
BS 1408-1964
BS 1408-1964
You might also like
- Astm D445 PDFDocument10 pagesAstm D445 PDFDeepak JNo ratings yet
- Astm D445 PDFDocument10 pagesAstm D445 PDFDeepak JNo ratings yet
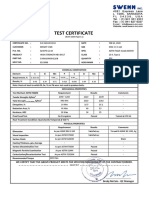
- Test Certificate: (BS EN 10204 Type 3.1)Document1 pageTest Certificate: (BS EN 10204 Type 3.1)Sachin NambiarNo ratings yet
- 1977Document11 pages1977Vineet Krishan67% (3)
- En 1559-1-2011Document28 pagesEn 1559-1-2011gokulakrishnan v50% (4)
- Din 50942-96Document13 pagesDin 50942-96RONALD100% (2)
- Normazione 52861: Cold Rolled Steels Cold Worked Strips and PlatesDocument5 pagesNormazione 52861: Cold Rolled Steels Cold Worked Strips and PlatesRizwanAliNo ratings yet
- BS-970!3!1991-Specification For Wrought Steels For Mechanical and Allied Engineering PurposesDocument38 pagesBS-970!3!1991-Specification For Wrought Steels For Mechanical and Allied Engineering PurposesEric Mellier100% (1)
- Qap For Fastener-IoclDocument3 pagesQap For Fastener-IoclTechproNo ratings yet
- Asme Section II A Sa-276Document10 pagesAsme Section II A Sa-276Anonymous GhPzn1xNo ratings yet
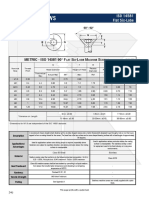
- Iso 14581 CSK ScrewDocument1 pageIso 14581 CSK ScrewMitesh MakvanaNo ratings yet
- BS 4504-Part 1Document104 pagesBS 4504-Part 1Simon LawNo ratings yet
- SOW For Wire Rope Inspection and MaintenanceDocument12 pagesSOW For Wire Rope Inspection and MaintenanceParviz Nasirov100% (2)
- Is 3601 PDFDocument24 pagesIs 3601 PDFNagendra Kumar100% (1)
- Is 1977Document11 pagesIs 1977rahulmechdceNo ratings yet
- Hex Socket Head Screws Is 2269Document17 pagesHex Socket Head Screws Is 2269Rajasekaran MuruganNo ratings yet
- IS 319 - 2007 - Reff2022Document11 pagesIS 319 - 2007 - Reff2022k27571No ratings yet
- CK-407Rev 3Document34 pagesCK-407Rev 3Ahmad Khubaib AdnanNo ratings yet
- JIS Steel Wires StandardDocument7 pagesJIS Steel Wires StandardPS NguyễnNo ratings yet
- Jis G 3313 SeccDocument58 pagesJis G 3313 SeccjleikNo ratings yet
- Al. Alloy Chemical CompositionDocument9 pagesAl. Alloy Chemical Compositionketan1965No ratings yet
- Din en 10083 3 2007Document58 pagesDin en 10083 3 2007PedroNo ratings yet
- Cross Index MaterialDocument4 pagesCross Index MaterialioancNo ratings yet
- Cylindrical Pins Is-2393Document2 pagesCylindrical Pins Is-2393Rajasekaran MuruganNo ratings yet
- Gould Alloys Limited - Copper and Copper Alloys DEF STAN 02 838 NES838 Bar - 243Document2 pagesGould Alloys Limited - Copper and Copper Alloys DEF STAN 02 838 NES838 Bar - 243Gourav SharmaNo ratings yet
- Asme B 446Document5 pagesAsme B 446Ramon AraujoNo ratings yet
- TSH7702GDocument8 pagesTSH7702GEmir AkçayNo ratings yet
- Din en 10083 3 2007 Alloy SteelsDocument58 pagesDin en 10083 3 2007 Alloy SteelsThang Do100% (1)
- 5986 2017 Reff2021Document15 pages5986 2017 Reff2021Santosh Kumar100% (3)
- Geomet 321Document2 pagesGeomet 321Satnam Rachna FastenersNo ratings yet
- Sae Ams 4500h Copper, Sheet, Strip, and PlateDocument6 pagesSae Ams 4500h Copper, Sheet, Strip, and Platechris nelsonNo ratings yet
- Standard Specification For: Designation: B574 17Document6 pagesStandard Specification For: Designation: B574 17raulNo ratings yet
