and Housing Fits for Metric Radial Ball and Roller Bearings (Except Tapered Roller Bearings)
Conforming to Basic Boundary Plans
8.1 - MountingAccessories,MetricDesign
8.2 - MountingAccessories,InchDesign
9 - LoadRatingsandFatigueLifefor Ball Bearings
10 - Metal Balls
11 - Load Ratings and Fatigue Life for Roller Bearings
12.1 - Instrument Ball Bearings, Metric Design
12.2 - Instrument Ball Bearings, Inch Design
13 - Rolling Bearing Vibration and Noise (Methods of Measuring)
14 - Housings for Bearings with Spherical Outside Surfaces
15 - Ball Bearings with Spherical Outside Surfaces and Extended Inner Ring Width (Includes Eccentric
Locking Collars)
16.1 - Airframe Ball, Roller, and Needle Roller Bearings, Metric Design
16.2 - Airframe Ball, Roller, and Needle Roller Bearings, Inch Design
17 - NeedleRollers,MetricDesign
18.1 - Needle Roller Bearings, Radial, Metric Design
18.2 - Needle Roller Bearings, Radial, Inch Design
19.1 - Tapered Roller Bearings, Radial, Metric Design
19.2 - Tapered Roller Bearings, Radial, Inch Design
20 - Radial Bearings of Ball, Cylindrical Roller and Spherical Roller Types, Metric Design
21.1 - Thrust Needle Roller and Cage Assemblies and Thrust Washers, Metric Design
21.2 - Thrust Needle Roller and Cage Assemblies and Thrust Washers, Inch Design
22.1 - spherical Plain Radial Bearings, JointType - Metric Design
22.2 - Spherical Plain Radial Bearings, Joint Type- Inch Design
23.2 - Thrust Bearings of Tapered RollerType - Inch Design
24.1 - Thrust Bearings of Ball, Cylindrical Roller and Spherical Roller Types- Metric Design
24.2 - Thrust Bearings of Ball and Cylindrical RollerTypes - Inch Design
25.2 - Rolling Bearings, Linear Motion, Recirculating Ball, Sleeve Type - Inch Series
26.2 - Thin Section Ball Bearings- Inch Design
An ABMA Standard is intended as a guide to aid the manufacturer, the consumer, and the general public. The
existence of an ABMA Standard does not in any respect preclude anyone, whether he has approved the standard
or not, from manufacturing, marketing, purchasing, or using products, processes, or procedures not conforming
to the standard. ABMA Standards are subject to revision or withdrawal at any time and users who refer an to
ABMA Standard should satisfy themselves that they have the latest informationfrom the Association.
..
11
COPYRIGHT ABMA - American Bearing Manufacturers Association
Licensed by Information Handling Services
A B M A 4 94 0 8 7 3 0 7 3 0001183 559 W
American National Standard
ABMA Standard
Tolerance Defitions and Gauging Practices
for Ball and Roller Bearings
CONTENTS
Section Page
1.s cope . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
2 . Terms and Definitions ............................................... 1
2.1Gener al ........................................................ 1
2.1.1 Applicability of tolerances . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
2.1.2Absolutedimensions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
2.1.3Tolerance terms . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
2.1.4 Axes. planes. etc . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2.2Boundarydimensions ............................................... 2
2.2.1Borediameter .................................................. 2
2.2.2 Outside diameter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
2.2.3Fo rm . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
2.2.4Width and height . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
2.2.5 Ring chamfer dimension . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
2.3Runningaccuracy ................................................. 6
2.3.1 Radial runout . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
2.3.2 Face runout with raceway . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
2.3.3 Face runout with bore . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
2.3.4Outsidesurfaceinclination .......................................... 8
2.4Internalclearance ................................................. 8
2.4.1Radialclearance ................................................. 8
2.4.2 Axial clearance .................................................. 8
3. Measuring and gauging practices . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
3.1Gener al . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8
3.1.1 Measuring equipment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
3.1.2Masters and indicators . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
continued on next page
...
111
COPYRIGHT ABMA - American Bearing Manufacturers Association
Licensed by Information Handling Services
ABMA 4 94 08’730’73 0 0 0 3 3 8 4 495 =
CONTENTS (continued)
Section Page
3.1.3Arbors . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
3.1.4 Temperature . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
3.1.5 Measuring force and radius of measuring stylus . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
3.1.6Coaxialmeasuringload ............................................ 9
3.1.7Measurementzone .............................................. 10
3.1.8Preparationbeforemeasuring . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
3.1.9 Measuring and gauging methods . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
3.1.10Cautions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
3.1.11Symbols . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
3.2 Methods of measuring inner ring ....................................... 12
3.2,l Borediameter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
3.2.2Ringwidth . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
3.2.3Radial runout . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
3.2.4Face runout with bore . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
3.2.5Racewayparallelismwithface ....................................... 19
3.2.5 Face runout with raceway . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
3.2.6 Thickness variation of thrust bearing shaft washer . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
3.2.7 Thickness variation of thrust bearing shaft washer . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
3.2.8Chamferdimensions ............................................. 23
3.3 Methods of measuring outer ring ....................................... 24
3.3.1Outsidediameter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
3.3.2Ringwidth ................................................... 26
3.3.3Flangewidth . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
3.3.4Radialrunout . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
3.3.5 Variation of outside surface generatrix inclination with face . . . . . . . . . . . . . . . . . . . . . 31
3.3.6 Racewayparallelismwithface . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32
3.3.6 Face runout with raceway . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33
3.3.7 Thickness variation of thrust bearing housing washer . . . . . . . . . . . . . . . . . . . . . . . . . 34
3.3.8 Chamferdimensions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35
3.4 Methods of measuring incomplete cylindrical or needle roller bearings . . . . . . . . . . . . . . . 36
3.4.1 Rollercomplement bore diameter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36
3.4.2 Roller complement bore and outside diameter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39
3.4.3 Roller complementoutsidediameter ................................... 40
3.4.4Borediameter ................................................. 42
3.5 Methods of measuringassembledbearing ................................. 43
3.5.1 Assembled roller bearing width (or height) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43
3.5.2 Assembled thrust bearing height ...................................... 45
3.6 Methods of measuring radial internal clearance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46
iv
COPYRIGHT ABMA - American Bearing Manufacturers Association
Licensed by Information Handling Services
A B M A Y ¶ Y U 0873073 0003185 323 U
INDEX
Term Symbol Definition Gauging
~~
Method
Nominal bore diameter d 2.2.1.1
Single bore diameter 4 3.2.1
2.2.1.2
Deviation of a single bore diameter Ads 3.2.12.1.3
Bore diameter variation V& 2.2.1.4
Mean bore diameter 4 3 2.2.1.5
Mean bore diameter deviation Adln 2.2.1.6
Single planemean bore diameter dmp 3.2.2
1.1.7
Single planemean bore diameter deviation & 3.2.1 2.2.1.8
Bore diameter variation in a single radial plane v, 3.2.1
2.2.1.9
Mean bore diameter variation v, 2.2.1.10
3.2.1
Bore diameter of thrust roller and cage assemblyand their washers
D1 d, Dc1, 3.4.4
Bore diameter F, 2.2.1.11
3.4.1
/3.4.2
Nominal outside diameter D 2.2.2.1
Single outside diameter D, 3.3.1
2.2.2.2
Deviation of a single outside diameter ADS 2.2.2.3 3.3.1
Outside diameter variation Vh 2.2.2.4
Mean outside diameter Dm 2.2.2.5
Mean outside diameter deviation Ah 2.2.2.6
Single plane mean outside diameter D
, 2.2.2.7 3.3.1
Single planemean outside diameter deviation .A- 2.2.2.8 3.3.1
Outside diameter variation in a single radial plane v, 2.2.2.9 3.3.1
Mean outside diameter variation V- 2.2.2.10 3.3.1
Outside diameter E, 2.2.2.11
3.4.2/3.4.3
Nominal inner ring width B 2.2.4.1
Single inner ring width B, 3.2.2
2.2.4.2
Deviation of a single inner ring width Am 3.2.2
2.2.4.3
Inner ring width variation v, 3.2.2
2.2.4.4
Mean inner ring width Bm 2.2.4.5
Nominal outer ring width C 2.2.4,l
Single outer ring width Cs 3.3.2
2.2.4.2
Deviation of a singleouter ring width 4 s 3.3.2
2.2.4.3
Outer ring width variation vcs 3.3.2
2.2.4.4
Mean outer ring width Cm 2.2.4.5
Nominal outer ring flange width c, 2.2.4.6
Single widthof an outer ring flange Cl, 2.2.4.7 3.3.3
Deviation of a single outer ring flange width klS 2.2.4.8 3.3.3
Outer ring flange width variation Vcls 2.2.4.9 3.3.3
Mean outer ring flange width Cl, 2.2.4.10
continued on next page
COPYRIGHT ABMA - American Bearing Manufacturers Association
Licensed by Information Handling Services
ABMA 4 74 m 0 8 7 3 0 7 3 OOOL38b 2bB
INDEX (Continued)
Term Symbol Definition Gauging
Method
Nominal
bearing)
(radial
bearing
width B, C, or T 2.2.4.11
Actual bearing width (radial bearing) 2.2.4.12 3.5.1
Deviation
of the actual
bearing
width
(radial
bearing) 4 6 2.2.4.13 3.5.1
heightbearing
Nominal (thrust bearing) T 2.2.4.14
heightbearingActual (thrust bearing) T 2.2.4.15 3.5.2
Deviation
of the actual
bearing
height
(thrust
bearing) TS 2.2.4.16 3.5.2
mfer Single r,, T l S 2.2.5.1
Smallest single dimension
chamfer rs min, min 2.2.5.2 3.2.813.3.8
chamfer
nsion singleLargest rsmax7 T l S m a x 2.2.5.3 3.2.813.3.8
Inner ring raceway
race to bore thickness
variation K 2.3.1.1 3.2.3
assembled
bearing
inner
of
runout
Radial ring Ka 2.3.1.2 3.2.3
Outer
ring
racewayto outside surfacethickness
variation K, 2.3.1.3 3.3.4
assembled
bearing
of
runout
Radial outer ring Ka 2.3.1.4 3.3.4
Asynchronous radial
runout
assembled
of bearing
inner ring k a 2.3.1.5
parallelism
with
racewayring Inner Si 2.3.2.1 3.2.5
Outerfaceringparallelism
with
raceway se 2.3.2.1 3.3.6
Shaft
washer
raceway to back
face
thickness
variation Si 2.3.2.2 3.2.6
Housingwasherraceway to back
face
thickness variation se 2.3.2.2 3.3.7
Shaft
washer
raceway to side thickness
face variation Si 2.3.2.2.1 3.2.7
Assembled bearing
inner ring face
runout
with
raceway ski 2.3.2.3 3.2.5
Assembled bearing
cone
back
face
runout
with
raceway sia 2.3.2.4 3.2.5
Assembled bearing outer ring face
runout
with
raceway sea 2.3.2.5 3.3.6
Assembledbearing outer ring flangebackfacerunoutwithraceway S,, 2.3.2.6
Assembled
raceway
runout
with
face
bearing
cup s, 2.3.2.7 3.3.6
Face bore Sd 2.3.3.1 3.2.4
Variation of outside surface generatrix inclination with face SD 2.3.4.1 3.3.5
Variation of bearing outside surfacegeneratrixwithflangeback SDl 2.3.4.2
Radial Gr 2.4.1.1 3.6.113.6.2
Axial Ga 2.4.2.1
vi
COPYRIGHT ABMA - American Bearing Manufacturers Association
Licensed by Information Handling Services
A B M A 4 94 0873073 O003387 LT4
Tolerance Definitions and Gauging Practices
for Ball and Roller Bearings
1. scope 2.13 Tolerance terms: All specified
tolerances apply to the finished bearing or
This standard includes: component.
(1) Terms and definitions of tolerancesfor the The term "nominal size" (diameter, width
boundary dimensions, running accuracy and height), "deviation", and "tolerance" conform
internal clearanceof ball and roller bearings with those defined in ANSI Standard B4.2,
listed in other ANSUABMA and IS0 Preferred Metric Limits and Fits. Figure 1
standards. illustrates those and other terms.
(2) Description of methods of measuring,
which are commonly used by bearing users and
which, as a rule, give an accuracy sufficient
for practical purposes.
2. Terms and definitions
2.1 General
2.1.1 Applicability of tolerances: The
tolerances apply exclusively to the concept of
boundary dimensions, running accuracy and
internal clearance defined in sections2.2, 2.3
and 2.4 of this standard.
