
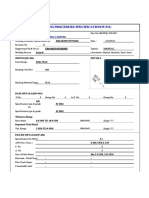
Qw-482 Suggested Format For Welding Procedure Specification (WPS)
Qw-482 Suggested Format For Welding Procedure Specification (WPS)
You might also like
- WPS 6G CS Pipe CorrectDocument4 pagesWPS 6G CS Pipe CorrectAla ReguiiNo ratings yet
- WPS For Structure Mild Steel Fillet Weld PDFDocument2 pagesWPS For Structure Mild Steel Fillet Weld PDFHarshit AdwaniNo ratings yet
- Wps PQR WPQ Format - Sa 516 GR 70 2 Zbo7uxDocument5 pagesWps PQR WPQ Format - Sa 516 GR 70 2 Zbo7uxjobert100% (1)
- Welding Procedure Specification (WPS) : As Per Asme Sec - Ix 2004 EDITIONDocument3 pagesWelding Procedure Specification (WPS) : As Per Asme Sec - Ix 2004 EDITIONJennifer French100% (2)
- Smaw Wps FinalDocument3 pagesSmaw Wps FinalsheikmoinNo ratings yet
- SD 25TFDocument182 pagesSD 25TFjulianmata100% (1)
- Form Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Document2 pagesForm Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Muhammad MunadiNo ratings yet
- Page No: 01: SA 240 GR 304 SA 240 GR 304Document5 pagesPage No: 01: SA 240 GR 304 SA 240 GR 304jobertNo ratings yet
- WPS & WPQR (Asme Section IX)Document7 pagesWPS & WPQR (Asme Section IX)Rizaldy PhoenksNo ratings yet
- Joints (Qw-402) DetailsDocument3 pagesJoints (Qw-402) DetailsNaqqash SajidNo ratings yet
- WPS 1310Document2 pagesWPS 1310paulNo ratings yet
- Wps Magi Tig Exemple PDFDocument6 pagesWps Magi Tig Exemple PDFJaime PatrónNo ratings yet
- Final - WPS PQR 86Document4 pagesFinal - WPS PQR 86Parag WadekarNo ratings yet
- Joints (Qw-402) DetailsDocument3 pagesJoints (Qw-402) DetailsNaqqash SajidNo ratings yet
- Wps - Asme Ix - Gtaw - Plat SteDocument6 pagesWps - Asme Ix - Gtaw - Plat SteMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Wps - Asme Ix - Gtaw - Plat SteDocument6 pagesWps - Asme Ix - Gtaw - Plat SteMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Welding Procedure Specification (WPS) : FM-87 Issue - 01 Date: Feb, 12,2015 Page 1 of 2Document2 pagesWelding Procedure Specification (WPS) : FM-87 Issue - 01 Date: Feb, 12,2015 Page 1 of 2tayyabNo ratings yet
- Qw-482 Welding Procedure Specifications (WPS) : (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Document2 pagesQw-482 Welding Procedure Specifications (WPS) : (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)linaNo ratings yet
- PWPS 001Document2 pagesPWPS 001Mehrdad RezaeiNo ratings yet
- (Refer To The Both Backing and Retainers) (Metal /non Fusing Metal /Non-Metallic /others)Document6 pages(Refer To The Both Backing and Retainers) (Metal /non Fusing Metal /Non-Metallic /others)Saifulla CmpNo ratings yet
- Form Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Document2 pagesForm Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)mohammadNo ratings yet
- Wps For Structure Mild Steel Fillet Weld - CompressDocument2 pagesWps For Structure Mild Steel Fillet Weld - CompressAhmed saberNo ratings yet
- ASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Document2 pagesASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Virk Farms100% (1)
- 03 WPS CS 1Document3 pages03 WPS CS 1mohammadNo ratings yet
- Welding Procedure Specification (W.P.S) : Alstom India LimitedDocument2 pagesWelding Procedure Specification (W.P.S) : Alstom India LimitedAhmed saberNo ratings yet