- Steel Bolts and Nuts and Similar Norm 2377: ObjectiveDocument9 pagesSteel Bolts and Nuts and Similar Norm 2377: ObjectiveanhthoNo ratings yet
- EN 10263-1 2001 Raw MaterialDocument25 pagesEN 10263-1 2001 Raw MaterialLuca TurraNo ratings yet
- Iso Metric 32Document2 pagesIso Metric 32rahul caddNo ratings yet
- Iso 898 7 1992Document8 pagesIso 898 7 1992Quality & EngineeringNo ratings yet
- Is 1079 - 2009Document10 pagesIs 1079 - 2009Shradha SinghaniaNo ratings yet
- BS en 10263-4Document22 pagesBS en 10263-4Balakrishnan RagothamanNo ratings yet
- Iso898 2Document19 pagesIso898 2Ricardo VitorianoNo ratings yet
- 3455 1971 Reff2020Document17 pages3455 1971 Reff2020Ashish DubeyNo ratings yet
- BS en 26157-1-1992Document18 pagesBS en 26157-1-1992islamfarag2No ratings yet
- 2370 Ed1 ENDocument5 pages2370 Ed1 ENanhthoNo ratings yet
- IS 4218 (Part 1) 2001Document7 pagesIS 4218 (Part 1) 2001Soma SundaramNo ratings yet
- I S 617 - 1994Document15 pagesI S 617 - 1994Muthusamy ArumugamNo ratings yet
- Material Specification Sheet Saarstahl - SAE 12L14: Material No.: Standard: International Steel GradesDocument1 pageMaterial Specification Sheet Saarstahl - SAE 12L14: Material No.: Standard: International Steel GradesGustavo C. FerreiraNo ratings yet
- DIN 439 B ISO 4035 04: Hex Jam Nuts 0,5dDocument1 pageDIN 439 B ISO 4035 04: Hex Jam Nuts 0,5dParvee K NakwalNo ratings yet
- Din en 12680-1Document33 pagesDin en 12680-1vafavafaNo ratings yet
- Iso 898 2 2012 en PDFDocument11 pagesIso 898 2 2012 en PDFPablo BritoNo ratings yet
- BS 1449-1-2 - 1991Document10 pagesBS 1449-1-2 - 1991عمر عمرNo ratings yet
- BS 427 1990Document55 pagesBS 427 1990Jithu KareemNo ratings yet
- BS en 10025-3Document28 pagesBS en 10025-3yasser awadallhNo ratings yet
- Bs en Iso 15614 12 2014pdf PDFDocument20 pagesBs en Iso 15614 12 2014pdf PDFVasile TomsaNo ratings yet
- PSWDocument1 pagePSWKunal KarmakarNo ratings yet
- EN1A - Mild SteelDocument2 pagesEN1A - Mild SteelSuyash TambeNo ratings yet
- Iso AnnealingDocument2 pagesIso AnnealingPurushottam Sutar100% (1)
- Alloy-Steel and Stainless Steel Bolting For Low-Temperature ServiceDocument8 pagesAlloy-Steel and Stainless Steel Bolting For Low-Temperature ServiceGian SennaNo ratings yet
- ASTM A193 - Portland Bolt PDFDocument2 pagesASTM A193 - Portland Bolt PDFJonathan Douglas100% (1)
- BS 2995-1966 PDFDocument15 pagesBS 2995-1966 PDF윤규섭No ratings yet
- BS 00427 1961 (En) PDFDocument25 pagesBS 00427 1961 (En) PDFMahendran MNo ratings yet
- BS 4504-1969Document11 pagesBS 4504-1969윤규섭No ratings yet
- Supremepipe ProfileDocument20 pagesSupremepipe ProfileEdward Chan AcostaNo ratings yet
- Austempered Ductileiron Castings Market - 1Document13 pagesAustempered Ductileiron Castings Market - 1Mostafa OthmanNo ratings yet
- Astm B302 (1998)Document5 pagesAstm B302 (1998)Deepak JNo ratings yet
- GOST 5264-80. GOST 5264-80 Manual Arc Welding. Welded Joints. Main Types, Design Elements and Dimensions - Part 2Document4 pagesGOST 5264-80. GOST 5264-80 Manual Arc Welding. Welded Joints. Main Types, Design Elements and Dimensions - Part 2Deepak JNo ratings yet
- Astm A 681Document14 pagesAstm A 681Deepak JNo ratings yet
- A866Document4 pagesA866Deepak JNo ratings yet
- A 581 - A581M - 95b R00 - QTU4MS9BNTGXTQDocument3 pagesA 581 - A581M - 95b R00 - QTU4MS9BNTGXTQDeepak JNo ratings yet
