
Tugas 1 Operation Plan Bubut
Tugas 1 Operation Plan Bubut
You might also like
- Presentasi Bahasa Inggris The Function of CNC MachineDocument13 pagesPresentasi Bahasa Inggris The Function of CNC MachineDhyo HijisalapanbelasNo ratings yet
- A-18. Kopling Flens KakuDocument1 pageA-18. Kopling Flens KakuIbnu FajarNo ratings yet
- Program Latihan 2aDocument6 pagesProgram Latihan 2aBayu Prayudi WibowoNo ratings yet
- H E V M C: High Efficiency Vertical Machining CenterDocument8 pagesH E V M C: High Efficiency Vertical Machining CenterAbhishek VelagaNo ratings yet
- Dudukan TegakDocument1 pageDudukan TegakninapamujiNo ratings yet
- Chains:: Advantages and Disadvantages of Chain Drive Over Belt or Rope DriveDocument6 pagesChains:: Advantages and Disadvantages of Chain Drive Over Belt or Rope DriveChetan KolambeNo ratings yet
- RODA GIGI MIRING Helical GearDocument13 pagesRODA GIGI MIRING Helical GearArya PerdanaNo ratings yet
- Bearing ToleransiDocument4 pagesBearing ToleransiinnuNo ratings yet
- Ragum PDFDocument4 pagesRagum PDFMuhamad JakariyaNo ratings yet
- 3D PrintingDocument22 pages3D PrintingWinwin SparklingNo ratings yet
- Struk TurDocument1 pageStruk TurdoniNo ratings yet
- Kumpulan Soal Uas Teknik PembentukanDocument25 pagesKumpulan Soal Uas Teknik PembentukanNur'aini Virani PutriNo ratings yet
- Perancangan Car Lift Two Post Kapasitas 3000 KGDocument9 pagesPerancangan Car Lift Two Post Kapasitas 3000 KGDafit PradiastaNo ratings yet
- SKMM1113 Week 6 - Torsion (Inderterminate)Document3 pagesSKMM1113 Week 6 - Torsion (Inderterminate)kamalnathNo ratings yet
- Homework #5: in Switzerland, Under The AlpsDocument2 pagesHomework #5: in Switzerland, Under The AlpsMarkos G. YanaParedesNo ratings yet
- Pengenalan PLTU Teluk Sirih PDFDocument19 pagesPengenalan PLTU Teluk Sirih PDFDinata Putra100% (1)
- Simulation of Case DepthDocument8 pagesSimulation of Case DepthyanuarNo ratings yet
- CONTOH PROGRAM CNC MILL - Setiyonojaya20 PDFDocument39 pagesCONTOH PROGRAM CNC MILL - Setiyonojaya20 PDFTeknik PemesinanNo ratings yet
- Rumus Perhitungan Spurs GearDocument4 pagesRumus Perhitungan Spurs GearILham Fakhrul ArifinNo ratings yet
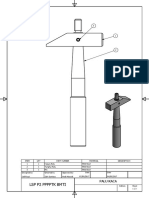
- LSP P2 PPPPTK Bmti: Palu KacaDocument3 pagesLSP P2 PPPPTK Bmti: Palu Kacawawan sopian100% (2)
- SOAL Prototype Modelling LKS 2017Document1 pageSOAL Prototype Modelling LKS 2017denyNo ratings yet
- Perencanaan Sambungan Las Pada Bejana Tekan (Pressure Vessel) Tipe Separator Untuk Fluida GasDocument10 pagesPerencanaan Sambungan Las Pada Bejana Tekan (Pressure Vessel) Tipe Separator Untuk Fluida Gasismail khasanNo ratings yet
- Tut 6,7,8 - 2013Document3 pagesTut 6,7,8 - 2013SourabhNo ratings yet
- Perencanaan Cad Cam Mesin CNC MillingDocument7 pagesPerencanaan Cad Cam Mesin CNC MillingputuwisnayaNo ratings yet
- Mengenal Alat Ukur Height GageDocument11 pagesMengenal Alat Ukur Height GagegopurNo ratings yet
- MP-I - Lab Manual DarshanDocument159 pagesMP-I - Lab Manual DarshanNitinGothiNo ratings yet
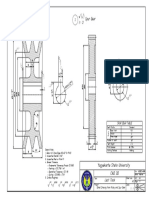
- Pulley Double - V Spur Gear: Cad 3D Yogyakarta State UniversityDocument1 pagePulley Double - V Spur Gear: Cad 3D Yogyakarta State UniversityfebrianNo ratings yet
- Tugas 1 Gaya Potong Contoh SoalDocument3 pagesTugas 1 Gaya Potong Contoh SoalWahyu WidodoNo ratings yet
- Job Sheet CAD 3D PDFDocument9 pagesJob Sheet CAD 3D PDFwawan sopianNo ratings yet
- Proposal Analisis Sistem PendinginDocument11 pagesProposal Analisis Sistem PendinginRabil Agung GinanjarNo ratings yet
- Maintenance PKSDocument63 pagesMaintenance PKSBunga PanjaitanNo ratings yet