2.1.2 Absolute dimensions: At a temperature
1 -- -t
of +20°C (+68"F) and provided that the
bearing parts are completely unstressed by
external forces, including measuring loads and
the gravitational force on the part itself, a
boundary dimension of a bearingor bearing
part shall not deviate from the nominal
dimension by more than the tolerances to be
- Tolerance
applied. In order to assure correlation between
the bearing dimensions and the absolute unit of
length, the gauges and measuring instruments
shall, at suitable intervals, be adjusted or
calibrated by means of master gauges, whose Figure 1
calibration is traceable to thoseused by the Illustration of definitions
National Institute of Standards and
Technology.
COPYRIGHT ABMA - American Bearing Manufacturers Association
Licensed by Information Handling Services
ABMA 4 94 0873073 O O O L L B B 030
2.1.4 Axes, planes, etc. 2.1.4.8 outer ring flange back face: That side
of an outer ring flange which is intended to
2.1.4.1 inner ring (or shaft washer) axis: support axial load.
Axis of the cylinder inscribed in a basically
cylindrical bore or of the cone inscribed in a 2.1.4.9 middle of raceway: Point or line on a
basically tapered bore. The inner ring (or shaft raceway surface, halfway betweenthe two
washer) axis is also the bearing axis. edges of the raceway.
2.1.4.2 outer ring (or housing washer) axis: 2.1.4.10 raceway contact diameter: Diameter
Axis of the cylinder circumscribed around a of the theoretical circle through the nominal
basically cylindrical outside surface. points of contact between the rolling elements
and raceway.
2.1.4.3 radial plane: Plane perpendicular to
the bearing or ring axis. It is, however, NOTE - For roller bearings, the nominal point
acceptable to consider radial planes referred to of contact is generally atthe middle of the
in the definitions as being parallel with the roller.
plane tangential to the reference face of a ring
or the back face of athrust bearing washer. 2.1.4.11 diameter deviation near ring faces:
In radial planes, nearer the face of a ring than
2.1.4.4 radial direction: Direction through the 1.2 times the maximum (axial direction) ring
bearing or ring axis in a radial plane. chamfer, only the maximum material limits
apply*
2.1.4.5 axial plane: Plane containing the
bearing or ring axis. 2.2 Boundary dimensions
2.1.4.6 axial direction: Direction parallel with Diameter (width, height) variations and mean
the bearing or ring axis. It is, however, diameters (width, height) defined in this
acceptable to consider axial directions referred section are the .differences and arithmetical
to in the definitions as being perpendicular to means of the actual largest and smallest single
the plane tangential to the reference face of a dimensions, not of the permissible limits for
ring or back face of a thrust bearing washer. the single dimensions.
2.1.4.7 reference face: Face so designated by 2.2.1 Bore diameter
the manufacturer of the bearings and which
may be the datum for measurements. 2.2.1.1 nominal bore diameter, d: Diameter
of the cylinder containingthe theoretical bore
NOTE - The reference face for measurement is surface of a cylindrical bore. Diameter, in a
generally taken as the unmarked face. In case designated radial plane, of the cone containing
of symmetrical rings when it is not possible to the theoretical bore surface of a tapered bore.
identify the reference face, the tolerances are
deemed to comply relative to either face, but NOTE - For rolling bearings, the nominal bore
not both. The reference face of a shaft and diameter is generally the reference value (basic
housing washer of a thrust bearing is that face diameter) for deviations of the actual bore
intended to support axial load and is generally surface.
opposite the raceway face. In the case of single
row angular contact ball bearingrings and 2.2.1.2 single bore diameter, d,: Distance
tapered roller bearing rings, the reference face between two parallel tangents to the line of
is the back face which is intended to support intersection of the actual bore surface and a
axial load. radial plane.
COPYRIGHT ABMA - American Bearing Manufacturers Association
Licensed by Information Handling Services
A B M A 4 94 = 0873073 O O O L 1 8 9 T77
2.2.1.3 deviation of a single bore diameter, 2.2.1.11 bore diameter, F, (of the rolling
A,,, (of a basically cylindrical bore): element complement of an outer ring
Difference between a singlebore diameter and assembly, or a rolling element and cage
the nominal bore diameter. assembly within a ring gauge): Diameter of
the cylinder inscribed withinthe rolling
2.2.1.4 bore diameter variation, V, (of element complement.
a basically cylindrical bore): Difference
between the largest andthe smallest of the 2.23 Outside diameter
single bore diameters of an individual ring.
2 3 3 . 1 nominal outside diameter, D (of
2.2.1.5 mean bore diameter, 4, (of a the single bore diameters of a basically
basically cylindrical bore): Arithmetical cylindrical outsidesurface): Diameter of the
mean of the largest andthe smallest of cylinder containing the theoretical outside
the single bore diametersof an Surface.
individual ring.
NOTE - For rolling bearings, the nominal
2.2.1.6 mean bore diameter deviation, 4 outside diameter is generally the reference
(of a basically cylindrical bore): Difference value (basic diameter) for deviationsof the
between the meanbore diameter and the actual outside surface.
nominal bore diameter.
2.2.23 single outside diameter, Ds:Distance
2.2.1.7 single plane mean bore diameter, between two parallel tangents to the line of
Arithmetical mean of the largest intersection of the actual outside surface and a
and smallest of the single bore diameters radial plane.
in a single radial plane. This diameter, d,,
measured at the middle of the ring, is 2 3 . 2 3 deviation of a single outside
used for classification purposes. diameter, A , (of a basically cylindrical
outside surfacë): Difference between a single
2.2.1.8 single plane mean bore diameter outside diameter and the nominal outside
deviation, (of a basically cylindrical diameter.
bore): Difference between a single plane
mean bore diameter and the nominal 2.2.2.4 outside diameter variation, V, (of a
bore diameter. basically cylindrical outsidesurface):
Difference between the largest and the smallest
2.2.1.9 bore diameter variation in a of the single outside diameters of an individual
single radial plane, Vap:Difference between ring.
the largest andthe smallest of the single bore
diameters in a single radial plane. This is also 2.2.2.5 mean outside diameter, D,,, (of a
referred to as bore out-of-roundness. basically cylindrical outsidesurface):
Arithmetical mean of the largest and the
2.2.1.10 mean bore diameter variation, smallest of the single outside diameters of an
Vhp (of a basically cylindrical bore): individual ring.
Difference between the largest and the
smallest of the single plane mean bore 2.2.2.6 mean outside diameter deviation,
diameters of an individual ring. This is ,A (of a basically cylindrical surface):
also referred to as bore taper. Difference between the mean outside diameter
and the nominal outside diameter.
COPYRIGHT ABMA - American Bearing Manufacturers Association
Licensed by Information Handling Services
A B M A 4 74 H 0873073 O001170 7 7 7 H
2.2.2.7 single plane mean outside diameter, 2 . 2 3 3 deviation from spherical form (of
D
,,
: Arithmetical mean of the largest and the a basically spherical surface): Greatest radial
smallest of the single outside diameters in a distance, in any equatorial plane,between the
single radial plane. This diameter, D,, sphere inscribed in the surface (inside surface)
measured at the middle of the ring, is used for or circumscribed around the surface (outside
classification purposes. surface) and any point on the surface.
2.2.2.8 single plane mean outside diameter 2.2.4 Width and height
deviation, Amp (of a basically cylindrical
outside surface): Difference between a single 2.2.4.1 nominal ring width, B (inner ring) or
plane mean outside diameter and the nominal C (outer ring): Distance between the two
outside diameter. theoretical side faces of a ring.
2.2.2.9 outside diameter variation ina single NOTE - For rolling bearings, the nominal
radial plane, V%: Difference between the width is generally the reference value (basic
largest and the smallest of the single outside dimension) for deviations of the actual width.
diameters in a single radial plane. This is also
referred to as outside diameter 2.2.4.2 single ring width, B, or C,: Distance
out-of-roundness. between the points of intersection of the two
actual side faces of a ring and a straight line
2.2.2.10 mean outside diameter variation perpendicular to the plane tangential to the
Vhp (of a basically cylindrical outside reference face of the ring.
surface): Difference between the largestand
the smallest of the single plane mean outside 2.2.4.3 deviation of a single ring width, ABS
diameters of an individual ring. This is also or 4,: Difference between a single ring width
referred to as outside diameter taper. and the nominal ring width.
2.2.2.11 outside diameter, E
, (of the rolling , or Vcs:
2.2.4.4 ring width variation, V
element complement of an inner ring Difference betweenthe largest and the smallest
assembly, or a rolling element and cage of the single widths of an individual ring.
assembly over a plug gauge): Diameter of the
cylinder circumscribed around the rolling 2.2.4.5 mean ring width, B, or C,:
element complement, Arithmetical mean of the largest and the
smallest of the single widths of an individual
2.2.3 Form ring.
2.2.3.1 deviation from circular form (of a 2.2.4.6 nominal outer ring flange width, C,:
basically circular line ona surface): Greatest Distance between the two theoreticalside faces
radial distance betweenthe circle inscribed in of a flange.
the line (inside surface) or circumscribed
around the line (outside surface) and any point 2.2.4.7 single width of an outer ring flange,
on the line. C,*: Distance between the points of intersection
of the two actual side faces of a flange and a
2.23.2 deviation from cylindrical form(of a straight line perpendicular to the plane
basically cylindrical surface): Greatest radial tangential to the reference face of the flange.
distance, in any radial plane, between the
cylinder inscribed in the surface (inside 2.2.4.8 deviation of a single outer ring
surface) or circumscribed around the surface flange width, klS: Differencebetween a
(outside surface) and any point onthe surface. single flange width and the nominal flange
width.
COPYRIGHT ABMA - American Bearing Manufacturers Association
Licensed by Information Handling Services
A B M A 4 94 0873073000319L 625
2.2.4.9 outer ring flange width variation, and the nominal bearing width.
Vcls: Difference between the largest and the
smallest of the single widths ofan individual 23.4.14 nominal bearing height, T (thrust
flange. bearing): Distance between the two theoretical
washer back faces designatedto bound the
2.2.4.10 mean outer ring flange width, : ,
C bearing height.
Arithmetical mean ofthe largest and the
smallest of the single flange widthsof an NOTE - The nominal bearing height is
individual ring. generally the reference value (basic dimension)
for deviations of the actual bearing height.
2.2.4.11 nominal bearing width, B, C, or T
(radial bearing): Distance between the two 23.4.15 actual bearing height, T, (thrust
theoretical ring faces designated to bound the bearing): Distance between the points of
bearing width. intersection ofthe bearing axis and the two
planes tangential to the actual washer back
NOTE - The nominal bearing widthis faces designated to bound the bearing height.
generally the reference value (basic dimension)
for deviations of the actual bearing width. 2.2.4.16 deviation of the actual bearing
Symbol B is used where the nominal width is height, 4, (thrust bearing): Difference
the distance between the innerring faces, as between the actual bearing heightand the
well as where inner and outer rings are equally nominal bearing height.
wide and their faces nominally flush. Symbol
C is used where the nominal width is the 2.2.5 Ring chamfer dimension
distance between the outer ring faces
(providing symbol B is not applicable). Symbol 2.2.5.1 single chamfer dimension, r,, rlS
T is used where the nominal width is the
distance between one innerring face and the 2.2.5.1.1 radial dimension: Actual distance,
outer ring face on the opposite side. in a single axial plane,from the imaginary
sharp ring comer to the intersection ofthe
2.2.4.12 actual bearing width, T, (radial chamfer surface and the ring face.
bearing where one inner ring face and one
outer ring face are designatedto bound the 2.2.5.1.2 axial dimension: Actual distance, in
bearing width): Distance between the points a single axial plane, fromthe imaginary sharp
of intersection of the bearingaxis and the two ring corner to the intersection ofthe chamfer
planes tangential to the actual ring faces surface and the bore or outside surface ofthe
designated to bound the bearing width. ring.
NOTE - For a single row tapered roller 2.2.5.2 smallest single chamfer dimension,
bearing this is the distance between the points r, min, rla (minimumlimit): In addition to
of intersection ofthe bearing axis and two defining the smallest permissible radialand
planes, one tangential to the actual back face of axial single chamfer dimension,this is the
the cone and one tangential to that of the cup, radius of an imaginary circular arc, in an axial
the cone and cup raceways and the cone back plane, tangential to the ring face and the bore
face rib being in contact with all the rollers. or outside surfaceof the ring, beyond which
no ring material is allowed to project.