- WPS 05Document4 pagesWPS 05Naqqash SajidNo ratings yet
- P. WpsDocument14 pagesP. WpsIsmiArdyNo ratings yet
- Ejemplo Prueba 991003Document2 pagesEjemplo Prueba 991003MARIO ALBANo ratings yet
- WPS Vessel 1Document4 pagesWPS Vessel 1Naqqash SajidNo ratings yet
- WPS GTAW Stainless SteelDocument7 pagesWPS GTAW Stainless SteelVarun MalhotraNo ratings yet
- WPS 03 2014Document2 pagesWPS 03 2014vinuNo ratings yet
- Wps For Akbtpl E-6013 - ModifiedDocument13 pagesWps For Akbtpl E-6013 - ModifiedvinayNo ratings yet
- Quy trình hàn vết nứt vành lò dùng que KNCF3 PDFDocument3 pagesQuy trình hàn vết nứt vành lò dùng que KNCF3 PDFDương Quang KhánhNo ratings yet
- WPS-ASME SEC IX-for PSODocument3 pagesWPS-ASME SEC IX-for PSOSultan ZebNo ratings yet
- Wps FormatDocument2 pagesWps FormatMeghan GhoneNo ratings yet
- Qw-482 Welding Procedure Specifications (WPS) : (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Document1 pageQw-482 Welding Procedure Specifications (WPS) : (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)linaNo ratings yet
- According To ASME IX: Welding Procedure Specification (W.P.S)Document4 pagesAccording To ASME IX: Welding Procedure Specification (W.P.S)Mohamed SalehNo ratings yet
- WPS-PQR Pengelasan (AA)Document12 pagesWPS-PQR Pengelasan (AA)Abrianto AkuanNo ratings yet
- Wps Ausa Gtaw Smaw 002 2018 Ok RDocument2 pagesWps Ausa Gtaw Smaw 002 2018 Ok RIvan Dario Carrillo Rubio0% (1)
- Astm 537 CL.1 WPSDocument2 pagesAstm 537 CL.1 WPSaudiihussain67% (3)
- Wps - Asme Ix - Gtaw - PipaDocument5 pagesWps - Asme Ix - Gtaw - PipaMuhammad Fitransyah Syamsuar PutraNo ratings yet
- SILVER-WPS-GESA-01 5mm To 32 MM SMAW LW P1 TO P1 - PQR-0063-W-18Document2 pagesSILVER-WPS-GESA-01 5mm To 32 MM SMAW LW P1 TO P1 - PQR-0063-W-18Abdulmecit YetisNo ratings yet
- Metals Inspection Services, Inc.: QW - 482 Suggested Format For Welding Procedure Specification (WPS)Document6 pagesMetals Inspection Services, Inc.: QW - 482 Suggested Format For Welding Procedure Specification (WPS)Luis MuñozNo ratings yet
- WPS&PQR FormsDocument4 pagesWPS&PQR FormsArab WeldersNo ratings yet
- Welding Procedure SpecificationDocument3 pagesWelding Procedure SpecificationAhmed saber100% (2)
- Sample Editable WPSDocument2 pagesSample Editable WPSsbmmlaNo ratings yet
- Asme Wps DemoDocument3 pagesAsme Wps Demoharis saleemNo ratings yet
- JOINTS (QW-402) : in Accordance With QW-200.1, Section IX, ASME BPVCDocument5 pagesJOINTS (QW-402) : in Accordance With QW-200.1, Section IX, ASME BPVCmkhalil1148No ratings yet
- WPSDocument6 pagesWPSYASH BARDHAN SinghNo ratings yet
- Qw-482 Welding Procedure Specification (WPS)Document3 pagesQw-482 Welding Procedure Specification (WPS)Sagar GourNo ratings yet
- Wps 18Document2 pagesWps 18Avishek GuptaNo ratings yet
- GMCo - WPSDocument8 pagesGMCo - WPSMohamed AtefNo ratings yet
- QW-482 (WPS) GTAW 4MM FilletDocument4 pagesQW-482 (WPS) GTAW 4MM FilletBalkishan DyavanapellyNo ratings yet
- 004 Gtaw P5aDocument16 pages004 Gtaw P5aMuhammad Fitransyah Syamsuar Putra100% (1)
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- A Guide to Vintage Audio Equipment for the Hobbyist and AudiophileFrom EverandA Guide to Vintage Audio Equipment for the Hobbyist and AudiophileNo ratings yet