- Rec 10 Rev1 Aug 1999 CLNDocument13 pagesRec 10 Rev1 Aug 1999 CLNDilara ÖZTÜRKNo ratings yet
- Power Strand Wire RopeDocument36 pagesPower Strand Wire RopeIqbal Gayuh RmsNo ratings yet
- Updated Electrical 2 PDFDocument1 pageUpdated Electrical 2 PDFJohn Remmel RogaNo ratings yet
- Amana AMAP182BW Use and Care Manual Page 3Document1 pageAmana AMAP182BW Use and Care Manual Page 3Bobby WalkerNo ratings yet
- Cable Memebres ProfiledirectoryDocument5 pagesCable Memebres ProfiledirectoryMigration Solution100% (1)
- AS NZS 1125-2001 - With Amdt 1-2004 ConductorsDocument28 pagesAS NZS 1125-2001 - With Amdt 1-2004 Conductorsshivam dwivediNo ratings yet
- Experiment No. - 7: Carey Foster's BridgeDocument5 pagesExperiment No. - 7: Carey Foster's Bridge21BPH121 Pradeep SNo ratings yet
- Gland ChartDocument18 pagesGland ChartKush SharmaNo ratings yet
- Icon Instrumentation CablesDocument76 pagesIcon Instrumentation CablesSunil RajNo ratings yet
- Wire Terminations 0110DB9901R2-02Document6 pagesWire Terminations 0110DB9901R2-02M Usman RiazNo ratings yet
- RC - Local1x120mm CU XLPE CUT AWA PVC20kV (TD) - 20230131122332.677 - XDocument2 pagesRC - Local1x120mm CU XLPE CUT AWA PVC20kV (TD) - 20230131122332.677 - XAnonymous wx4I4YQONo ratings yet
- Wire Ampacity and Ocpd Rating StandardsDocument3 pagesWire Ampacity and Ocpd Rating StandardsJule LobresNo ratings yet
- ContactorDocument35 pagesContactorSiddharth SinghNo ratings yet
- Tubular and Process Assemblies: W A T L O WDocument22 pagesTubular and Process Assemblies: W A T L O WEliasNo ratings yet
- VW Transporter T5 T6 7H - Multivan 7E Multifunction Steering Wheel Retrofit Wiring HarnessDocument13 pagesVW Transporter T5 T6 7H - Multivan 7E Multifunction Steering Wheel Retrofit Wiring HarnessNull100% (1)
- A586Document6 pagesA586Marcos Verissimo Juca de Paula100% (1)
- Gangway and Accommodation LaddersDocument3 pagesGangway and Accommodation Laddersminakshi tiwari100% (1)
- Industrial Wire Screens CatalogueDocument15 pagesIndustrial Wire Screens Catalogueos ozNo ratings yet
- Instrument Signal LineDocument62 pagesInstrument Signal LineMerkoNo ratings yet
- Company Profile: An Iso 9001: 2015 Certified CompanyDocument50 pagesCompany Profile: An Iso 9001: 2015 Certified CompanySumit SharmaNo ratings yet
- Industrial Training Final ReportDocument28 pagesIndustrial Training Final ReportMuhammad Harith Hilmi Zen AzharNo ratings yet
- A853-04 (2010) Standard Specification For Steel Wire, Carbon, For General UseDocument3 pagesA853-04 (2010) Standard Specification For Steel Wire, Carbon, For General Usetjt4779No ratings yet
- MCB Ratings For Led LuminairesDocument10 pagesMCB Ratings For Led LuminairesravNo ratings yet
- Ormco InstrumentsDocument44 pagesOrmco Instrumentsorthodontistinthemaking100% (1)
- E Dwgs MonarchTrading - PC S 011520Document11 pagesE Dwgs MonarchTrading - PC S 011520JesseNo ratings yet
- Rope IIDocument31 pagesRope IIDhruv ShindeNo ratings yet
- DC Connection at Bts Site AmitDocument8 pagesDC Connection at Bts Site Amitya hussainNo ratings yet
- SM-5030LX英文 1Document23 pagesSM-5030LX英文 1juan estebanNo ratings yet