2.2.4.13 deviation of the actual bearing
width, bS (radial bearings where one inner 2.2.53 largest single chamfer dimension,
ring face and one outer ring face are r,,, ris- (maximum limit): The largest
designated to bound the bearing width): permissible radial or axial single chamfer
Difference between the actual bearing width dimension.
COPYRIGHT ABMA - American Bearing Manufacturers Association
Licensed by Information Handling Services
A B M A 4 94 W 0873073 O O O L L 9 2 561 W
2.3 Running accuracy otherwise in normal relative positions.
2.3.1 Radial runout NOTE - K, is the result of several factors and
accurate measurement is difficult. In practice,
2.3.1.1 inner ring racewayto bore thickness the manufacturer may instead revert to the
variation, K, (radial bearing): Difference measurement of &, which is the major factor.
between the largest and the smallest of the (See 2.3.1.3)
radial distances betweenthe bore surface and
the middle of a racewayon the outside ofthe 23.1.5 asynchronous radial runout of
ring. assembled bearing inner ring, K, (radial
bearing): Difference betweenthe largest and
23.1.2 radial runout of assembled bearing the smallest of the radial distances between a
inner ring, I(i, (radial bearing): Difference fixed point on the outside surface of the outer
between the largest and the smallest of the ring relative to any fixed point on the bore
radial distances betweenthe bore surface of the surface of the inner ring when measured with
inner ring, in different angular positions of this multiple inner ring revolutions, in either
ring, and a point in a fixed position relative to direction, and with the rolling elements in
the outer ring. At the angular position ofthe contact with both inner and outer ring
point mentioned, or on each side and close to raceways and (in a tapered roller bearing) the
it, rolling elements are to be in contact with cone back face rib, the bearing parts being
both the inner and outer ring raceways or (in a otherwise in normal relative positions. This is
tapered roller bearing) the cone back face rib, also referred to as non-repetitive radial run
the bearing parts being otherwisein normal out.
relative positions.
2.3.2 Face runout with raceway
NOTE - K, is the result of several factors and
accurate measurement is difficult. In practice, 2.3.2.1 raceway parallelism with face, Si or
the manufacturer may instead revert to the Se (inner or outer ring, reference or back
inspection of IC,, which is the major factor. face): Difference betweenthe largest and the
(See 2.3.1.1) smallest of the axial distances betweenthe
plane tangential to the reference or back face
2.3.1.3 outer ring raceway to outside surface and the middle ofthe raceway.
thickness variation, K, (radial bearing)
Difference betweenthe largest and the smallest 2.3.2.2 washer raceway to back face
of the radial distances betweenthe outside thickness variation, Si or Se (thrust bearing
surface and the middle of a raceway on the shaft or housing washer, flat back face):
inside of the ring. Difference between thelargest and the smallest
of the axial distances betweenthe back face
2.3.1.4 radial runout of assembled bearing and the middle of a raceway on the opposite
outer ring, K, (radial bearing): Difference side of the washer,
between the largest and the smallest of the
radial distances betweenthe outside surface of 23.2.2.1 washer raceway to side face
the outer ring, in different angular positions of thickness variation, SI (double direction
this ring, and a point in a fixed position thrust bearing shaft washer): Difference
relative to the inner ring. At the angular between the largest and the smallest of the
position of the point mentioned, or on each axial distances betweenthe side face and the
side and close to it, rolling elements are to be middle of a racewayon the opposite side of the
in contact with both the inner and outer ring washer.
raceways and (in a tapered roller bearing) the
cone back face rib, the bearing parts being
COPYRIGHT ABMA - American Bearing Manufacturers Association
Licensed by Information Handling Services
A B M A 4 94 0871073 0001193 4TB
23.2.3 assembled bearing inner ring face NOTE - Sa is the result of several factors and
runout with raceway, Sh (groove type radial accurate measurement is difficult. In practice,
ball bearing): Difference between the largest the manufacturer may instead revert to the
and the smallest ofthe axial distances between measurement of Se, which is the major factor.
the reference face of the inner ring, in (See 2.3.2.1)
different relative angular positionsof this ring,
at a radial distance fromthe inner ring axis 23.2.6 assembled bearingouter ring flange
equal to half the inner ring raceway contact back face runout with raceway, ,S (radial
diameter, and a point in a fixed position bearing): Difference between the largest and
relative to the outer ring. The inner and outer smallest of the axial distances between the
ring raceways are to be in contact with all the outer ring flange back face, in different
balls. relative angular positions ofthis ring, at a
radial distance from the outerring axis equal
NOTE - S , is the result of several factors and to half the flange back face mean diameter,
accurate measurement is difficult. In practice, and a point in a fixed position relative to the
the manufacturer may instead revert to the inner ring. The inner and outer ring raceways
measurement of Si, which is the major factor. are to be in contact with all the rolling
(See 2.3.2.1) elements.
2.3.2.4 assembled bearing cone back face 23.2.7 assembled bearing cup back face
runout with raceway, S, (tapered roller runout with raceway, S
, (tapered roller
bearing): Difference between the largest and bearing): Difference between the largest and
smallest of the axial distances betweenthe cone the smallest of the axial distances between the
back face, in different angular positions ofthe cup back face, in different angular positions of
cone, at a radial distance from the cone axis the cup, at a radial distance fromthe cup axis
equal to half the cone raceway contact equal to half the cup raceway contact diameter,
diameter, and a point in a fixed position and a point in a fixed position relative to the
relative to the cup. The cone and cup raceways cone. The cone and cup raceways and the cone
and the cone back facerib are to be in contact back face rib are to be in contact with all the
with all the rollers, the bearing parts being rollers, the bearing parts being otherwise in
otherwise in normal relative positions. normal relative positions.
NOTE - S, is the result of several factors and NOTE - Sa is the result of several factors and
accurate measurement is difficult. In practice, accurate measurement is difficult. In practice,
the manufacturer may instead revert to the the manufacturer may instead revert to the
measurement of Si, which is the major factor. measurement of Se, which is the major factor.
(See 2.3.2.1) (See 2.3.2.1)
2.3.2.5 assembled bearing outer ring face 2 3 3 Face runout with bore
runout with raceway, S, (groove type radial
ball bearing): Difference betweenthe largest 23.3.1 face runout with bore, S, (inner
and the smallest of the axial distances between ring, reference or back face): Difference
the reference face ofthe outer ring, in between the largest and the smallest of the
different relative angular positions of this ring, axial distances between a plane perpendicular
at a radial distance from the outer ring axis to the ring axis and the reference or back face
equal to half the outer ring raceway contact of the ring, at a radial distance from the axis
diameter, and a point in a fixed position of half the inner ring raceway contact
relative to the inner ring. The inner and outer diameter.
ring raceways are to be in contact with all the
balls.
COPYRIGHT ABMA - American Bearing Manufacturers Association
Licensed by Information Handling Services
ABMA 4 94 M 0871073 0001194 3 3 4 M
2.3.4 Outside surface inclination relation to the other ring.
2.3.4.1 variation of the outside surface 2.4.1.2 theoretical radial internal clearance
generatrix inclination with face, S , (outer (radial contact bearing): Outer ring raceway
ring basically cylindrical surface, reference diameter minus the inner ring raceway
or back face): Total variation of the relative diameter minus twice the rolling element
position, in a radial direction parallel with the diameter.
plane tangential to the reference or back face
of the outer ring, of points on the same NOTE - For a master bearing, i.e. a bearing
generatrix of the outside surface at a distance having negligible form errors, the clearance
from the side faces of the ring equal to 1.2 defined in 2.4.1.1 is identical to the theoretical
times the maximum limit of the axial chamfer clearance, providing that a rolling element is
dimension. positioned in line with the angular direction of
displacement.
2.3.4.2 variation of bearing outside
surface generatrix inclination with flange 2.4.2 Axial clearance
back face, SD1:Total variation of the relative
position, in a radial direction parallel with the 2.4.2.1 axial internal clearance, G, (bearing
plane tangential to the outer ring flange back or bearing set capable of taking axial load in
face, of points on the same generatrix of the both directions, non-preloaded): The
bearing outside surface at a distance from the arithmetical mean of the axial distances
side face ofthe ring and from the back face of through which one ofthe rings or ring sets
the flange equal to 1.2 times the maximum may be displaced relative to the other, from
limit of the axial chamfer dimension. one axial extreme position to the opposite
extreme position and without being subjected
2.4 Internal Clearance to any external load. The mean value includes
displacements with the rings or ring sets in
2.4.1 Radial clearance different angular positions relative to each
other and with the set of rolling elements in
2.4.1.1 radial internal clearance, G,(bearing different angular positions in relationto the
capable of taking purely radial load, non- rings or ring sets.
preloaded): The arithmetical mean of the
radial distances through which one of the rings NOTE - At each limiting axial position of the
may be displaced relative to the other, from rings or ring sets in relation to each other,
one eccentric extreme positionto the their relative radial position, and the position
diametrically opposite extreme position, in of the rolling elements relative to the
different angular directions and without being raceways, are to be such that the one ring or
subjected to any external load. The mean value ring set has actually assumed the extreme axial
includes displacementswith the rings in position in relation to the other ring or ring
different angular positions relative to each set.
other and with the set of rolling elements in
different angular positions in relation to the 3. Measuring and gaugingpractices
rings.
3.1 General
NOTE - At each limiting eccentric position of
the rings in relation to each other, their 3.1.1 Measuring equipment
relative axial position, and the position of the
rolling elements relative to the raceways, are Measurements of the various dimensions and
to be such that the one ring has actually runouts can be performed on different kinds of
assumed the extreme eccentric position in measuring equipment and with different
COPYRIGHT ABMA - American Bearing Manufacturers Association
Licensed by Information Handling Services
degrees of accuracy. The methods described measured, the measuring equipment and master
are commonly used by bearing users and shall be brought to the temperature of the room
which, as a rule, provide an accuracy sufficient in which the measurements are to be made.
for practical purposes. It is recommended that Care shall be used to avoid heat transfer to the
the total measuring inaccuracy should not part or assembled bearing during measurement.
exceed 10%of the actual tolerance zone. The recommended room temperature is 20°C +
(+68"F).
However, the measuring and gauging methods
may not always fully check the indicated
requirements. Whether or not such methods 3.1.5 Measuring force and radius of
are sufficient and acceptable depends on the measuring stylus
magnitude of the actual deviations fromthe
ideal dimension or form and the inspection To avoid undue deflectionof thin rings,
circumstances. measuring force shall be m i n i , and if
signifiaut distortion is present a load
Bearing manufacturers frequently use specially deflection factor shall be introduced to correct
designed measuring equipmentfor individual the measured value to the free unloaded value.
components, as well as assemblies, to increase
speed and accuracy of measurement. Should
the dimensional or geometrical errors appear to 3.1.5.1 Maximum measuring force and
exceed those in the relevant specifications, minimum radius of measuring stylus
when using equipment as indicated in any of
the methods in this standard, the matter should
be referred to the bearing manufacturer.
3.1.2 Masters and indicators
Bore
Determination of dimensions is performed by diameter
comparing the actual part with appropriate d
gauge blocks or masters whose calibration is
traceable to those used by the National Institute outside
dianleter
of Standards and Technology. For such D
comparison, an indicator, calibrated and of
appropriate sensitivity, is used.
Note: Smaller radii may be used with
3.1.3 Arbors appropriate reduction in applied measuring
force.
In all cases when arbor methods of measuring
of runout are used, the rotational accuracy of
the arbor shall be determined so that 3.1.6 Coaxial measuring load
subsequent bearing measurements may be
suitably corrected for any appreciable arbor To maintain the bearing parts in their proper
inaccuracy. relative positions, the coaxial measuring load
in 3.1.6.1 and 3.1.6.2 shall be applied for
methods 3.2.3.2, 3.2.5.2, 3.3.4.2, 3.3.6.2,
3.1.4 Temperature 3.5.1.1 and 3.5.2.1.
Before measurement is made, the part to be
COPYRIGHT ABMA - American Bearing Manufacturers Association
Licensed by Information Handling Services
A B M A 4 94 = 0871073 000119b LO7 =
3.1.6.1 Coaxial loads for groove Qpe ball affect the measurement results. Before
bearings measuring, the bearings should be lubricated
with a low viscosity oil.
Nominal size m g e
helubricated beariigs and some designs of
of the bearing Minimum
outside diameter, D axial bearings with closures may adversely affect
mm load on the accuracy of gauging. If a discrepancy arises,
bearing the "referee" method should be the open
over incl. N (lbs.) bearing after removing the closures and/or
lubricant.