- Advanced Materials for Emerging Applications Innovations, Improvements, Inclusion and ImpactFrom EverandAdvanced Materials for Emerging Applications Innovations, Improvements, Inclusion and ImpactNo ratings yet
- Principles of Welding: Processes, Physics, Chemistry, and MetallurgyFrom EverandPrinciples of Welding: Processes, Physics, Chemistry, and MetallurgyRating: 4 out of 5 stars4/5 (1)
- ASME Numeric Index1Document12 pagesASME Numeric Index1ING HARRINSON FERREBUSNo ratings yet
- Inter Volume 48Document8 pagesInter Volume 48ING HARRINSON FERREBUSNo ratings yet
- 14nonmandatory AppendicesDocument62 pages14nonmandatory AppendicesING HARRINSON FERREBUSNo ratings yet
- Listado MSSDocument2 pagesListado MSSING HARRINSON FERREBUSNo ratings yet
- ASME B56-8 InterpretationsDocument3 pagesASME B56-8 InterpretationsING HARRINSON FERREBUSNo ratings yet
- ASME B56-6 InterpretationsDocument9 pagesASME B56-6 InterpretationsING HARRINSON FERREBUSNo ratings yet
- ASME B30-11 InterpretationsDocument2 pagesASME B30-11 InterpretationsING HARRINSON FERREBUSNo ratings yet
- Aws D1.1 Part 3 PDFDocument6 pagesAws D1.1 Part 3 PDFING HARRINSON FERREBUSNo ratings yet
- Ferrer Y Parente Mill SteelDocument1 pageFerrer Y Parente Mill SteelING HARRINSON FERREBUSNo ratings yet
- Subject Index: Item No. 21808Document8 pagesSubject Index: Item No. 21808ING HARRINSON FERREBUSNo ratings yet
- 01 EI - Jan12Document36 pages01 EI - Jan12ING HARRINSON FERREBUSNo ratings yet
- Amine SCC PDFDocument2 pagesAmine SCC PDFING HARRINSON FERREBUSNo ratings yet
- 17 Casing Design PDFDocument44 pages17 Casing Design PDFChristian Olascoaga Mori50% (2)
- Sulfuric AcidDocument195 pagesSulfuric AcidDivyamNo ratings yet
- Kokkonda AravindDocument12 pagesKokkonda AravindVB INTERNET AND GROCERY STORENo ratings yet
- Remote Radio Unit (RRU) DC Feed Protection: Document Technical Content Created by M J MaytumDocument26 pagesRemote Radio Unit (RRU) DC Feed Protection: Document Technical Content Created by M J MaytumdiditNo ratings yet
- Basics of Electrical EngineeringDocument18 pagesBasics of Electrical EngineeringPRAVEEN YADAWNo ratings yet
- Thermoeconomic Modeling and Analysis of sCO2 Brayton CycleDocument21 pagesThermoeconomic Modeling and Analysis of sCO2 Brayton Cycley_durNo ratings yet
- Transcript 2009Document22 pagesTranscript 2009Bình Minh TôNo ratings yet
- Ib0300133m Mitsubishi Modbus QJ71MB91Document264 pagesIb0300133m Mitsubishi Modbus QJ71MB91adi kurniawanNo ratings yet
- B.tech Chem 6-8 Aff26042010Document33 pagesB.tech Chem 6-8 Aff26042010Adithya KrishnanNo ratings yet
- Electromagnetic Performance Comparison of Halbach Array Configurations in Permanent Magnet Synchronous MachineDocument5 pagesElectromagnetic Performance Comparison of Halbach Array Configurations in Permanent Magnet Synchronous Machinefong jeffNo ratings yet
- Line Distance Protection Rel670 650Document8 pagesLine Distance Protection Rel670 650igorsfaceNo ratings yet
- Disassembly Deskto HP TouchSmart 520 PCDocument12 pagesDisassembly Deskto HP TouchSmart 520 PCJenniferdaniela LutzherreroNo ratings yet
- Aqa Pa02 W QP Jan07Document16 pagesAqa Pa02 W QP Jan07marshalhoqueNo ratings yet
- Chiller Operation ManualDocument14 pagesChiller Operation Manualeburbano12No ratings yet
- Electronic Unit Injector - Remove: C6.6 Industrial EngineDocument12 pagesElectronic Unit Injector - Remove: C6.6 Industrial EngineBassieNo ratings yet
