Download as pdf or txt
You might also like
- Joaquim A. Batlle, Ana Barjau Condomines - Rigid Body Kinematics-Cambridge University Press (2020)Document305 pagesJoaquim A. Batlle, Ana Barjau Condomines - Rigid Body Kinematics-Cambridge University Press (2020)vuliencnNo ratings yet
- Ch-10 Grinding and FinishingDocument83 pagesCh-10 Grinding and FinishingPrateek Bayal100% (1)
- EHS 3210 (EH 321) Question and AnswerDocument8 pagesEHS 3210 (EH 321) Question and Answerkalasa roydNo ratings yet
- Cyclone Calculation ToolDocument6 pagesCyclone Calculation ToolAli YasinNo ratings yet
- Unit 5Document58 pagesUnit 5Palak NaikNo ratings yet
- GrindingDocument29 pagesGrindingVishal KumarNo ratings yet
- Grinding MachinesDocument74 pagesGrinding MachinesRandy EsoleNo ratings yet
- Compiled Mach ShopDocument187 pagesCompiled Mach Shop22-02673No ratings yet
- 1 GrindingDocument36 pages1 GrindingswarnnaNo ratings yet
- Grinding and Finishing Processes: Unit 6Document49 pagesGrinding and Finishing Processes: Unit 6Sudharshan IyengarNo ratings yet
- Grinding and FinishingDocument84 pagesGrinding and FinishingAjay PundirNo ratings yet
- Ch-10 Grinding and FinishingDocument121 pagesCh-10 Grinding and FinishingMANJEET KUMARNo ratings yet
- Grinding Wheel SpecificatonsDocument17 pagesGrinding Wheel Specificatonssample useNo ratings yet
- General Catalog en GrindingDocument10 pagesGeneral Catalog en GrindingkarthikNo ratings yet
- Machine Tools and Machining 3Document65 pagesMachine Tools and Machining 3Faisal MaqsoodNo ratings yet
- Yo Yo YoDocument39 pagesYo Yo YoDrew LadlowNo ratings yet
- Abrasive Machining Processes & Slotter MachineDocument65 pagesAbrasive Machining Processes & Slotter MachineFaisal MaqsoodNo ratings yet
- Grinding Tool Design (Tyrolit GW)Document10 pagesGrinding Tool Design (Tyrolit GW)X800XLNo ratings yet
- MT&A - Unit 4Document52 pagesMT&A - Unit 4Yashvanth H LNo ratings yet
- Abrasive ProcessesDocument63 pagesAbrasive ProcessesmohdhmNo ratings yet
- Introduction To Grinding WheelsDocument10 pagesIntroduction To Grinding Wheelsdadheganesh29No ratings yet
- Abrasive Machining Processes: N. Sinha, Mechanical Engineering Department, IIT KanpurDocument29 pagesAbrasive Machining Processes: N. Sinha, Mechanical Engineering Department, IIT KanpurRaghuNo ratings yet
- Grinding TextDocument10 pagesGrinding TextASIST MechNo ratings yet
- Abrasive Machining Processes: N. Sinha, Mechanical Engineering Department, IIT KanpurDocument29 pagesAbrasive Machining Processes: N. Sinha, Mechanical Engineering Department, IIT KanpurAbin BrothersNo ratings yet
- Grinding & FinishingDocument122 pagesGrinding & FinishingNitinNo ratings yet
- Selecting The Correct Grinding Wheel: AbrasiveDocument3 pagesSelecting The Correct Grinding Wheel: AbrasivemintuNo ratings yet
- Abrasive Machining Processes: Grinding Lapping HoningDocument61 pagesAbrasive Machining Processes: Grinding Lapping HoningshivaNo ratings yet
- Module 5 PDFDocument85 pagesModule 5 PDFMar CialNo ratings yet
- Grinding Final NotesDocument21 pagesGrinding Final NotesGaikwad Aniket100% (1)