- 30 (1.1)
5
30 50
Note - Immediately after completion of the
7.5 (1.7)
50 80 15 (3.4)
measurements, the bearings should be
80 120 35 (7.9) protected with a corrosion inhibitor.
120 180 70 (16.0)
180 140
(31.0)
3.1.9 Measuring and gauging methods
For each characteristic to be measured one or
3.1.6.2 Coaxial loads for tapered roller more methods are indicated in sections 3.2
bearings through 3.6.
I
-
3.1.9.1 Left hand column Method
of the bearing Minimum
outside diameter, D axial - a figure illustrating the method
load on the - essential characteristics ofthe method
bearing - the readings to be taken
incl. N (lbs.) - required repetitions
- 30 40 (9)
3.1.9.2 Right hand column - Comments
30 50 40 (18)
50 80 120 (27) - a particular application
80 120 150 (34) - any restrictions in application
120 150 (34) - definitions or equations
- interpretations of readings
- factors affecting measuring technique
- reference to alternative methods
3.1.7 Measurement zone
The limits for deviations of a bore or an 3.1.10 Cautions
outside diameter are applicable to
measurements in radial planes situated at The measuring and gauging methods are not
distances greater than 1.2 r, max from the side illustrated in detail and are not intended for
faces of the rings. (See 2.1.4.1 1) application on end-product drawings.
The numbering of measuring and gauging
3.1.8 Preparation before measuring methods shall not be regarded as a
classification ofpriority.
Any grease or corrosion inhibitor adhering to
the bearing shall be removed if it is likely to
10
COPYRIGHT ABMA - American Bearing Manufacturers Association
Licensed by Information Handling Services i
A B M A 4 74 D 0873073 O O O L L 7 7 043 =
3.1.11 Symbols
3.1.11.1 The symbols shown below are appliedthroughout this standard.
I Symbol Interpretation
Surface plate
Fixed support
? Indicator or recorder
Measuring stand with indicatoror recorder
Symbols for measuring stands can be drawn in
I different ways in accordance with the
measuring equipment used.
Centered arbor
Intermittent linear traverse
~ ~~ ~~
Intermittent turning
Rotation
Loading, direction of loading
Loading alternately in opposite directions
11
COPYRIGHT ABMA - American Bearing Manufacturers Association
Licensed by Information Handling Services
ABMA 4 94 m 0871073 O O O L L 9 8 T A T
3.2 Methods of measuring inner ring
3.2.1 Bore diameter
3.2.1.1 Two-point measurement
Method Comments
This method is applicable to all types of
rolling bearings and their inner rings, shaft
washers and housing washers.
If the size or section of the bearing, ring,
or washer is such that, with the axis in a
horizontal position, the bore measurement
is influenced by gravity, the bearing, ring,
or washer should be placed with the axis
in a vertical position and, if necessary, a
lower measuring force is used.
Ada= deviation of singlebore diameter
d = nominal bore diameter
d a = single bore diameter
d, = single plane mean bore diameter
Am=dm-d
In several angular directions, measure and record 4imp = single plane mean bore diameter
minimum and maximum single bore diameters. deviation
Repeat angular measurements and recordings in VC@=ds" 4 min
several radial planes.
v, = bore diameter variation in a
single radial plane
Vm=dmp"dmp min
v- = mean bore diameter variation
This method is also applicable in
measuring a separable cylindrical or needle
roller bearing outer ring bore diameter,
providing the gauge pointclears the
raceway lead-in chamfers.
12
COPYRIGHT ABMA - American Bearing Manufacturers Association
Licensed by Information Handling Services
A B M A 4 94 0873073 O O O L 3 9 9 93b
3.2 Methods of measuring inner ring
3.2.2 Ring width
3.2.2.1. Two-point measurement
I Method ~ ~~ ~~~ ~
Comments
rhis method is applicable to all types of
rolling bearings and their inner rings.
A,=B,-B
AB, = deviationof single innerring
width
B = nominal inner ring width
B, = singleinnerringwidth
Vils=% "B, min
VBr = inner ring widthvariation
This method is also applicable in
measuring thrust washerthickness.
Support one faceof the inner ring three on three equally
spaced fixed axial supports of equal height and provide
two suitable radial supportson the bore surfaced at 90"
to each other to center the inner ring.
Position the indicator againstthe other face of the inner
ring opposite one fixed support.
Rotate the inner ring one revolution and measure and
record minimum and maximum single inner ring width.
13
COPYRIGHT ABMA - American Bearing Manufacturers Association
Licensed by Information Handling Services
A B M A 4 94 0873073 OOOL200 4b8
3.2 Methods of measuring inner ring
3.2.3 Radial runout
3.2.3.1 Method 1. Measurement of thickness variation
-~
Method Comments
This method is applicable to all types of
radial and angular contact rolling
bearings.
The inner ring raceway to bore
thickness variation, &, is the difference
between the largest and the smallest
indicator readings.
Refer to alternate Method 2 (see
3.2.3.2) or Method 3 (see 3.2.3.3) for
measurement of inner ring radial runout
of assembled bearing.
Support one face of the inner ring on three equally
spaced fixed axial support of equal height and provide
two suitable radial supports on the bore surface at 90"
to each other, at an axial distance of B/2, or opposite
the middle of the raceway, to center the inner ring.
Position the indicator opposite one bore support.
Take indicator readings while rotatingthe inner ring
one revolution.
14
COPYRIGHT ABMA - American Bearing Manufacturers Association
Licensed by Information Handling Services i
A B M A 4 94 = 0873073 O O O L 2 O L 3T4
3.2 Methods of measuring inner ring
3.2.3 Radial runout
3.2.3.2 Method 2. Measurement with fiied outer ring and inner ring rotation
Method Comments
This method is applicable to groove
type ball bearings (including single row
angular contact ball bearings) and
I I ' tapered roller bearings.
The radial runout of assembled bearing
inner ring, h,is the difference
between the largest and smallest
'A h e r ring indicator readings.
Radial runout of assembled bearing
inner ring (cone) is the result of several
factors, e.g. inner ring concentricity,
bore roundness, rolling element
diameter variation, and rolling element
contact angle variation. Accurate
measurement is difficult. In practice,
the manufacturer may instead revert to
' '/. inner ring (cone) Y the measurement of inner ring runout,
K, which is the major factor. Refer to
Method 1 (see 3.2.3.1).
Support the outer ring (cup) and apply a dynamically
stable coaxial load (see 3.1.6) to the reference face (or If this method is not practical relative to
cone back face) of the inner ring to ensure contact the equipment available or bearing type,
between rolling elements and raceways. For tapered use alternative Method 3 (see 3.2.3.3).
roller bearings, ensure the rollers are in contact with the
cone back face rib. Position an indicator againstthe
bore surface of the inner ring as close as possible to the
middle of the inner ring raceway and take indicator
readings while rotating the inner ring one revolution.
15
COPYRIGHT ABMA - American Bearing Manufacturers Association
Licensed by Information Handling Services
A B M A 4 94 = 0873073 0003202 230
3.2 Methods of measuring inner ring
3.2.3 Radial runout
3.2.3.3 Method 3. Measurement with fixed outer ring and inner ring rotation around
bore axis
~
Method Comments
This method is applicable to groove
t
type ball bearings (exceptsingle row
Y t
angular contact ball bearings) and
cylindrical, spherical and needle roller
bearings.
The radial runout of assembled inner
ring, &, is the difference betweenthe
largest and smallest indicator readings.
Radial runout of assembled bearing
inner ring is the result of several
factors, e.g. inner ring concentricity,
bore roundness, and rolling element
1
diameter variation. Accurate
measurement is difficult. In practice,
the manufacturer may instead revert to
the measurement of inner ring runout,
&, which is the major factor. Refer to
Use a precision arbor having a taper of between Method 1 (see 3.2.3.1).
0.0001:l and 0.0002:l on diameter.
Refer to Method 2 (see 3.2.3.2) for an
Mount the bearing assembly on a tapered arbor and alternate method of measuringgroove
place the arbor between two centers so that it can be type ball bearings(inc1uding single row
accurately rotated. Position the indicator against the angular contact ball bearings)and
outside diameter surface of the outer ring as close as tapered roller bearings.
possible to the middle of the outer ring raceway. Hold
the outer ring to prevent rotation and ensure its weight
is supported by the rolling elements. Take indicator
readings while rotating the arbor one revolution.
16
COPYRIGHT ABMA - American Bearing Manufacturers Association
Licensed by Information Handling Services
A B M A 4 94 08711073 OOOL203 L77
3.2 Methods of measuring inner ring
3.2.4 Face runout with bore
3.2.4.1 Method 1. Measuring with fixed outer ring and inner ring rotation by supporting
the face and bore generatrix
Comments
This method is applicable to all types
of rolling bearings and their inner
rings.
This measurement defines bore runout
with reference faceand is converted to
fice runout with bore by calculation.
(max reading-min reading)x 4
sd x
2 x bl
S, = facerunoutwith bore
d, = inner ring raceway
contact
diameter (for ball bearings)
or the center of inner ring
cross section for other
bearing types.
B, = axialdistancebetween the
indicator and the bore
support directly below it.
Note:
For calculated values of
4 >2
2 xb,
Support the inner ring reference face (or back face)on a
surface plate leavingthe outer ring, if an assembled
bearing, free and locate the inner ring bore surface the inner ring is considered face
against two supports set at 90" to each other to center the oriented and an upper limit of 2 shall
inner ring. Position an indicator directly above one be used for the conversion.
support.
If the method is not practical relative
Take indicator readings while rotating the inner ring one to the equipment available, use
revolution. alternative Method 2 (see 3.2.4.2).
17
COPYRIGHT ABMA - American Bearing Manufacturers Association
Licensed by Information Handling Services
A B M A 4 94 0873073 0003204 003
3.2 Methods of measuring inner ring
3.2.4 Face runout with bore
3.2.4.2 Method 2. Measuring with fixed outer ring and inner ring rotation around bore
axis
Method Comments
This method is applicable to all types of
n rolling bearings and their inner rings.
Face runout with bore, Sd, is the
difference between the largest and
smallest indicator readings.
dl = inner ring racewaycontact
diameter (for ball bearings) or
the center of inner ring cross
section for other bearing
types.
Note:
Care must be taken when mounting the
bearing on the arbor to preclude loss of
Use a precision arbor having a taper of between accuracy.
3.OOOl:l and 0.0002:l on diameter.
Refer to Method 1 (see 3.2.4.1) for an
Mount the bearing assembly on a tapered arbor and alternate method of measuring.
place the arbor between two centers so that it can be
murately rotated. Position the indicator against the
reference face (or back face) of the inner ring at a
radial distance from the arbor axis to be approximately
squal to dJ2.
Take indicator readings while rotating the inner ring
one revolution.
18
COPYRIGHT ABMA - American Bearing Manufacturers Association
Licensed by Information Handling Services
A B M A 4 94 W 0873073 0003205 T 4 T m
3.2 Methods of measuring inner ring
3.2.5 Raceway parallelism with face
3.2.5.1 Method 1. Measurement of raceway parallelism with face
Method Comments
I'his method is applicable to all radial
md angular contact ball bearings,
apered roller bearings, and radial and
b u s t spherical roller bearings.
The inner ring raceway parallelism with
reference face, Si, is the difference
between the largest and the smallest
indicator readings.
Refer to Method 2 (see 3.2.5.2) for
measurement of inner ring face runout
with raceway of an assembled bearing.
Position the inner ring with its reference face (or back
face of a tapered roller bearing) downon a flat gauge
plate, and provide two supports on the raceway surface
at 90" to each other at the middle of the raceway,to
center the inner ring.
Position the gauge button diagonally opposite one of the
fixed supports and ensure constant pressure of the gauge
button against the raceway and in a direction parallel
with the ring axis.
Take indicator readings while rotatingthe inner ring
one revolution.
19
COPYRIGHT ABMA - American Bearing Manufacturers Association
Licensed by Information Handling Services
A B M A 4 74 0 8 7 3 0 7 3 OOOL2Ob 78b
3.2 Methods of measuring inner ring
3.2.5 Face runout with raceway
3.2.5.2 Method 2. Measurement with fiied outer of inner ring and rotation of inner ring
Method Comments
n
W
referenœ
This method is applicable to groove
type ball bearings including single row
angular contact ball bearingsand
tapered roller bearings.
face
The assembled bearing inner ring face
(cone back face) runout with raceway,
Sis, is the difference betweenthe largest
and smallest indicator readings.