- Solar Based Auto Irrigation System: Guided By: Prof. Rakesh B. VasaniDocument18 pagesSolar Based Auto Irrigation System: Guided By: Prof. Rakesh B. Vasanisandhya AlaneNo ratings yet
- Compresores Piston ATLASDocument3 pagesCompresores Piston ATLASSergi MartínezNo ratings yet
- Tilting-Pad Journal BearingsDocument2 pagesTilting-Pad Journal BearingsNguyễn Thanh SơnNo ratings yet
- Power System OptimizationDocument23 pagesPower System Optimization08mpe026100% (1)
- Cracking of High Density Polyethylene Pyrolysis Waxes On HZSM 5Document9 pagesCracking of High Density Polyethylene Pyrolysis Waxes On HZSM 5SENG LEE LIMNo ratings yet
- Citystar 3Document627 pagesCitystar 3marco garcia100% (1)
- Fourth Mastery Test in Science and HealthDocument3 pagesFourth Mastery Test in Science and HealthEfra SageNo ratings yet
- Performance Analysis of Solar PV Modules With Dust Accumulation For Indian ScenarioDocument6 pagesPerformance Analysis of Solar PV Modules With Dust Accumulation For Indian ScenarioKomal SinghNo ratings yet
- Historyy of WeldingsDocument81 pagesHistoryy of WeldingsSuyash GatkalNo ratings yet
- Shell Abandonment Presentation IPark Workshop Feb'15Document13 pagesShell Abandonment Presentation IPark Workshop Feb'15CoolProphetNo ratings yet
- Gate 2019 MeDocument5 pagesGate 2019 MeVisakh RadhakrishnanNo ratings yet
- Environmental and Economic Impact Assessment of CDW Disposal PDFDocument9 pagesEnvironmental and Economic Impact Assessment of CDW Disposal PDFjcaldanabNo ratings yet
- 1012 - Turbine Lubricating OilDocument9 pages1012 - Turbine Lubricating OilAnonymous ieWpd823LgNo ratings yet



































































































Download as doc, pdf, or txt
You might also like
- WPS 6G CS Pipe CorrectDocument4 pagesWPS 6G CS Pipe CorrectAla ReguiiNo ratings yet
- WPS For Structure Mild Steel Fillet Weld PDFDocument2 pagesWPS For Structure Mild Steel Fillet Weld PDFHarshit AdwaniNo ratings yet
- Wps PQR WPQ Format - Sa 516 GR 70 2 Zbo7uxDocument5 pagesWps PQR WPQ Format - Sa 516 GR 70 2 Zbo7uxjobert100% (1)
- Welding Procedure Specification (WPS) : As Per Asme Sec - Ix 2004 EDITIONDocument3 pagesWelding Procedure Specification (WPS) : As Per Asme Sec - Ix 2004 EDITIONJennifer French100% (2)
- Smaw Wps FinalDocument3 pagesSmaw Wps FinalsheikmoinNo ratings yet
- SD 25TFDocument182 pagesSD 25TFjulianmata100% (1)
- Form Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Document2 pagesForm Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Muhammad MunadiNo ratings yet
- Page No: 01: SA 240 GR 304 SA 240 GR 304Document5 pagesPage No: 01: SA 240 GR 304 SA 240 GR 304jobertNo ratings yet
- WPS & WPQR (Asme Section IX)Document7 pagesWPS & WPQR (Asme Section IX)Rizaldy PhoenksNo ratings yet
- Joints (Qw-402) DetailsDocument3 pagesJoints (Qw-402) DetailsNaqqash SajidNo ratings yet
- WPS 1310Document2 pagesWPS 1310paulNo ratings yet
- Wps Magi Tig Exemple PDFDocument6 pagesWps Magi Tig Exemple PDFJaime PatrónNo ratings yet
- Final - WPS PQR 86Document4 pagesFinal - WPS PQR 86Parag WadekarNo ratings yet
- Joints (Qw-402) DetailsDocument3 pagesJoints (Qw-402) DetailsNaqqash SajidNo ratings yet