- A510m 06Document7 pagesA510m 06psewag100% (1)





























































































Download as pdf or txt
You might also like
- Astm D445 PDFDocument10 pagesAstm D445 PDFDeepak JNo ratings yet
- Astm D445 PDFDocument10 pagesAstm D445 PDFDeepak JNo ratings yet
- Test Certificate: (BS EN 10204 Type 3.1)Document1 pageTest Certificate: (BS EN 10204 Type 3.1)Sachin NambiarNo ratings yet
- 1977Document11 pages1977Vineet Krishan67% (3)
- En 1559-1-2011Document28 pagesEn 1559-1-2011gokulakrishnan v50% (4)
- Din 50942-96Document13 pagesDin 50942-96RONALD100% (2)
- Normazione 52861: Cold Rolled Steels Cold Worked Strips and PlatesDocument5 pagesNormazione 52861: Cold Rolled Steels Cold Worked Strips and PlatesRizwanAliNo ratings yet
- BS-970!3!1991-Specification For Wrought Steels For Mechanical and Allied Engineering PurposesDocument38 pagesBS-970!3!1991-Specification For Wrought Steels For Mechanical and Allied Engineering PurposesEric Mellier100% (1)
- Qap For Fastener-IoclDocument3 pagesQap For Fastener-IoclTechproNo ratings yet
- Asme Section II A Sa-276Document10 pagesAsme Section II A Sa-276Anonymous GhPzn1xNo ratings yet
- Iso 14581 CSK ScrewDocument1 pageIso 14581 CSK ScrewMitesh MakvanaNo ratings yet
- BS 4504-Part 1Document104 pagesBS 4504-Part 1Simon LawNo ratings yet
- SOW For Wire Rope Inspection and MaintenanceDocument12 pagesSOW For Wire Rope Inspection and MaintenanceParviz Nasirov100% (2)
- Is 3601 PDFDocument24 pagesIs 3601 PDFNagendra Kumar100% (1)
- Is 1977Document11 pagesIs 1977rahulmechdceNo ratings yet
- Hex Socket Head Screws Is 2269Document17 pagesHex Socket Head Screws Is 2269Rajasekaran MuruganNo ratings yet
- IS 319 - 2007 - Reff2022Document11 pagesIS 319 - 2007 - Reff2022k27571No ratings yet
- CK-407Rev 3Document34 pagesCK-407Rev 3Ahmad Khubaib AdnanNo ratings yet
- JIS Steel Wires StandardDocument7 pagesJIS Steel Wires StandardPS NguyễnNo ratings yet
- Jis G 3313 SeccDocument58 pagesJis G 3313 SeccjleikNo ratings yet
- Al. Alloy Chemical CompositionDocument9 pagesAl. Alloy Chemical Compositionketan1965No ratings yet
- Din en 10083 3 2007Document58 pagesDin en 10083 3 2007PedroNo ratings yet
- Cross Index MaterialDocument4 pagesCross Index MaterialioancNo ratings yet
- Cylindrical Pins Is-2393Document2 pagesCylindrical Pins Is-2393Rajasekaran MuruganNo ratings yet
- Gould Alloys Limited - Copper and Copper Alloys DEF STAN 02 838 NES838 Bar - 243Document2 pagesGould Alloys Limited - Copper and Copper Alloys DEF STAN 02 838 NES838 Bar - 243Gourav SharmaNo ratings yet
- Asme B 446Document5 pagesAsme B 446Ramon AraujoNo ratings yet
- TSH7702GDocument8 pagesTSH7702GEmir AkçayNo ratings yet
- Din en 10083 3 2007 Alloy SteelsDocument58 pagesDin en 10083 3 2007 Alloy SteelsThang Do100% (1)
- 5986 2017 Reff2021Document15 pages5986 2017 Reff2021Santosh Kumar100% (3)
- Geomet 321Document2 pagesGeomet 321Satnam Rachna FastenersNo ratings yet
- Sae Ams 4500h Copper, Sheet, Strip, and PlateDocument6 pagesSae Ams 4500h Copper, Sheet, Strip, and Platechris nelsonNo ratings yet
- Standard Specification For: Designation: B574 17Document6 pagesStandard Specification For: Designation: B574 17raulNo ratings yet
