Download as doc, pdf, or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5825)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Practice Test #9: For The Toefl® Reading SectionDocument37 pagesPractice Test #9: For The Toefl® Reading SectionAngeline Mary MarchellaNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Power - Poster Draft - 16072020Document1 pagePower - Poster Draft - 16072020gissaNo ratings yet
- CGE Training: Case: Power Sector: Center For Research On Energy PolicyDocument17 pagesCGE Training: Case: Power Sector: Center For Research On Energy PolicygissaNo ratings yet
- Residential 3%: Iron and Steel Cement Chemicals Pulp and Paper Alumunium OtherDocument3 pagesResidential 3%: Iron and Steel Cement Chemicals Pulp and Paper Alumunium OthergissaNo ratings yet
- LocarnetDocument16 pagesLocarnetgissaNo ratings yet
- Asme A112.1.2-2004Document14 pagesAsme A112.1.2-2004Faisal EbrahimNo ratings yet
- 600W Datasheet - Vertex - DEG20C.20 - EN - 2020 - PA1 - WebDocument2 pages600W Datasheet - Vertex - DEG20C.20 - EN - 2020 - PA1 - WebAlexander BrionesNo ratings yet
- Shell Rimula R5 E 10W-40Document2 pagesShell Rimula R5 E 10W-40MUHAMMAD LUTHFINo ratings yet
- Introduction To Different Civil Engineering SpecializationDocument6 pagesIntroduction To Different Civil Engineering SpecializationJay GrijaldoNo ratings yet
- MSDS Tofa 0617 EngDocument7 pagesMSDS Tofa 0617 EngAtif Iqbal100% (1)
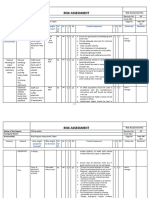
- RA-05-Office SafetyDocument5 pagesRA-05-Office Safetyamritha n krishnaNo ratings yet
- Activated Carbon OptionsDocument2 pagesActivated Carbon Optionsfawmer61No ratings yet
- Doeb Be 2550 (Eng)Document6 pagesDoeb Be 2550 (Eng)titlesaengNo ratings yet
- Carmen 4 Eso Extra Practice Units 4 5Document9 pagesCarmen 4 Eso Extra Practice Units 4 5Monica PerezNo ratings yet
- Evidence of Coal Deposits: Presented By: GROUP 4 Presented To: Mrs. Au BonitezDocument14 pagesEvidence of Coal Deposits: Presented By: GROUP 4 Presented To: Mrs. Au BonitezNoreen BrionesNo ratings yet
- Ogl 481 Political FrameDocument3 pagesOgl 481 Political Frameapi-638712104No ratings yet
- Chapter 1 Research - Docxs-1Document10 pagesChapter 1 Research - Docxs-1Celina PilloraNo ratings yet
- Ancient Transformation, Current Conservation: Traditional Forest Management On The Iriri River, Brazilian AmazoniaDocument15 pagesAncient Transformation, Current Conservation: Traditional Forest Management On The Iriri River, Brazilian AmazoniaMauricio TorresNo ratings yet
- Biological Productivity NotesDocument2 pagesBiological Productivity Notesavi97No ratings yet
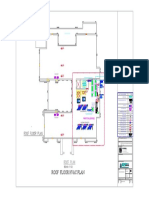
- Roof Floor Hvac Plan: Area For All ServicesDocument1 pageRoof Floor Hvac Plan: Area For All ServicesMohammed AzharNo ratings yet
- Green Economy EssayDocument2 pagesGreen Economy EssayDilesh VeeramahNo ratings yet
- Fire and Life Safety Assessment ReportDocument5 pagesFire and Life Safety Assessment ReportJune CostalesNo ratings yet
- Muhamad Nurbayan - Tugas IndividuDocument4 pagesMuhamad Nurbayan - Tugas IndividuTegar HasbiyallohNo ratings yet
- 14.cold ClimateDocument2 pages14.cold ClimatemariyaNo ratings yet
- 10 HEPAFILTER - RHT FUV-1806 With UV PMSDocument2 pages10 HEPAFILTER - RHT FUV-1806 With UV PMSandyNo ratings yet
- On The Ecology of Coenobita Clypeatus in Curaçao - With Reference To Reproduction, Water Economy and Osmoregulation in Terrestrial Hermit Crabs (PDFDrive)Document148 pagesOn The Ecology of Coenobita Clypeatus in Curaçao - With Reference To Reproduction, Water Economy and Osmoregulation in Terrestrial Hermit Crabs (PDFDrive)Thunderlord ZinogreNo ratings yet
- On Screen b2 WB and GB TB AnswersDocument35 pagesOn Screen b2 WB and GB TB AnswersMariana PavelNo ratings yet
- Mã 169Document5 pagesMã 169Nguyễn Xuân Tùng THPT Lý Thường KiệtNo ratings yet
- A Study On Eco-Tourism and Its Sustainability in India: October 2020Document94 pagesA Study On Eco-Tourism and Its Sustainability in India: October 2020Shif renNo ratings yet
- 2006 - Resolution 3 With Respect To Hazardous Waste ManagementDocument36 pages2006 - Resolution 3 With Respect To Hazardous Waste ManagementAmr YehiaNo ratings yet
- Research ProposalDocument4 pagesResearch Proposalapi-703354548No ratings yet
- The Effect of Green Competencies and Values On Carbon - 2024 - Cleaner and RespDocument11 pagesThe Effect of Green Competencies and Values On Carbon - 2024 - Cleaner and Respraj cyberboyNo ratings yet
- Environment Under Article XX of Gatt 1994Document19 pagesEnvironment Under Article XX of Gatt 1994Chaitanya AroraNo ratings yet
- TAGLINE - One Earth, One Family, and One FutureDocument14 pagesTAGLINE - One Earth, One Family, and One FutureKumar GautamNo ratings yet