- Grinding Wheel Specificatons: Presentation By:-Bhubaneswar FombDocument17 pagesGrinding Wheel Specificatons: Presentation By:-Bhubaneswar Fombcipet imphalNo ratings yet
- TB Grinding EnglishDocument20 pagesTB Grinding EnglishVk PrabakranNo ratings yet
- 4.1 Grinding: ContentsDocument38 pages4.1 Grinding: Contentssh7shahidhaheelNo ratings yet
- Paper #2Document5 pagesPaper #2darline.ferrerNo ratings yet
- Grinding MachineDocument33 pagesGrinding MachineMilan SainiNo ratings yet
- Unit Iv Abrasive Processes and Gear Cutting: 4.1 GrindingDocument30 pagesUnit Iv Abrasive Processes and Gear Cutting: 4.1 Grindingrkscad11No ratings yet
- Ch-10 Grinding and FinishingDocument84 pagesCh-10 Grinding and FinishingNitin TembhurnikarNo ratings yet
- GRINDINGDocument24 pagesGRINDINGYash SahaniNo ratings yet
- Abrasive SDocument10 pagesAbrasive SamitNo ratings yet
- Grinding English 9804Document16 pagesGrinding English 9804Subodh RanjanNo ratings yet
- Surface Grinding MachineDocument2 pagesSurface Grinding Machineelaizaagudo17No ratings yet
- Machining by AbrasionDocument7 pagesMachining by AbrasionSiddhi JainNo ratings yet
- Inding MachineDocument74 pagesInding MachineShri Bhagwan SharmaNo ratings yet
- Grinding Wheel Specifications: Name Roll NoDocument15 pagesGrinding Wheel Specifications: Name Roll NoShriyash GundawarNo ratings yet
- GRINDING and Other Abrasive ProcessesDocument30 pagesGRINDING and Other Abrasive Processesshishir acharyaNo ratings yet
- GrindingDocument50 pagesGrindinggillawatNo ratings yet
- Grinding:: Abrasive MachiningDocument50 pagesGrinding:: Abrasive MachiningJatin GuptaNo ratings yet
- Grinding Wheel Specification PDFDocument17 pagesGrinding Wheel Specification PDFPENONVVNo ratings yet
- Proses Manufaktur - Abrasive ProcessDocument35 pagesProses Manufaktur - Abrasive ProcessRandy NainggolanNo ratings yet
- Grinding: Abrasive Machine Process GrinderDocument29 pagesGrinding: Abrasive Machine Process GrinderMuhammad AneesNo ratings yet
- 12.solar Grinding MachineDocument43 pages12.solar Grinding Machinesathish33% (3)
- What Is The "Right" Abrasive For The Job? Burke Bennett Sales and Service Representative Clemtex, Inc. Houston, Texas, USADocument6 pagesWhat Is The "Right" Abrasive For The Job? Burke Bennett Sales and Service Representative Clemtex, Inc. Houston, Texas, USARodrigo LeanosNo ratings yet
- A36I9B-specification DetailsDocument1 pageA36I9B-specification DetailsKarim HakimNo ratings yet
- MachiningDocument8 pagesMachiningBotstrap AWNo ratings yet
- Grinding Wheels Specification PDFDocument4 pagesGrinding Wheels Specification PDFPENONVVNo ratings yet
- Abrasive MachiningDocument77 pagesAbrasive MachiningIshu RathoreNo ratings yet
- Abrasive SDocument3 pagesAbrasive SmurusaNo ratings yet
- Tormek Diamond Wheels Make Sharpening Cleaner, Quicker, Easier and AccurateDocument8 pagesTormek Diamond Wheels Make Sharpening Cleaner, Quicker, Easier and AccurateSayyid AbulkhairNo ratings yet
- Master Grinding Wheel BrochureDocument72 pagesMaster Grinding Wheel BrochureSgk Manikandan100% (1)