- Steel Bolts and Nuts and Similar Norm 2377: ObjectiveDocument9 pagesSteel Bolts and Nuts and Similar Norm 2377: ObjectiveanhthoNo ratings yet
- EN 10263-1 2001 Raw MaterialDocument25 pagesEN 10263-1 2001 Raw MaterialLuca TurraNo ratings yet
- Iso Metric 32Document2 pagesIso Metric 32rahul caddNo ratings yet
- Iso 898 7 1992Document8 pagesIso 898 7 1992Quality & EngineeringNo ratings yet
- Is 1079 - 2009Document10 pagesIs 1079 - 2009Shradha SinghaniaNo ratings yet
- BS en 10263-4Document22 pagesBS en 10263-4Balakrishnan RagothamanNo ratings yet
- Iso898 2Document19 pagesIso898 2Ricardo VitorianoNo ratings yet
- 3455 1971 Reff2020Document17 pages3455 1971 Reff2020Ashish DubeyNo ratings yet
- BS en 26157-1-1992Document18 pagesBS en 26157-1-1992islamfarag2No ratings yet
- 2370 Ed1 ENDocument5 pages2370 Ed1 ENanhthoNo ratings yet
- IS 4218 (Part 1) 2001Document7 pagesIS 4218 (Part 1) 2001Soma SundaramNo ratings yet
- I S 617 - 1994Document15 pagesI S 617 - 1994Muthusamy ArumugamNo ratings yet
- Material Specification Sheet Saarstahl - SAE 12L14: Material No.: Standard: International Steel GradesDocument1 pageMaterial Specification Sheet Saarstahl - SAE 12L14: Material No.: Standard: International Steel GradesGustavo C. FerreiraNo ratings yet
- DIN 439 B ISO 4035 04: Hex Jam Nuts 0,5dDocument1 pageDIN 439 B ISO 4035 04: Hex Jam Nuts 0,5dParvee K NakwalNo ratings yet
- Din en 12680-1Document33 pagesDin en 12680-1vafavafaNo ratings yet
- Iso 898 2 2012 en PDFDocument11 pagesIso 898 2 2012 en PDFPablo BritoNo ratings yet
- BS 1449-1-2 - 1991Document10 pagesBS 1449-1-2 - 1991عمر عمرNo ratings yet
- BS 427 1990Document55 pagesBS 427 1990Jithu KareemNo ratings yet
- BS en 10025-3Document28 pagesBS en 10025-3yasser awadallhNo ratings yet
- Bs en Iso 15614 12 2014pdf PDFDocument20 pagesBs en Iso 15614 12 2014pdf PDFVasile TomsaNo ratings yet
- PSWDocument1 pagePSWKunal KarmakarNo ratings yet
- EN1A - Mild SteelDocument2 pagesEN1A - Mild SteelSuyash TambeNo ratings yet
- Iso AnnealingDocument2 pagesIso AnnealingPurushottam Sutar100% (1)
- Alloy-Steel and Stainless Steel Bolting For Low-Temperature ServiceDocument8 pagesAlloy-Steel and Stainless Steel Bolting For Low-Temperature ServiceGian SennaNo ratings yet
- ASTM A193 - Portland Bolt PDFDocument2 pagesASTM A193 - Portland Bolt PDFJonathan Douglas100% (1)
- BS 2995-1966 PDFDocument15 pagesBS 2995-1966 PDF윤규섭No ratings yet
- BS 00427 1961 (En) PDFDocument25 pagesBS 00427 1961 (En) PDFMahendran MNo ratings yet
- BS 4504-1969Document11 pagesBS 4504-1969윤규섭No ratings yet
- Supremepipe ProfileDocument20 pagesSupremepipe ProfileEdward Chan AcostaNo ratings yet
- Austempered Ductileiron Castings Market - 1Document13 pagesAustempered Ductileiron Castings Market - 1Mostafa OthmanNo ratings yet
- Astm B302 (1998)Document5 pagesAstm B302 (1998)Deepak JNo ratings yet
- GOST 5264-80. GOST 5264-80 Manual Arc Welding. Welded Joints. Main Types, Design Elements and Dimensions - Part 2Document4 pagesGOST 5264-80. GOST 5264-80 Manual Arc Welding. Welded Joints. Main Types, Design Elements and Dimensions - Part 2Deepak JNo ratings yet
- Astm A 681Document14 pagesAstm A 681Deepak JNo ratings yet
- A866Document4 pagesA866Deepak JNo ratings yet