Assembled bearing inner ring face (cone
back back face) runout with raceway is the
result of several factors, e.g. rolling
element diameter variation, reference
face flatness, and contact angle
variation. Accuratemeasurementis
difficult, In practice, the manufacturer
may instead revert to the measurement
of inner ring raceway parallelism with
face, Si, which is the major factor.
Refer to Method 1 (see 3.2.5.1).
' '//h inner ring (cone) v
Support the outer ring (cup) and apply a dynamically
stable coaxial load (see 3.1.6)to the inner ring
reference face (or cone back face) to ensure contact
between rolling elements and the raceways. For tapered
roller bearings, ensure the rollers are in contact with the
cone back face.
Position the indicator against the inner ring reference
face (or cone back face) and take indicator readings
while rotating the inner ring one revolution.
20
COPYRIGHT ABMA - American Bearing Manufacturers Association
Licensed by Information Handling Services
A B M A 4 94 m 0873073 0001207 A L 2 W
3.2 Methods of measuring inner ring
3.2.6 Thickness variation of thrust bearing shaft washer
3.2.6.1 Two point measurement between the back face and the raceway
~
Method Comments
This method is applicable to flat
raceways or profiled raceways with flat
back faces.
The washer raceway to back face
thickness variation, Si, is the difference
between the largest and smallest
indicator reading.
Support the flat back face on three equally spaced fixed
axial supports of equal height and provide suitable
radial supports in the bore surface at 90" to each other
to center the shaft washer.
Position the indicator against the middle of the raceway
directly opposite onefmed support and take indicator
readings while rotating the washer one revolution.
21
COPYRIGHT ABMA - American Bearing Manufacturers Association
Licensed by Information Handling Services
A B M A 4 94 0873073 OOOL208759
3.2 Methods of measuring inner ring
3.2.7 Thickness variation of thrust bearing shaft washer
3.2.7.1 Two point measurement between the side face and raceway of a double direction
thrust washer
Method Comments
This method is applicable to thrust
washers with non-flat side faces.
The washer raceway to side face
thickness variation, Si, is the difference
between the largest and smallest
indicator readings.
Each side face to raceway thickness
variation is an independent
measurement.
Support a side face on three equally spaced fixed axial
supports of equal heightand provide suitable radial
supports in the bore surface at 90" to each other to
center the shaft washer.
Position the indicator against the middle of the raceway
adjacent to one fixed support and take indicator readings
while rotating the washer one revolution.
Repeat the measurement on the opposite side.
22
COPYRIGHT ABMA - American Bearing Manufacturers Association
Licensed by Information Handling Services
A B M A 4 94 = 0873073 0003209 695
3.2 Methods of measuring inner ring
3.2.8 Chamfer dimensions comparison with a template
3.2.8.1 Gauging by comparison with a template
Method Comments
This method is applicable to all types of
rolling bearings and their inner rings.
The inner ring bore chamfer must not
interfere with the minimum chamfer
(rs-) template.
The inner ring bore chamfer must not.
extend beyond the markings on the
maximum chamfer
(r,
template.
Where the outer ring outside diameter
chamfer differs from the inner ring bore
Place the minimum chamfer template onthe inner ring. chamfer, the symbol rl is used.
The template should rest on both the bore surface and
the face surface of the inner ring. Compare the inner Note: The axial and radial limits of
ring bore chamfer with the profile of the template. r, mur may differ.
fing
faœ \ J
3
I
Place the maximum chamfer template on the inner ring.
The template should rest on both the bore surface and
the face surface of the inner ring. Compare the inner
ring bore chamfer with the markings of the template.
23
COPYRIGHT ABMA - American Bearing Manufacturers Association
Licensed by Information Handling Services
A B M A 4 74 0873073 O O O L 2 L O 307 M
3.3 Methods of measuring outer ring
3.3.1 Outside diameter
3.3.1.1 Method 1. Two-point measurement
I
Method Comments
This method is applicable to all types of rolling
/
"
3 bearings and their outer rings, shaft washers
and housing washers.
If the size or section of the bearing, ring, or
washer is such that, with the axis in a
horizontal position, the outside diameter
measurement is influenced by gravity, the
bearing, ring, or washer should be placed with
the axis in a vertical position and, if necessary,
use a lower measuring force.
ADs=Ds-D
1
+I L
Ah
D
= deviation of single outside diameter
= nominal outside diameter
D, = single outside diameter
In several angular directions, measure and
record minimum and maximum single outside D, = singleplanemean outside diameter
diameters.
Amp=Dw-D
Repeat angular measurements and recordings in
several radial planes. Ahp = single plane mean outside diameter
deviation
V, = outsidediametervariation in asingle
radial plane
V&p=Dmp "Dmp min
V,, = mean outsidediametervariation
This method is also applicable in measuring a
separable cylindrical or needle roller bearing
inner ring outside diameter, providing the
gauge point clearsthe raceway lead-in
chamfers; and also the outside diameter of
thrust needle and cage assemblies.
24
COPYRIGHT ABMA - American Bearing Manufacturers Association
Licensed by Information Handling Services
A B M A 4 94 0873073 O003233 243
3.3 Methods of measuring outer ring
3.3.1 Outside diameter
3.3.1.2 Method 2. Measurement of height
Method comments ~~~~ ~ ~~ ~~~ ~
This method is applicable to all types of
Qrolling beariigs and their outer rings, shaft
washers and housing washers. As this is not
a two-point method of measurement, Method
1 (see3.3.1.1 ) is the more accurate method.
If the size or Section of the bearing, ring, or
washer is such that,with the bearing axis in a
\ horizontal position, the outside diameter
\ measurement is influenced by gravity, the
bearing, ring, or washer should be measured
\\\\\\\\'.\\\\\\\\\i
using Method 1 (see3.3.1.1).
Ah = deviation of single outside diameter
D = nominal outside diameter
D, = single outside diameter
D
, = single plane mean outside diameter
Am=Dw-D
I 0 ,,A = single plane mean outside diameter
deviation
v, = outside diameter variation in a
single radial plane
Vm=Dop, --Dmp
Place the bearing or a bearing ring or washer on a v,, = mean outside diameter variation
surface plate. Position an indicator against the
outside surface of the ring as shown. This method is also applicable in measuring a
separable cylindricalor needle roller bearing
In several angular directions, measure and record inner ring outside surface diameter, providing
minimum and maximum single outside diameters, the gauge point clears the raceway lead-in
chamfers; and also the outside diameter of
Repeat angular measurements and recordings in thrust needle and cage assemblies.
several radial planes.
25
COPYRIGHT ABMA - American Bearing Manufacturers Association
Licensed by Information Handling Services
A B M A 4 94 W 0871073 O O O L 2 1 2 LBT W
3.3 Methods of measuring outer ring
3.3.2 Ring width
3.3.2.1 Two-point measurement
I Method Comments
This method is applicable to all types of
rolling bearings and their outer rings.
A cs=Cs-C
& = deviation of single outer ring
width
C = nominal outer ring width
C, = single outer ring width
vcs==s max-Cs min
Vc, = outer ring widthvariation
Note: Symbol B may be used where
inner and outer rings are equally wide
and their faces normallyflush.
I
+
/
/
/
I
r
\\\\\\\\\\\\\\\\\\\\\\\
1
Support one face of the outer ring on three equally
spaced fixed axial supports of equal height and provide
two suitable radial supports on the outside surface 90"
to each other to center the outer ring.
Position an indicator against theother face of the outer
ring opposite one fmed support.
Rotate the outer ring one revolution and measure and
record minimum and maximum single outer ring width.
26
COPYRIGHT ABMA - American Bearing Manufacturers Association
Licensed by Information Handling Services
A B M A 4 94 m 0873073 OOOL233 OLb
3.3 Methods of measuring outer ring
3.3.3 Flange width
3.3.3.1 Two-point measurement
Method Comments
k i s method is applicable to all types of
olling bearings and their outer rings.
Acls=cls-cs
deviation of singleouter ring
flange width
nominal outer ring flange width
single outer ring flange width
Vcls=Cis min
outer ring flange width variation
,o
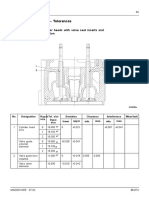
Support the outer ring on the flange side faceon
three equally spaced fixed axial supports of equal
height and provide two suitable radial supportson
the bearing outside surfaceat 90” to each other to
center the outer ring.
Position an indicator againstthe inside faceof the
flange oppositeone fixed support.
Rotate the outer ring one revolution and measure
and record minimum and maximum single outer
ring flange width.
27
COPYRIGHT ABMA - American Bearing Manufacturers Association
Licensed by Information Handling Services
A B M A 4 94 m 0873073 O O O L 2 L 4 T52 m
3.3 Methods of measuring outer ring
3.3.4 Radiai runout
3.3.4.1 Method 1. Measurement of thickness variation
~~ ~ ~
Method Comments
This method is applicable to all types of
radial and angular contactrolling
bearings.
The outer ring raceway to outside
diameter thickness variation, &, the
difference betweenthe largest and the
smallest indicator readings.
Refer to alternate Method 2 (see
3.3.4.2) or Method 3 (see 3.3.4.3) for
measurement of outer ring radial runout
of assembled bearing.
Support one face of the outer ring on three equally
spaced fixed axial supports of equal height and provide
two suitable radial supports on the outside surface at
90" to each other, at an axial distance of C/2, or
opposite the middle of the raceway, to center the outer
ring.
Position the indicator opposite one outside diameter
support.
Take indicator readings while rotating the outer ring
one revolution.
COPYRIGHT ABMA - American Bearing Manufacturers Association
Licensed by Information Handling Services
ABMA 4 94 0871073 O O O L 2 L 5 9 7 9
3.3 Methods of measuring outer ring
3.3.4 Radial runout
3.3.4.2 Method 2. Measurement with fixed inner ring and outer ring rotation
Method Comments
This method is applicable to groove
type ball bearings (includingsingle row
angular contact ball bearings) and
tapered roller W i g s .
The radial runout of assembled bearing
outer ring, L,is the difference
between the largest and smallest
indicator readings.
Radial runout of assembled bearing
outer ring is the result of several
mad on (3 factors, e.g. outer ring concentricity,
outer diameter roundness, rolling
element diameter variation, and rolling
element contact angle variation.
Accurate measurement is difficult. In
practice, the manufacturer may instead
revert to the measurement of outer ring
runout, &, which is the major factor.
Refer to Method 1 (see 3.3.4.1).
Support the inner ring reference face (or cone back If this method is not practical relative to
face) on a surface plate witha pilot for centering in the the equipment available or bearing type,
bore of the inner ring (cone) and apply a dynamically use alternative Method 3 (see 3.3.4.3).
stable coaxial load (see3.1.6) to the reference face of
the outer ring (or cup back face)to ensure contact
between rolling elements and the raceways. For tapered
roller bearings, ensure the rollers are in contact with the
cone back face rib.
Position an indicator against the outside surfaceof the
outer ring and as close as possible to the middle of the
outer ring raceway and take indicator readings while
rotating the outer ring one revolution.
29
COPYRIGHT ABMA - American Bearing Manufacturers Association
Licensed by Information Handling Services
A B M A 4 94 0873073
000323b 825
3.3 Methods of measuring outer ring
3.3.4 Radial runout
3.3.4.3 Method 3. Measurement with fNed inner ring and outer ring rotation around
the bore axis
Method Comments
This method is applicable to groove
type ball bearings (except single row
angular contact ball bearings) and
cylindrical, spherical and needle roller
bearings.
The radial runout of assembled bearing
outer ring, L, is the difference
between the largest and smallest
indicator readings.
Radial runout of assembled bearing
outer ring is the result of several
factors, e.g. outer ring concentricity,
O.D. roundness, and rolling element
diametervariation.Accurate
I
1l measurement is difficult. In practice,
\ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ the manufacturer may instead revert to
the measurement of outer ring runout,
Use a precision arbor having a taper of between &, which is the major factor. Refer to
3.OOOl:l and 0.0002:l on diameter. Method 1 (see 3.3.4.1).
Mount the bearing assembly on a tapered arbor and Refer to Method 1 (see 3.3.4.2) for an
place the arbor between two centers so that it can be alternate method of measuring groove
accurately rotated. Position the indicator against the type ball bearings (including single row
autside diameter surface of the outer ring as close angular contact ball bearings) and
possible to the middle of the outer ring raceway. Hold tapered roller bearings.
the inner ring stationary. Take indicator reading while
rotating the outer ring one revolution.