- Krishna Engineering College Department of Mechanical EngineeringDocument4 pagesKrishna Engineering College Department of Mechanical EngineeringVivek BajpaiNo ratings yet
- Machining and Tools 9 PDFDocument15 pagesMachining and Tools 9 PDFAman KumarNo ratings yet
- Machining Operations - (MF F316) - 19, 20Document17 pagesMachining Operations - (MF F316) - 19, 20Kislay TiwaryNo ratings yet
- TB Grinding-English PDFDocument20 pagesTB Grinding-English PDFITL200_UNo ratings yet
- 12 Best Free AutoCAD (DWG) Viewers in 2019 - All3DPDocument1 page12 Best Free AutoCAD (DWG) Viewers in 2019 - All3DPM. AguiarNo ratings yet
- Part 03 Drawing 03Document1 pagePart 03 Drawing 03M. AguiarNo ratings yet
- Top 55+ Best Animation Software - The Ultimate List 2019 - RenderforestDocument1 pageTop 55+ Best Animation Software - The Ultimate List 2019 - RenderforestM. AguiarNo ratings yet
- Gear Grinding Machines: Peripheral Systems Tooling Technology ServicesDocument8 pagesGear Grinding Machines: Peripheral Systems Tooling Technology ServicesM. AguiarNo ratings yet
- Product Information: Nissei Industry CorporationDocument33 pagesProduct Information: Nissei Industry CorporationM. Aguiar100% (1)
- Diamond and CBN WheelsDocument22 pagesDiamond and CBN WheelsM. AguiarNo ratings yet
- Vitrified-Bond CBN Wheels For Internal Grinding With Increased Cutting Ability and Longer LifeDocument4 pagesVitrified-Bond CBN Wheels For Internal Grinding With Increased Cutting Ability and Longer LifeM. AguiarNo ratings yet
- MoldDie enDocument28 pagesMoldDie enM. AguiarNo ratings yet
- Uniform Structure Vitrified Wheel Enabling "Difficult To Cut" Materials and High Efficiency GrindingDocument4 pagesUniform Structure Vitrified Wheel Enabling "Difficult To Cut" Materials and High Efficiency GrindingM. AguiarNo ratings yet
- Novidades Edgecam 2012 R1: Verificação de Limite Linear em Modo RotativoDocument6 pagesNovidades Edgecam 2012 R1: Verificação de Limite Linear em Modo RotativoM. AguiarNo ratings yet
- Shipbuilding enDocument7 pagesShipbuilding enM. AguiarNo ratings yet
- Understanding The Metal Working and Idendification ProcessDocument9 pagesUnderstanding The Metal Working and Idendification ProcessM. AguiarNo ratings yet
- The Spark Test of SteelsDocument6 pagesThe Spark Test of SteelsM. AguiarNo ratings yet
- RailwayBrochure enDocument7 pagesRailwayBrochure enM. AguiarNo ratings yet
- Oil and Gas Product Lines: Welcome To Training ForDocument9 pagesOil and Gas Product Lines: Welcome To Training ForM. AguiarNo ratings yet
- Oil Field: Main CatalogueDocument176 pagesOil Field: Main CatalogueM. Aguiar100% (1)
- Crank CamshaftDocument20 pagesCrank CamshaftM. AguiarNo ratings yet
- Industry: Member IMC GroupDocument12 pagesIndustry: Member IMC GroupM. AguiarNo ratings yet
- Operacao Tnd200 Fanuc 0i-TdDocument23 pagesOperacao Tnd200 Fanuc 0i-TdM. AguiarNo ratings yet
- Brass MachiningDocument68 pagesBrass MachiningVaibhav ShuklaNo ratings yet
- No10 Machinability RatingsDocument7 pagesNo10 Machinability RatingsM. AguiarNo ratings yet
- Adstefan Input Data SheetDocument4 pagesAdstefan Input Data SheetMuthu KumarNo ratings yet