- Wps - Asme Ix - Gtaw - Plat SteDocument6 pagesWps - Asme Ix - Gtaw - Plat SteMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Wps - Asme Ix - Gtaw - Plat SteDocument6 pagesWps - Asme Ix - Gtaw - Plat SteMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Welding Procedure Specification (WPS) : FM-87 Issue - 01 Date: Feb, 12,2015 Page 1 of 2Document2 pagesWelding Procedure Specification (WPS) : FM-87 Issue - 01 Date: Feb, 12,2015 Page 1 of 2tayyabNo ratings yet
- Qw-482 Welding Procedure Specifications (WPS) : (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Document2 pagesQw-482 Welding Procedure Specifications (WPS) : (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)linaNo ratings yet
- PWPS 001Document2 pagesPWPS 001Mehrdad RezaeiNo ratings yet
- (Refer To The Both Backing and Retainers) (Metal /non Fusing Metal /Non-Metallic /others)Document6 pages(Refer To The Both Backing and Retainers) (Metal /non Fusing Metal /Non-Metallic /others)Saifulla CmpNo ratings yet
- Form Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Document2 pagesForm Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)mohammadNo ratings yet
- Wps For Structure Mild Steel Fillet Weld - CompressDocument2 pagesWps For Structure Mild Steel Fillet Weld - CompressAhmed saberNo ratings yet
- ASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Document2 pagesASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Virk Farms100% (1)
- 03 WPS CS 1Document3 pages03 WPS CS 1mohammadNo ratings yet
- Welding Procedure Specification (W.P.S) : Alstom India LimitedDocument2 pagesWelding Procedure Specification (W.P.S) : Alstom India LimitedAhmed saberNo ratings yet
- WPS 05Document4 pagesWPS 05Naqqash SajidNo ratings yet
- P. WpsDocument14 pagesP. WpsIsmiArdyNo ratings yet
- Ejemplo Prueba 991003Document2 pagesEjemplo Prueba 991003MARIO ALBANo ratings yet
- WPS Vessel 1Document4 pagesWPS Vessel 1Naqqash SajidNo ratings yet
- WPS GTAW Stainless SteelDocument7 pagesWPS GTAW Stainless SteelVarun MalhotraNo ratings yet
- WPS 03 2014Document2 pagesWPS 03 2014vinuNo ratings yet
- Wps For Akbtpl E-6013 - ModifiedDocument13 pagesWps For Akbtpl E-6013 - ModifiedvinayNo ratings yet
- Quy trình hàn vết nứt vành lò dùng que KNCF3 PDFDocument3 pagesQuy trình hàn vết nứt vành lò dùng que KNCF3 PDFDương Quang KhánhNo ratings yet
- WPS-ASME SEC IX-for PSODocument3 pagesWPS-ASME SEC IX-for PSOSultan ZebNo ratings yet
- Wps FormatDocument2 pagesWps FormatMeghan GhoneNo ratings yet
- Qw-482 Welding Procedure Specifications (WPS) : (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Document1 pageQw-482 Welding Procedure Specifications (WPS) : (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)linaNo ratings yet
- According To ASME IX: Welding Procedure Specification (W.P.S)Document4 pagesAccording To ASME IX: Welding Procedure Specification (W.P.S)Mohamed SalehNo ratings yet
- WPS-PQR Pengelasan (AA)Document12 pagesWPS-PQR Pengelasan (AA)Abrianto AkuanNo ratings yet
- Wps Ausa Gtaw Smaw 002 2018 Ok RDocument2 pagesWps Ausa Gtaw Smaw 002 2018 Ok RIvan Dario Carrillo Rubio0% (1)
- Astm 537 CL.1 WPSDocument2 pagesAstm 537 CL.1 WPSaudiihussain67% (3)
- Wps - Asme Ix - Gtaw - PipaDocument5 pagesWps - Asme Ix - Gtaw - PipaMuhammad Fitransyah Syamsuar PutraNo ratings yet