30
COPYRIGHT ABMA - American Bearing Manufacturers Association
Licensed by Information Handling Services
A B M A 4 94 0873073 OOOl1237 761
3.3 Methods of measuring outer ring
3.3.5 Variation of outside surface
3.3.5.1 Measurement from a fiied point the face and the outside surface generatrix
I Method Comments
llis method is applicable to all types of
rolling bearings and their outer rings.
I'he variationof outside surface
generatrix inclination with face, SD, is
the difference between the largest and
smallest indicator readings.
I I
Support the outer ring reference face (or back face) on
a surface plate leaving the innerring, if an assembled
bearing, free and locate the outer ring cylindrical
surface against two supports set at 90" to each other to
center the outer ring. Position the indicator directly
above one support.
Take indicator readings while rotating the outer ring
one revolution.
31
COPYRIGHT ABMA - American Bearing Manufacturers Association
Licensed by Information Handling Services
A B R A 4 9L, 0873073 0001218 hT8
3.3 Methods of measuring outer ring
3.3.6 Raceway parallelism with face
3.3.6.1 Method 1. Measurement of raceway parallelism with face
I Method Comments
This method is applicable to all radial
and angular contact ballbearings,
tapered roller bearings, and radial and
thrust spherical roller bearings.
The outer ring raceway parallelism with
reference face, Se,is the difference
between the largest and the smallest
indicator readings.
Refer to Method 2 (see 3.3.6.2) for
measurement of outer ring face runout
with raceway of an assembled bearing.
Position the outer ring face (or back face of a tapered
roller bearing) downon a flat gauge plate, provide two
supports on the raceway surface at 90" to each other at
the middle of the raceway, to center the outer ring.
Position the gauge button diagonally opposite oneof the
fNed supports and ensure constant pressure of the gauge
button against the raceway and in a direction parallel
with the ring axis.
Take indicator readingswhile rotating the outer ring
one revolution.
32
COPYRIGHT ABMA - American Bearing Manufacturers Association
Licensed by Information Handling Services
ABMA 4 9 4 0871073 O O O L 2 1 9 534
3.3 Methods of measuring outer ring
3.3.6 Face runout with raceway
3.3.6.2 Method 2. Measurement with fned inner ring and rotation of outer ring
I Method Comments
This method is applicable to groove
type ball bearings, including single row
angular contact ball bearings and
tapered roller bearings.
The assembled bearingouter ring face
(cup back face) runoutwith raceway,
Sa, is the difference betweenthe largest
and smallest indicator readings.
Assembled bearing outer ring face (cup
back face) runout with raceway is the
result of several factors, e.g. rolling
element diameter variation, reference
face flatness, and contact angle
variation.Accuratemeasurement is
difficult. In practice, the manufacturer
may instead revert to the measurement
of outer ring raceway parallelism with
Support the inner ring reference face (or cone back face, Se, which is the major factor.
face) on a surface plate with a pilotfor centering in the Refer to Method 1 (see 3.3.6.1).
bore of the inner ring (cone) and apply a dynamically
stable coaxial load (see 3.1.6)to the reference face (or
back face) of the outer ring (cup) to ensure contact
between the rolling elements and the raceways. For
tapered roller bearings, ensure the rollers are in contact
with the cone back facerib.
Position the indicator against the outer ring reference
face (or cup back face)and take indicator readings
while rotating the outer ring one revolution.
33
COPYRIGHT ABMA - American Bearing Manufacturers Association
Licensed by Information Handling Services
A B M A 4 94 = 0871073 OOOL220 256 =
3.3 Methods of measuring outer ring
3.3.7 Thickness variation of thrust bearing housing washer
3.3.7.1 Two Point measurement between the back face and the raceway
I
Method Comments
This method is applicable to flat
raceways or profiled raceways withflat
back faces.
The washer raceway to back face
thickness variation, Se, is the difference
between the largest and smallest
indicator readings.
Support the flat back face on three equally spacedfixed
axial supports of equal height and provide suitable
radial supports on the 90" to each other to center the
housing washer.
Position the indicator againstthe middle of the raceway
directly opposite one fixed support and take indicator
readings while rotatingthe washer one revolution.
k
34
COPYRIGHT ABMA - American Bearing Manufacturers Association
Licensed by Information Handling Services
A B M A 4 74 M 0871073 OOOL221 L72 =
3.3 Methods of measuring outer ring
3.3.8 Chamfer dimensions
3.3.8.1 Gauging by comparison with a template
Method Comments
This method is applicable to all types of
rolling bearings and theirouter rings.
The outer ring outside diameter chamfer
must not interfere withthe minimum
chamfer (r, -) template.
"
OA.
l
I
t *\mg
'A '
faœ
The outer ring outside diameter chamfer
must not extend beyond the markings on
the maximum chamfer (rr -) template.
Where the outer ring outside diameter
chamfer differs from the inner ring bore
Place the minimum chamfer template on the outer ring. chamfer, the symbol rl is used.
The template should rest on both the outside surfaceand
the face surface of the outer ring. Compare the outer Note: The axial and radial limits of
ring outside diameter chamfer with the profile of the r, max may differ.
template.
face
Place the maximum chamfer template on the outer ring.
The template should rest on both the outside surface and
the face surface of the outer ring. Compare the outer
ring outside diameter chamfer with the markings of the
template.
35
COPYRIGHT ABMA - American Bearing Manufacturers Association
Licensed by Information Handling Services
ABMA 4 94 m 0873073 0001222 O29 m
3.4 Methods of measuring incomplete cylindrical or needle roller bearings
3.4.1 Roller complement bore diameter
3.4.1.1 Method 1. Functional gauging with outer ring free
Method ~~ ~~
This method is used for gauging of the
roller complement bore diameter of
1 I bearings with machined outer ring and
without inner ring.
The GO plug gauge must pass through
the bearing bore and the NO GO plug
gauge must not passthrough the bearing
bore. The roller complement bore
diameter, F,, is not directly measured.
When using a tapered arbor, the arbor
is seated in the bearing bore so as to
remove the radial clearance while not
expanding the bearing ring. The arbor
is then withdrawn and its diameter
measured at the location where the
roller complement rested against the
maximum arbor diameter. This
The roller complement bore diameter, F,, is gauged measurement is the roller complement
with GO and NO GO plug gauges, or with a calibrated bore diameter, F,.
tapered arbor having a taper of 0.0005:1.
Refer to Method 3 (see 3.4.1.3) for the
For metric bearings the GO plug gauge size is the roller measurement of drawn cup outer ring
complement minimum bore diameter. The NO GO plug assemblies.
gauge size is larger than the roller complement
maximum bore diameter by 0.002 mm (0.oooOS inch).
For inch bearings the GO plug gauge size is smaller
than the roller complement minimum bore diameterby
0.0025 mm (0.OOOl inch). The NO GO plug gauge size
is larger than, the roller complement maximum bore
diameter by 0.0025 mm (0.0o01 inch).
36
COPYRIGHT ABMA - American Bearing Manufacturers Association
Licensed by Information Handling Services
ABMA Y 94 0873073 0001223 Tb5 m
3.4 Methods of measuring incomplete cylindricalor needle roller bearings
3.4.1 Roller complement bore diameter
3.4.1.2 Method 2. Measurement of radial displacement over a master gauge
I Method Comments
This method is used for gauging of the
roller complement bore diameter of
bearings with machinedouter ring and
without inner ring.
The roller complement bore diameter,
F,, will equal the average of the
measurements taken plusthe master
gauge diameter.
Y
Refer to Method 3 (see 3.4.1.3) for the
Fasten the master gauge on a surface plate. measurement of drawn cup outer ring
assemblies.
Position the bearing without inner ring onthe master
gauge. Apply the indicator on the outside surface in the
middle of the outer ring width.
Apply sufficient radial loading alternately on the outer
ring in the same radial directionas that of the indicator.
Take indicator readings at the extreme radial positions
of the outer ring. Repeat the measurement on the
bearing in several different angular positions.
37
COPYRIGHT ABMA - American Bearing Manufacturers Association
Licensed by Information Handling Services
A B M A 4 94 0871073 0003224 9 T 1
3.4 Methods of measuring incomplete cylindrical or needle roller bearings
3.4.1 Roller complement bore diameter
3.4.1.3 Method 3. Functional gauging with outer ring pressed into a ring gauge
Method Comments
This method is used for gauging of the
roller complement bore diameter of
bearings with drawn cupouter ring and
without inner ring.
The bearing, while mounted in a ring and
under the combined weight of the ring
and bearing, must fall freely over the GO
plug and must notfall freely over the NO
- GO plug. The roller complement bore
diameter, F,, is not directly measured.
tapered arbor
When using a tapered arbor, the arbor is
seated in the bearing bore so as to
remove the radial clearance while not
expanding the bearing ring. The arbor is
then withdrawn and its diameter
measured at the location where the roller
complement rested against the maximum
First press the bearing into a hardened steel ring gauge arbor diameter. This measurement is the
of bore diameter specified by ANSUABMA Standard roller complement bore diameter, F,.
18.1 or 18.2. The recommended minimum radial
section of the ring gauge is shown in the adjacent Refer to Method 1 (see 3.4.1.1) and
table. The roller complement bore diameter, F,, is Method 2 (see 3.4.1.2) for measurement
then gauged with GO and NO GO plug gauges or with of machined outer ring assemblies.
a calibrated taperedarbor having a taper of0.0005: 1.
p
Ring gauge Minimum
bore diameter ring gauge
The GO plug gauge size is the minimum roller mm radial section
complement bore diameter.
incl. inch mm
The NO GO plug gauge size is larger than the
maximum roller complement maximum bore diameter 9.0 0.375 9.5
13.0 11.1 0.437
by 0.002 mm (O.ooOo8 inch) for metric bearings and 38.4 14.3 0.562
0.0025 mm(0.OOOl inch) for inch bearings. 17.5 0.687
0.812 5210..06
51.0 63.8 0.875 22.2
63.8 89.2 1.OOO 25.4
89.2 101.9 1.125 28.6
38
COPYRIGHT ABMA - American Bearing Manufacturers Association
Licensed by Information Handling Services
A B M A 4 74 087l1073 0003225 838 W
3.4 Methods of measuring incomplete cylindricalor needle roller bearings
3.43 Roller complement bore and outside diameters
3.4.2.1 Functional gauging with the assembly placedin the bore of a ring gauge
Method Comments
This method is used for gauging of the
housing leedle roller complement bore and
Jutside diameterof radial needle roller
/
ring gauge
md cage assemblies.
The roller and cage radial assembly
must rotate freely when eitherthe plug
x ring gauge is rotated. The roller
mmplement bore and outside diameters,
F, and &, are not directly measured.
Place the radial roller and cage assembly in a housing
ring gauge with a bore equal to the roller complement
minimum outside diameter specifiedby ANSIlABMA
Standard 18.1 or 18.2.
Insert a plug gauge equalto the complement nominal
bore diameter specified by ANSUABMA Standard 18.1
or 18.2.
39
COPYRIGHT ABMA - American Bearing Manufacturers Association
Licensed by Information Handling Services
A B M A 4 94 0871073 0001226 774
3.4 Methods of measuring incomplete cylindrical or needle roller bearings
3.4.3 Roller complement outside diameter
3.4.3.1 Method 1. h c t i o n a l gauging with inner ring free
Method Comments
This methd is used for gauging of the
roller complement outside diameter of a
beariig with machined inner ring and
without outer ring.
The GO gauge must pass over the
outside diameter of the roller
complement and the NO GO gauge
must not pass over the roller
complement.The roller complement
outside diameter, h,is not directly
measured.
I"
f i e roller complement outside diameter, h,is gauged
with GO and NO GO housing ring gauges.
The GO ring gauge size is larger than the roller
complement maximum outside diameter by 0.0025 mm
(0.OOOl inch).
The NO GO ring gauge size is smaller the roller
complement minimum outside diameter by 0.0025 mm
(0.O0Ol inch).
40
COPYRIGHT ABMA - American Bearing Manufacturers Association
Licensed by Information Handling Services
A B M A 4 94 m 0873073 0003227 600 m
3.4 Methods of measuring incomplete cylindrical roller bearings
3.4.3 Roller complement outside diameter
3.4.3.2 Method 2. Measurement of radial displacement inside a master ring gauge
I Method ~ ~ ~~ ~~ ~~~ ~~~
master ring This method is used for gauging of a
roller complement outside diameterof a
\- " " \
bearing with machined inner ring and
without outer ring.
The roller complement outside
diameter, G,will equal the master ring
gauge bore diameter minus the average
of the measurements taken.