- MOSEKModeling CookbookDocument127 pagesMOSEKModeling CookbookBukaNo ratings yet
- ASTM C 209 Standard Test Methods For Cellulosic Fiber Insulating BoardDocument4 pagesASTM C 209 Standard Test Methods For Cellulosic Fiber Insulating BoardRyan LasacaNo ratings yet
- Park Santamarina Revised Soil Classification SystemDocument14 pagesPark Santamarina Revised Soil Classification SystemPaul Alex Quiroz BarrionuevoNo ratings yet
- Tutorial 8Document2 pagesTutorial 8fawwazfauzi2004No ratings yet
- ECAT Past Papers (Mathematics Portion) PDFDocument16 pagesECAT Past Papers (Mathematics Portion) PDFtanoligNo ratings yet
- Atoms in Molecules - BaderDocument226 pagesAtoms in Molecules - BadersavvvvvvvvvvyNo ratings yet
- Science 7 TGDocument232 pagesScience 7 TGveronica.cutayanNo ratings yet
- Finite Element Procedures For Solids and Structures Linear AnalysisDocument11 pagesFinite Element Procedures For Solids and Structures Linear AnalysisRatha ThanNo ratings yet
- GrammarDocument6 pagesGrammar灰谷リンエリNo ratings yet
- Chapter 1 Physics Assignment 1Document2 pagesChapter 1 Physics Assignment 1Siddhi DubeyNo ratings yet
- Detailed Lesson-Plan-In-Science-Grade-6 - WednesdayDocument10 pagesDetailed Lesson-Plan-In-Science-Grade-6 - WednesdayZander Ezekiell FernandezNo ratings yet
- Metaphor in Psychoanalysis - Bane or Blessing? Robert S. Wallerstein, M.D.Document18 pagesMetaphor in Psychoanalysis - Bane or Blessing? Robert S. Wallerstein, M.D.atelierimkellerNo ratings yet
- ChemEquilibrium Experiment 2022NDocument20 pagesChemEquilibrium Experiment 2022NDaniela Solórzano PantojaNo ratings yet
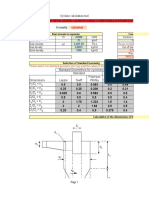
- Reservoir Geomechanics Sakessar ChorgaliDocument10 pagesReservoir Geomechanics Sakessar ChorgaliGhulam Mohyuddin SohailNo ratings yet
- Slit LampDocument23 pagesSlit LampShubhangi ShuklaNo ratings yet
- Mechanical Maintenance of Cement Rotary KilnDocument101 pagesMechanical Maintenance of Cement Rotary KilnVijaykumar Rugada97% (35)
- Seminar 1Document98 pagesSeminar 1Juan Francisco Mayorga JNo ratings yet
- Linear - Guideways (HIWIN)Document124 pagesLinear - Guideways (HIWIN)David Emanuel Girón ChávezNo ratings yet
- Physics 1234Document253 pagesPhysics 1234Bxhsh Hdhshssh100% (1)
- Simplified MELC Based BOL in Science 3 FINALDocument8 pagesSimplified MELC Based BOL in Science 3 FINALFranz Evhanne50% (2)
- Exp. Portal Frame (2 Experiments)Document5 pagesExp. Portal Frame (2 Experiments)sajjadNo ratings yet
- High Decoupler - Google SearchDocument2 pagesHigh Decoupler - Google SearchaporiaNo ratings yet
- E - NetDocsMeetingFiles20-04-2018 055329895 - 2nd TCM-Water Heater-MinutesDocument5 pagesE - NetDocsMeetingFiles20-04-2018 055329895 - 2nd TCM-Water Heater-MinutesPriyal MasseyNo ratings yet
- Anglgear Catalog MetricoDocument3 pagesAnglgear Catalog MetricoPatricio Valencia100% (1)
- Is - Iso.16163.2005 (Sheet Thickness Tolerence) PDFDocument12 pagesIs - Iso.16163.2005 (Sheet Thickness Tolerence) PDFtarun panwarNo ratings yet
- Cej-2675.41-F Literature ReviewDocument3 pagesCej-2675.41-F Literature ReviewSania NadafNo ratings yet