- A 581 - A581M - 95b R00 - QTU4MS9BNTGXTQDocument3 pagesA 581 - A581M - 95b R00 - QTU4MS9BNTGXTQDeepak JNo ratings yet
- Rec 10 Rev1 Aug 1999 CLNDocument13 pagesRec 10 Rev1 Aug 1999 CLNDilara ÖZTÜRKNo ratings yet
- Power Strand Wire RopeDocument36 pagesPower Strand Wire RopeIqbal Gayuh RmsNo ratings yet
- Updated Electrical 2 PDFDocument1 pageUpdated Electrical 2 PDFJohn Remmel RogaNo ratings yet
- Amana AMAP182BW Use and Care Manual Page 3Document1 pageAmana AMAP182BW Use and Care Manual Page 3Bobby WalkerNo ratings yet
- Cable Memebres ProfiledirectoryDocument5 pagesCable Memebres ProfiledirectoryMigration Solution100% (1)
- AS NZS 1125-2001 - With Amdt 1-2004 ConductorsDocument28 pagesAS NZS 1125-2001 - With Amdt 1-2004 Conductorsshivam dwivediNo ratings yet
- Experiment No. - 7: Carey Foster's BridgeDocument5 pagesExperiment No. - 7: Carey Foster's Bridge21BPH121 Pradeep SNo ratings yet
- Gland ChartDocument18 pagesGland ChartKush SharmaNo ratings yet
- Icon Instrumentation CablesDocument76 pagesIcon Instrumentation CablesSunil RajNo ratings yet
- Wire Terminations 0110DB9901R2-02Document6 pagesWire Terminations 0110DB9901R2-02M Usman RiazNo ratings yet
- RC - Local1x120mm CU XLPE CUT AWA PVC20kV (TD) - 20230131122332.677 - XDocument2 pagesRC - Local1x120mm CU XLPE CUT AWA PVC20kV (TD) - 20230131122332.677 - XAnonymous wx4I4YQONo ratings yet
- Wire Ampacity and Ocpd Rating StandardsDocument3 pagesWire Ampacity and Ocpd Rating StandardsJule LobresNo ratings yet
- ContactorDocument35 pagesContactorSiddharth SinghNo ratings yet
- Tubular and Process Assemblies: W A T L O WDocument22 pagesTubular and Process Assemblies: W A T L O WEliasNo ratings yet
- VW Transporter T5 T6 7H - Multivan 7E Multifunction Steering Wheel Retrofit Wiring HarnessDocument13 pagesVW Transporter T5 T6 7H - Multivan 7E Multifunction Steering Wheel Retrofit Wiring HarnessNull100% (1)
- A586Document6 pagesA586Marcos Verissimo Juca de Paula100% (1)
- Gangway and Accommodation LaddersDocument3 pagesGangway and Accommodation Laddersminakshi tiwari100% (1)
- Industrial Wire Screens CatalogueDocument15 pagesIndustrial Wire Screens Catalogueos ozNo ratings yet
- Instrument Signal LineDocument62 pagesInstrument Signal LineMerkoNo ratings yet
- Company Profile: An Iso 9001: 2015 Certified CompanyDocument50 pagesCompany Profile: An Iso 9001: 2015 Certified CompanySumit SharmaNo ratings yet
- Industrial Training Final ReportDocument28 pagesIndustrial Training Final ReportMuhammad Harith Hilmi Zen AzharNo ratings yet
- A853-04 (2010) Standard Specification For Steel Wire, Carbon, For General UseDocument3 pagesA853-04 (2010) Standard Specification For Steel Wire, Carbon, For General Usetjt4779No ratings yet
- MCB Ratings For Led LuminairesDocument10 pagesMCB Ratings For Led LuminairesravNo ratings yet
- Ormco InstrumentsDocument44 pagesOrmco Instrumentsorthodontistinthemaking100% (1)
- E Dwgs MonarchTrading - PC S 011520Document11 pagesE Dwgs MonarchTrading - PC S 011520JesseNo ratings yet
- Rope IIDocument31 pagesRope IIDhruv ShindeNo ratings yet
- DC Connection at Bts Site AmitDocument8 pagesDC Connection at Bts Site Amitya hussainNo ratings yet
- SM-5030LX英文 1Document23 pagesSM-5030LX英文 1juan estebanNo ratings yet
- A510m 06Document7 pagesA510m 06psewag100% (1)