Position the bearing without outer ring in a master ring
gauge and with the inner ring on a close fitting rigid
arbor. Apply the indicator to the master ring gauge
outside diameter surface opposite the middleof the
inner ring width.
Apply sufficient radial loading alternately onthe ring
gauge in the same radial directionas that of the
indicator.
Take indicator readings at the extreme radial positions
of the master ring gauge. Repeat the measurement on
the bearing in several different angular positions.
41
COPYRIGHT ABMA - American Bearing Manufacturers Association
Licensed by Information Handling Services
A B M A 4 94 m 0873073 0003228 547 m
3.4 Methods of measuring incomplete cylindrical or needle roller bearings
3.4.4 Bore diameter
3.4.4.1 Fbctional gauging with thrust assembly or washer free
Method Comments
This method is used for gauging the
bore diameter of a needle roller and
cage thrust assembly, Dci, and their
thrust washers, d.
This method may also be used to
measure thrust cylindrical washer bore
diameter, D,, specified in ANSI/ABMA
Standard 24.1 or 24.2.
The assembly or washer, under its own
weight, must fall freely from the GO
plug gauge.
The bore diameter of a free thrust needle roller and
cage assembly or free thrust washer is gauged with GO The NO GO plug gauge should not
and NO GO plug gauges. enter the bore of the assembly or
washer. Where the NO GO plug gauge
The GO plug gauge size is the thrust needle roller and can be forced through the bore, the
cage assembly or washer minimum bore diameter assembly or washer must not fall from
specified by ANSUABMA Standard 21.1 or 2 1.2. the gauge under its own weight.
The NO GO plug gauge size is the thrust needle roller The bore diameter is not directly
and cage assembly or washer minimum bore diameter measured.
specified by ANSUABMA Standard 2 1.1 or 2 1.2.
Note: The thrust assembly and
corresponding washer require different
plug gauges due to their respective
tolerances.
42
COPYRIGHT ABMA - American Bearing Manufacturers Association
Licensed by Information Handling Services
A B I A 4 74 0871073 0001227 483
3.5 Methods of measuring assembled bearing
3.5.1 Assembled roller bearing width (or height)
3.5.1.1 Method 1. Measurement with surface plate
I Method Comments
f i s method is applicable to tapered
roller bearings, angular contact single
row spherical roller bearings andsingle
row spherical roller thrust bearings.
A,=T,-T
wpbadrface 4Ts = deviation of the actualbearing
(outer ring referenceface width (or height)
r, = actualbearingwidth(or
I
l I'
height)
= nominalbearingwidth(or
height)
I'his measurement method excludes the
tffects of ring face surface flatness.
cone bad(face The actual bearing width (or height),
(inner ring refemœfaœ) T',, will equal the indicator reading
minus the known plate dimension.
Support the bearing on the cone back face (or innerring
reference face) andensure the rollers are in contact with
the cone back face (or inner ring reference face) rib and
raceways.
Place a plate of known dimensions on the cup back face
(or outer ring reference) face, apply a dynamically
stable coaxial load (see 3.1.6) and position an indicator
over the center of the plate.
Rotate the cup (outer ring) several times to be sure to
reach the minimum width (or height) and take indicator
reading.
43
COPYRIGHT ABMA - American Bearing Manufacturers Association
Licensed by Information Handling Services
3.5 Methods of measuring assembled bearing
3.5.1 Assembled roller bearing width
3.5.1.2 Method 2. Measurement without &ace plate
Method Comments
- y
This method is applicable to tapered
/ 3 roller beariigs.
A Ta= T,- T
&' = deviation of the actualbearing
width
T. = actual
bearing
width
T = nominal
bearing
width
The assembled roller bearing width is
mne back face / the average of the measurements taken.
This measurement method includes the
Support the bearing on the cone back face and ensure effects of ring face surface flatness.
the rollers are in contact with the cone back face rib
and raceways. This method is also applicable to
measure the distance betweenthe cone
Position an indicator on the cup back face and take back face and the flange back face of
indicator reading. tapered roller bearings with cup outer
diameter flange.
Cup should be rotated several times before taking
measurements to be sure to reach the minimum width.
Repeat readings at several positions around the
circumference of the bearing.
44
COPYRIGHT ABMA - American Bearing Manufacturers Association
Licensed by Information Handling Services
ABMA 4 94 0873073 000323l1 O31
3.5 Methods of measuring assembled bearing height
3.5.2 Assembled thrust bearing height
3.5.2.1 Measurement with surface plate
I Method Comments
I'his method is applicable to ball,
cylindrical,and tapered roller thrust
bearings.
A,=T,-T
II t
&, = deviation of theactualbearing
height
T, = actual bearing
height
T = nominal
bearing
height
The actual bearing height, T,, will equal
the indicator reading minus the known
plate dimension.
I 1
I-
Support the bearing on a surface plate. Place a plate of
known dimensions on the bearing assembly, apply a
dynamically stable coaxial load (see 3.1.6) and position
an indicator over the center of the plate.
Rotate parts several times to be sure to reach the
minimum height, and take indicator readings.
45
COPYRIGHT ABMA - American Bearing Manufacturers Association
Licensed by Information Handling Services
ABMA 4 94 = 08730730003232T78 W
3.6 Methods of measuring radial internal clearance
3.6.1 Method 1. Measurement of radial displacement of outer ring in relation to the
fixed inner ring
Method Comments
This method is applicable to
radial contact grooved ball
bearings.
This method is used for
measuring the radial internal
clearance directly employing
Fasten the inner ring of the assembled bearing on a plate with simple means and without the
shim inserted between innerring and surface plate. use of a master bearing.
Position the indicator against the outer ring outside surface and The difference between
in line with the middle of the raceway. Hold the outer ring in minimum and maximum
contact with the rest of the direction A with care not to lift the measured reading is the
opposite side. Move the outer ring repeatedly at this point up measured radial internal
and down axially and oscillate circumferentially (for purposeof clearance. The average of the
moving the balls to the bottom of the raceway) until the several sets of measurements is
indicator can be seen to give a consistent maximum reading. the radial internal clearance, G,,
of the bearing.
While continuing to hold the outer ring lightly in contact with
the rest of the bearing in direction A, move the outer ring at Prelubricated bearings and some
this point first up and then down without circumferential designs of bearings with closures
motion. When the balls pass over the bottom of the raceways may adversely affect accuracy of
the indicator will show a maximum reading which is recorded. gauging.
Without changing the general location ofthe outer ring, hold it Note:
in contact with the bearing in directionB, with care not to lift If the indicator needle does not
the opposite side. Move the outer ring repeatedly at this point pass through a clear maximum
up and down axially and oscillate circumferentially (for or minimum reading,
purpose of moving the balls to the bottom of the raceway) until respectively, the shim is
the indicator can be seen to give a consistent minimum probably too thin.
reading.
Then, while continuing to hold the outer ring lightly in contact
with the rest of the bearing in direction B move the outer ring
at this point first up and then down without circumferential
motion. When the balls pass over the bottom of the raceway,
the indicator will show a minimum reading, which is recorded.
Compensate for possible out-of-roundness of the outer ring
inner ring by repeating the same procedure several timesat
different angular positions.
46
COPYRIGHT ABMA - American Bearing Manufacturers Association
Licensed by Information Handling Services
A B M A 4 9q 0871073 0003233 904
3.6 Methods of measuring radial internal clearance
3.6.2 Method 2. Measurement of radial internal displacement of outer ring during
rotation inner ring around a fiied axis
I Method comments
This method is applicable to
T indicator A deep groove type ball bearings,
radial cylindrical roller
beariigs, and radial spherical
4
roller bearings.
The tolerance of the measuring
load shall be f 10%.
G,= AA- A B
rn
G, = Measured
radial
-" internal clearance
I 1 LM = Difference
AB
in
indicator A readings
= Difference
in
i-
indicator B readings
The bearing radial internal
clearance, G,, is the average of
1 -
I the three measurement values.
\\\\\\\\\\\\\\\\\\\
Prelubricated bearings and
Mount the assembled bearing onto a close.fittingrigid arbor. some designs of bearings with
Position indicator A against the outer ring outside surfacein line closures may adversely affect
with the middle of the raceway. Position indicator B against the accuracy of gauging.
inner ring bore surface in line with the middleof the raceway.
Rotate the inner ring and displace the outer ring radially, under
a measuring load of approximately 1% of the basic dynamic load
rating (Cr), calculated in accordance with ANSUABMA Standard
9 (for ball bearings) or Standard 11 (for roller bearings).
Record mean readings of indicators A and B. Reverse the radial
load and record the mean readings of indicators A and B.
Record the differences (AA and AB) between the two sets of
readings.
Repeat the measurement twice more after turning the outer ring
120" each time (three measuring operations in all).
Compensate for the effect of the deformation causedby load.
47
COPYRIGHT ABMA - American Bearing Manufacturers Association
Licensed by Information Handling Services
You might also like
- ISO4156 Spline Design CalcsDocument10 pagesISO4156 Spline Design CalcsmaheshmbelgaviNo ratings yet
- AGMA 2009-B01 Bevel Gear Classification, Tolerances, and Measuring MethodsDocument76 pagesAGMA 2009-B01 Bevel Gear Classification, Tolerances, and Measuring Methodsvacamia2100% (2)
- Volvo Penta Installation Checklist D4/D6/D8/D11/D13 Inboard (Version 3.7)Document28 pagesVolvo Penta Installation Checklist D4/D6/D8/D11/D13 Inboard (Version 3.7)Boris Sitorus100% (1)
- Worm DriveDocument6 pagesWorm DriveRavi Kiran MeesalaNo ratings yet
- Abma 20-2011Document75 pagesAbma 20-2011Gregory Alan Francisco IINo ratings yet
- Asme B5.48-1977 (2013)Document31 pagesAsme B5.48-1977 (2013)Md. Firozur RahmanNo ratings yet
- Agma Technical Paper-Calculated Scuffing Risk Correlating Agma 925-A03, Agma 6011-j14, and Original Maag Gear PredictionsDocument17 pagesAgma Technical Paper-Calculated Scuffing Risk Correlating Agma 925-A03, Agma 6011-j14, and Original Maag Gear PredictionsKOMATSU SHOVELNo ratings yet
- Oring Sizes BS1806 PDFDocument6 pagesOring Sizes BS1806 PDFalfred2000No ratings yet