- SILVER-WPS-GESA-01 5mm To 32 MM SMAW LW P1 TO P1 - PQR-0063-W-18Document2 pagesSILVER-WPS-GESA-01 5mm To 32 MM SMAW LW P1 TO P1 - PQR-0063-W-18Abdulmecit YetisNo ratings yet
- Metals Inspection Services, Inc.: QW - 482 Suggested Format For Welding Procedure Specification (WPS)Document6 pagesMetals Inspection Services, Inc.: QW - 482 Suggested Format For Welding Procedure Specification (WPS)Luis MuñozNo ratings yet
- WPS&PQR FormsDocument4 pagesWPS&PQR FormsArab WeldersNo ratings yet
- Welding Procedure SpecificationDocument3 pagesWelding Procedure SpecificationAhmed saber100% (2)
- Sample Editable WPSDocument2 pagesSample Editable WPSsbmmlaNo ratings yet
- Asme Wps DemoDocument3 pagesAsme Wps Demoharis saleemNo ratings yet
- JOINTS (QW-402) : in Accordance With QW-200.1, Section IX, ASME BPVCDocument5 pagesJOINTS (QW-402) : in Accordance With QW-200.1, Section IX, ASME BPVCmkhalil1148No ratings yet
- WPSDocument6 pagesWPSYASH BARDHAN SinghNo ratings yet
- Qw-482 Welding Procedure Specification (WPS)Document3 pagesQw-482 Welding Procedure Specification (WPS)Sagar GourNo ratings yet
- Wps 18Document2 pagesWps 18Avishek GuptaNo ratings yet
- GMCo - WPSDocument8 pagesGMCo - WPSMohamed AtefNo ratings yet
- QW-482 (WPS) GTAW 4MM FilletDocument4 pagesQW-482 (WPS) GTAW 4MM FilletBalkishan DyavanapellyNo ratings yet
- 004 Gtaw P5aDocument16 pages004 Gtaw P5aMuhammad Fitransyah Syamsuar Putra100% (1)
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- A Guide to Vintage Audio Equipment for the Hobbyist and AudiophileFrom EverandA Guide to Vintage Audio Equipment for the Hobbyist and AudiophileNo ratings yet
- Advanced Materials for Emerging Applications Innovations, Improvements, Inclusion and ImpactFrom EverandAdvanced Materials for Emerging Applications Innovations, Improvements, Inclusion and ImpactNo ratings yet
- Principles of Welding: Processes, Physics, Chemistry, and MetallurgyFrom EverandPrinciples of Welding: Processes, Physics, Chemistry, and MetallurgyRating: 4 out of 5 stars4/5 (1)
- ASME Numeric Index1Document12 pagesASME Numeric Index1ING HARRINSON FERREBUSNo ratings yet
- Inter Volume 48Document8 pagesInter Volume 48ING HARRINSON FERREBUSNo ratings yet
- 14nonmandatory AppendicesDocument62 pages14nonmandatory AppendicesING HARRINSON FERREBUSNo ratings yet
- Listado MSSDocument2 pagesListado MSSING HARRINSON FERREBUSNo ratings yet
- ASME B56-8 InterpretationsDocument3 pagesASME B56-8 InterpretationsING HARRINSON FERREBUSNo ratings yet
- ASME B56-6 InterpretationsDocument9 pagesASME B56-6 InterpretationsING HARRINSON FERREBUSNo ratings yet
- ASME B30-11 InterpretationsDocument2 pagesASME B30-11 InterpretationsING HARRINSON FERREBUSNo ratings yet
- Aws D1.1 Part 3 PDFDocument6 pagesAws D1.1 Part 3 PDFING HARRINSON FERREBUSNo ratings yet
- Ferrer Y Parente Mill SteelDocument1 pageFerrer Y Parente Mill SteelING HARRINSON FERREBUSNo ratings yet
- Subject Index: Item No. 21808Document8 pagesSubject Index: Item No. 21808ING HARRINSON FERREBUSNo ratings yet
- 01 EI - Jan12Document36 pages01 EI - Jan12ING HARRINSON FERREBUSNo ratings yet
- Amine SCC PDFDocument2 pagesAmine SCC PDFING HARRINSON FERREBUSNo ratings yet
- 17 Casing Design PDFDocument44 pages17 Casing Design PDFChristian Olascoaga Mori50% (2)
- Sulfuric AcidDocument195 pagesSulfuric AcidDivyamNo ratings yet
- Kokkonda AravindDocument12 pagesKokkonda AravindVB INTERNET AND GROCERY STORENo ratings yet
- Remote Radio Unit (RRU) DC Feed Protection: Document Technical Content Created by M J MaytumDocument26 pagesRemote Radio Unit (RRU) DC Feed Protection: Document Technical Content Created by M J MaytumdiditNo ratings yet
- Basics of Electrical EngineeringDocument18 pagesBasics of Electrical EngineeringPRAVEEN YADAWNo ratings yet
- Thermoeconomic Modeling and Analysis of sCO2 Brayton CycleDocument21 pagesThermoeconomic Modeling and Analysis of sCO2 Brayton Cycley_durNo ratings yet
- Transcript 2009Document22 pagesTranscript 2009Bình Minh TôNo ratings yet
- Ib0300133m Mitsubishi Modbus QJ71MB91Document264 pagesIb0300133m Mitsubishi Modbus QJ71MB91adi kurniawanNo ratings yet
- B.tech Chem 6-8 Aff26042010Document33 pagesB.tech Chem 6-8 Aff26042010Adithya KrishnanNo ratings yet
- Electromagnetic Performance Comparison of Halbach Array Configurations in Permanent Magnet Synchronous MachineDocument5 pagesElectromagnetic Performance Comparison of Halbach Array Configurations in Permanent Magnet Synchronous Machinefong jeffNo ratings yet
- Line Distance Protection Rel670 650Document8 pagesLine Distance Protection Rel670 650igorsfaceNo ratings yet
- Disassembly Deskto HP TouchSmart 520 PCDocument12 pagesDisassembly Deskto HP TouchSmart 520 PCJenniferdaniela LutzherreroNo ratings yet
- Aqa Pa02 W QP Jan07Document16 pagesAqa Pa02 W QP Jan07marshalhoqueNo ratings yet
- Chiller Operation ManualDocument14 pagesChiller Operation Manualeburbano12No ratings yet
- Electronic Unit Injector - Remove: C6.6 Industrial EngineDocument12 pagesElectronic Unit Injector - Remove: C6.6 Industrial EngineBassieNo ratings yet
- Solar Based Auto Irrigation System: Guided By: Prof. Rakesh B. VasaniDocument18 pagesSolar Based Auto Irrigation System: Guided By: Prof. Rakesh B. Vasanisandhya AlaneNo ratings yet
- Compresores Piston ATLASDocument3 pagesCompresores Piston ATLASSergi MartínezNo ratings yet
- Tilting-Pad Journal BearingsDocument2 pagesTilting-Pad Journal BearingsNguyễn Thanh SơnNo ratings yet
- Power System OptimizationDocument23 pagesPower System Optimization08mpe026100% (1)
- Cracking of High Density Polyethylene Pyrolysis Waxes On HZSM 5Document9 pagesCracking of High Density Polyethylene Pyrolysis Waxes On HZSM 5SENG LEE LIMNo ratings yet
- Citystar 3Document627 pagesCitystar 3marco garcia100% (1)
- Fourth Mastery Test in Science and HealthDocument3 pagesFourth Mastery Test in Science and HealthEfra SageNo ratings yet
- Performance Analysis of Solar PV Modules With Dust Accumulation For Indian ScenarioDocument6 pagesPerformance Analysis of Solar PV Modules With Dust Accumulation For Indian ScenarioKomal SinghNo ratings yet
- Historyy of WeldingsDocument81 pagesHistoryy of WeldingsSuyash GatkalNo ratings yet
- Shell Abandonment Presentation IPark Workshop Feb'15Document13 pagesShell Abandonment Presentation IPark Workshop Feb'15CoolProphetNo ratings yet
- Gate 2019 MeDocument5 pagesGate 2019 MeVisakh RadhakrishnanNo ratings yet
- Environmental and Economic Impact Assessment of CDW Disposal PDFDocument9 pagesEnvironmental and Economic Impact Assessment of CDW Disposal PDFjcaldanabNo ratings yet
- 1012 - Turbine Lubricating OilDocument9 pages1012 - Turbine Lubricating OilAnonymous ieWpd823LgNo ratings yet