- Metric Edition of ANSI/AGMA 6101-E08.: ISBN: 978-1-64353-034-5 Pages: 63Document1 pageMetric Edition of ANSI/AGMA 6101-E08.: ISBN: 978-1-64353-034-5 Pages: 63gioNo ratings yet
- Optimization of Planetary Gear Box For High Reduction RatioDocument12 pagesOptimization of Planetary Gear Box For High Reduction RatioNovriansyah BrianNo ratings yet
- DIN 5480-1-2006 Involute Splines Based On Reference Diameters GeneralDocument24 pagesDIN 5480-1-2006 Involute Splines Based On Reference Diameters GeneralFranciscoNo ratings yet
- Asme B107.17M 1997Document14 pagesAsme B107.17M 1997Roberto Poblete HernandezNo ratings yet
- Asme B18 2 3 4M 2001 PDFDocument25 pagesAsme B18 2 3 4M 2001 PDFOscar MorelloNo ratings yet
- DIN-58405-3-1972 Spur Gear Drives For Fine Mechanics - Indication in Drawings, Examples For Calculation PDFDocument20 pagesDIN-58405-3-1972 Spur Gear Drives For Fine Mechanics - Indication in Drawings, Examples For Calculation PDFthaivinhtuyNo ratings yet
- ANSI B4.2 - 1978 Preferred Metric Limits and FitsDocument72 pagesANSI B4.2 - 1978 Preferred Metric Limits and FitsBo Sun100% (3)
- Ansi - Agma 2007-C00 - 06Document14 pagesAnsi - Agma 2007-C00 - 06gkhn100% (2)
- Ansi Agma 6011 J14 2014Document69 pagesAnsi Agma 6011 J14 2014mhmd100% (1)
- Boat Mechanical Systems Handbook (PB): How to Design, Install, and Recognize Proper Systems in BoatsFrom EverandBoat Mechanical Systems Handbook (PB): How to Design, Install, and Recognize Proper Systems in BoatsNo ratings yet
- Ansi S2-42 PDFDocument40 pagesAnsi S2-42 PDFAndres Antonio Moreno CastroNo ratings yet
- Ansiz359 4-2007 PDFDocument4 pagesAnsiz359 4-2007 PDFAndres Antonio Moreno CastroNo ratings yet
- VW 60330 2009 12 eDocument29 pagesVW 60330 2009 12 eAmir Borhanipour100% (1)
- Ansi ABMA11Document23 pagesAnsi ABMA11Andres Antonio Moreno CastroNo ratings yet
- Ansi ABMA7Document19 pagesAnsi ABMA7Andres Antonio Moreno CastroNo ratings yet
- ABMA 8.2 1999 American Bearing Manufacture AssosiationDocument58 pagesABMA 8.2 1999 American Bearing Manufacture AssosiationImanPapalalaNo ratings yet
- Asme B1.10M-2004 (2014)Document28 pagesAsme B1.10M-2004 (2014)vijay pawarNo ratings yet
- ASME B18.2.2-2010 Nuts For General AppliDocument40 pagesASME B18.2.2-2010 Nuts For General Appliarmando ortizNo ratings yet
- True Involute Diameter TIF SAP GearsolutionsDocument9 pagesTrue Involute Diameter TIF SAP GearsolutionsSantiagoNo ratings yet
- Design of Bearings & Miscellaneous ElementsDocument14 pagesDesign of Bearings & Miscellaneous ElementsjvanandhNo ratings yet
- As 2938-1993 Gears - Spur and Helical - Guide To Specification and RatingDocument8 pagesAs 2938-1993 Gears - Spur and Helical - Guide To Specification and RatingSAI Global - APACNo ratings yet
- ASME B17.2-1967 (2013) ScanDocument12 pagesASME B17.2-1967 (2013) Scanvijay pawar100% (3)
- Din 5480-2 - 2006-05Document40 pagesDin 5480-2 - 2006-05Luiz Munari100% (2)
- Ansi Agma6010 f97Document62 pagesAnsi Agma6010 f97vyhtran4731No ratings yet
- Analyzing Taper Fits For ManufacturingDocument7 pagesAnalyzing Taper Fits For Manufacturingsalgado_24No ratings yet
- Ring FederDocument0 pagesRing Federrudolf_laszlokNo ratings yet
- DavidBrown PDFDocument124 pagesDavidBrown PDFhexapodo100% (1)
- Agma 9002-A86 Inch Bore and Ansi b17.1Document6 pagesAgma 9002-A86 Inch Bore and Ansi b17.1k21p81100% (2)
- Agma wEBINARDocument60 pagesAgma wEBINARBhagesh Lokhande100% (1)
- Sae J500 EstriadosDocument2 pagesSae J500 EstriadosMarcel Dandaro100% (1)
- Asme B1.12-1987 (2018)Document74 pagesAsme B1.12-1987 (2018)vijay pawar100% (1)
- Involute Spline and Serration Gages and Gaging: SupersededDocument21 pagesInvolute Spline and Serration Gages and Gaging: Supersededvijay pawarNo ratings yet
- Is Iso 6547 1981Document9 pagesIs Iso 6547 1981Govind RaoNo ratings yet
- Handbook H-28 1957 Part-IIDocument126 pagesHandbook H-28 1957 Part-IIMisaelNo ratings yet
- Equivalence Between ISO Standards and National Standards PDFDocument7 pagesEquivalence Between ISO Standards and National Standards PDFSunilNo ratings yet
- Continuous Thread Stud Double End Stud ADocument11 pagesContinuous Thread Stud Double End Stud AMarius Mihai Buzduga0% (1)
- PBL Series K CatalougeDocument117 pagesPBL Series K CatalougeankitkanujiyaNo ratings yet
- ASME B18 8 100M 2000 Spring PinsDocument57 pagesASME B18 8 100M 2000 Spring Pinshcsharma1967No ratings yet
- Ansi Agma 2015-1-A01Document1 pageAnsi Agma 2015-1-A01sabapahty chettiyarNo ratings yet
- Asme B18.6.4 1998Document55 pagesAsme B18.6.4 1998Jesse ChenNo ratings yet
- QUality Inspection III ANSI-AGMA PDFDocument5 pagesQUality Inspection III ANSI-AGMA PDFCarlosQuelartNo ratings yet
- Gears Standards-1Document10 pagesGears Standards-1maheshmbelgavi100% (1)
- Iso 3601-3Document15 pagesIso 3601-3Anonymous VmGMEeNo ratings yet
- Review of Api Versus Agma Gear Standards - Rating, Data Sheet Completion, and Gear Selection GuidelinesDocument14 pagesReview of Api Versus Agma Gear Standards - Rating, Data Sheet Completion, and Gear Selection GuidelinesSabbehe RehmanNo ratings yet
- ISO Tolerance Part 1 PDFDocument34 pagesISO Tolerance Part 1 PDFMircea CiprianNo ratings yet
- DB Series Ah MetricDocument84 pagesDB Series Ah MetricsizwehNo ratings yet
- DIN HANdsfsDBOOK 1 PDFDocument6 pagesDIN HANdsfsDBOOK 1 PDFsohaiblatif3No ratings yet
- ASME B1.21M - Metric Screw Threads MJ ProfileDocument68 pagesASME B1.21M - Metric Screw Threads MJ ProfileEnrique SGNo ratings yet
- Calculations According To ISO 21771Document6 pagesCalculations According To ISO 21771mail_krk0% (1)
- Ansi Abma 7 1995 R2001 PDFDocument20 pagesAnsi Abma 7 1995 R2001 PDFzzzNo ratings yet
- Ansi Agma 2001 D04 (01 22)Document22 pagesAnsi Agma 2001 D04 (01 22)NBD BDNo ratings yet
- Ansi B3.1-1992Document10 pagesAnsi B3.1-1992ahmad hafizNo ratings yet
- Bearing Standards WebDocument2 pagesBearing Standards WebKisukeWibiNo ratings yet
- Preview - ANSI AGMA ISO 1328-1-B14Document8 pagesPreview - ANSI AGMA ISO 1328-1-B14SyEd HiqmathNo ratings yet
- Asme b1.2-1983 (r2017) - en Norma de Rines y PlgaDocument197 pagesAsme b1.2-1983 (r2017) - en Norma de Rines y PlgaSICAAM QUERETARONo ratings yet
- Specifications For Patented Track Underhung Cranes and Monorail SystemsDocument33 pagesSpecifications For Patented Track Underhung Cranes and Monorail SystemsReda El-AwadyNo ratings yet
- Ansi B31.8 PDFDocument185 pagesAnsi B31.8 PDFAndres Antonio Moreno Castro100% (1)
- Ansi C80-5Document11 pagesAnsi C80-5Andres Antonio Moreno CastroNo ratings yet
- Ansi B31.8 PDFDocument185 pagesAnsi B31.8 PDFAndres Antonio Moreno Castro100% (1)
- Ansi B31.4Document121 pagesAnsi B31.4Andres Antonio Moreno Castro100% (1)
- b16 25Document22 pagesb16 25Gustavo FamaNo ratings yet
- Ansi B16.28 InterDocument2 pagesAnsi B16.28 InterAndres Antonio Moreno CastroNo ratings yet
- Ansi ABMA7Document19 pagesAnsi ABMA7Andres Antonio Moreno CastroNo ratings yet
- ASME B16.20b-1997 Addenda: Asme Metallic Gaskets For Pipe Flanges Ring-Joint, Spiral-Wound, and JacketedDocument34 pagesASME B16.20b-1997 Addenda: Asme Metallic Gaskets For Pipe Flanges Ring-Joint, Spiral-Wound, and JacketedAndres Antonio Moreno CastroNo ratings yet
- Ansi ABMA11Document23 pagesAnsi ABMA11Andres Antonio Moreno CastroNo ratings yet
- Sav4747 PDFDocument49 pagesSav4747 PDFAndres Antonio Moreno CastroNo ratings yet
- Casco HM2-PT (Ansi Z89 1) PDFDocument4 pagesCasco HM2-PT (Ansi Z89 1) PDFAndres Antonio Moreno CastroNo ratings yet
- Bro - 010507 - Ansi - Carabiners MOSQUETON PERA PDFDocument2 pagesBro - 010507 - Ansi - Carabiners MOSQUETON PERA PDFAndres Antonio Moreno CastroNo ratings yet
- Bro - 010507 - Ansi - Carabiners MOSQUETON PERA PDFDocument2 pagesBro - 010507 - Ansi - Carabiners MOSQUETON PERA PDFAndres Antonio Moreno CastroNo ratings yet
- Ascendedores PDFDocument1 pageAscendedores PDFAndres Antonio Moreno CastroNo ratings yet
- (1997) Process Capability Analysis For Non-Normal Relay Test DataDocument8 pages(1997) Process Capability Analysis For Non-Normal Relay Test DataNELSONHUGONo ratings yet
- Ansi-Nema MG 1-2003, Revision 1-2004Document584 pagesAnsi-Nema MG 1-2003, Revision 1-2004manuelro7450% (2)
- Shaft and Hole Tolerances and FitsDocument4 pagesShaft and Hole Tolerances and FitsEmad BassemNo ratings yet
- Splined Shafts and Splined Hubs Din Iso 14Document4 pagesSplined Shafts and Splined Hubs Din Iso 14HiyeedNo ratings yet
- Understanding Y14 5 Dimension Ing and TolerancingDocument114 pagesUnderstanding Y14 5 Dimension Ing and Tolerancingfunnyface9No ratings yet
- Math For Manufacturing-v143-Dec2013-ICCB PDFDocument130 pagesMath For Manufacturing-v143-Dec2013-ICCB PDFMphilipT100% (1)
- 3.1.8 Cylinder Head - TolerancesDocument12 pages3.1.8 Cylinder Head - TolerancesSe BaNo ratings yet
- Tasks:: Figure 1 An Example AssemblyDocument3 pagesTasks:: Figure 1 An Example AssemblyrisirarocksNo ratings yet
- 212 12e PDFDocument20 pages212 12e PDFMiguel Angel Vargas LeónNo ratings yet
- Iso 286 2 2010 en PDFDocument11 pagesIso 286 2 2010 en PDF杜文欽No ratings yet
- Geometry and Dimensional Tolerances of Engine BearingsDocument8 pagesGeometry and Dimensional Tolerances of Engine BearingsAnonymous K3FaYFlNo ratings yet
- Tee and Strap Hinges - Specification: Indian StandardDocument10 pagesTee and Strap Hinges - Specification: Indian StandardGrv Srm100% (1)
- Disclosure To Promote The Right To Information: IS 8393 (1977) : Roll Seal Pilferproof Closures (MTD 32: Metal Containers)Document14 pagesDisclosure To Promote The Right To Information: IS 8393 (1977) : Roll Seal Pilferproof Closures (MTD 32: Metal Containers)Pal SinghNo ratings yet
- SRB PDFDocument84 pagesSRB PDFnirajNo ratings yet
- ASME B31.4 Design Minimum Wall ThicknessDocument6 pagesASME B31.4 Design Minimum Wall ThicknessAlfredo BravoNo ratings yet
- Cabletray Eaton Cooper PDFDocument11 pagesCabletray Eaton Cooper PDFLuis AñezNo ratings yet
- Specification For Sewer Bricks (: Indian StandardDocument5 pagesSpecification For Sewer Bricks (: Indian StandardAmbrishNo ratings yet
- Resistor Color Code WorksheetDocument4 pagesResistor Color Code WorksheetArthur RodriguesNo ratings yet
- Standard Maintainence ScheduleDocument12 pagesStandard Maintainence ScheduleKeith ChengNo ratings yet
- Fundamentals of Threaded Fasteners PDFDocument64 pagesFundamentals of Threaded Fasteners PDFTuff qualityNo ratings yet
- DO - 21 - s2019 IRI PDFDocument22 pagesDO - 21 - s2019 IRI PDFShan AdriasNo ratings yet
- Express PCB Tutorial: Entering The Schematic Into ExpressschDocument35 pagesExpress PCB Tutorial: Entering The Schematic Into Expressschgyuvaraj10100% (1)
- Normazione 01328: Body Holes Nominal Dimensions and Required ToleranceDocument7 pagesNormazione 01328: Body Holes Nominal Dimensions and Required ToleranceFernando RodriguesNo ratings yet
- CTS Fitter 2017Document78 pagesCTS Fitter 2017ITI SHAHPURA DINDORI0% (1)
- British Steel Interactive Stock Range GuideDocument86 pagesBritish Steel Interactive Stock Range GuideLee Hing WahNo ratings yet
- 0.1 Pre Test Question Paper Core ToolsDocument16 pages0.1 Pre Test Question Paper Core Toolsnikhalesh123No ratings yet