- Chapter 9 Gear TrainsDocument99 pagesChapter 9 Gear TrainsAmalina100% (1)
- Mechanical Actuation SystemsDocument14 pagesMechanical Actuation SystemsnkchandruNo ratings yet
- Daftar Isi HydraulicDocument4 pagesDaftar Isi HydraulicYhuto W. PutraNo ratings yet
- 26 Main Bearing CupDocument1 page26 Main Bearing Cupraka afriantoNo ratings yet
- Materi Mesin CNC (P9 Daring)Document6 pagesMateri Mesin CNC (P9 Daring)AyasNo ratings yet
- Soal LKSN 2021 - Prototype ModellingDocument3 pagesSoal LKSN 2021 - Prototype Modelling36. ZAKIALITSEL GEBRILIENNo ratings yet
- Perancangan Ulang Case Dan Cover Roof Unit Air Conditioning F-01-LX Untuk Kendaraan Minibus Di Pt. Frigia Air ConditioningDocument144 pagesPerancangan Ulang Case Dan Cover Roof Unit Air Conditioning F-01-LX Untuk Kendaraan Minibus Di Pt. Frigia Air ConditioningSalamet TeguhNo ratings yet
- EtiketDocument4 pagesEtiketyanuar ariNo ratings yet
- Cap Screw ManufactureDocument2 pagesCap Screw Manufacturealif hasyimNo ratings yet
- Laporan AnsysDocument18 pagesLaporan AnsysBoyos HitssNo ratings yet
- Blok Diagram Motor Listrik BRTDocument1 pageBlok Diagram Motor Listrik BRTAnjar Ani Sragen100% (1)
- Analysis RELATIVE-VELOCITY-METHODDocument7 pagesAnalysis RELATIVE-VELOCITY-METHODGooftilaaAniJiraachuunkooYesusiinNo ratings yet
- Jobsheet OVERHAUL TRANSMISI MANUALDocument15 pagesJobsheet OVERHAUL TRANSMISI MANUALAzam PuryantoNo ratings yet
- Roda Gigi Lurus (Spur Gear) : Mott, Robert L., "Machine Elements in Mechanical Design"Document90 pagesRoda Gigi Lurus (Spur Gear) : Mott, Robert L., "Machine Elements in Mechanical Design"Sandisusanto JsNo ratings yet
- 08 GustiyaniDocument5 pages08 GustiyaniGustiyani GustiyaniNo ratings yet
- Perancangan Mesin Perajang Daun Tembakau: Anwar Hidayat, Drs. Bambang Setyo H.P, M.PDDocument13 pagesPerancangan Mesin Perajang Daun Tembakau: Anwar Hidayat, Drs. Bambang Setyo H.P, M.PDFikri SiplhoNo ratings yet
- Shell Eco Marathon 2021 Its Team Sapuangin Simulate To InnovateDocument18 pagesShell Eco Marathon 2021 Its Team Sapuangin Simulate To InnovateRudy ArthaNo ratings yet
- DKP Heat TransferDocument20 pagesDKP Heat TransferTyo SpensaNo ratings yet
- Soal Lomba Auto CADDocument3 pagesSoal Lomba Auto CADAmirhull Arievf D'joeckamtNo ratings yet
- Thread by @arangga - AriaDocument34 pagesThread by @arangga - Arialatifa100% (1)
- Desain Proses Produksi Survival Knife Dengan Metode OperationDocument4 pagesDesain Proses Produksi Survival Knife Dengan Metode OperationSalim NurNo ratings yet
- Kopling FlensDocument1 pageKopling FlensrivanmoehNo ratings yet
- Abrasive Machining and Finishing OperationsDocument25 pagesAbrasive Machining and Finishing Operationsاحمد عمر حديدNo ratings yet
- Hasil Tep 2022 - Teknik MesinDocument13 pagesHasil Tep 2022 - Teknik MesinKevin Pravdha ANo ratings yet
- Pratikum Desain Elemen Mesin 2Document48 pagesPratikum Desain Elemen Mesin 2Paul PaulusNo ratings yet
- Menggambar Teknik.Document41 pagesMenggambar Teknik.Irvan Maulana100% (1)
- Word Bubut Kelomok 2Document22 pagesWord Bubut Kelomok 2Budi FirmansyahNo ratings yet
- Problemario ManufacturaDocument5 pagesProblemario ManufacturaRulis DCNo ratings yet
- KompositDocument15 pagesKompositnur afifahNo ratings yet
- Introduction TaskDocument1 pageIntroduction Tasknur afifahNo ratings yet
- Failure in MaterialDocument22 pagesFailure in Materialnur afifahNo ratings yet
- CH 11Document35 pagesCH 11nur afifahNo ratings yet
- Scanned by CamscannerDocument3 pagesScanned by Camscannernur afifahNo ratings yet
- Fraise MachineDocument9 pagesFraise Machinenur afifahNo ratings yet
- Kunci Jawaban To Fisika 2019Document1 pageKunci Jawaban To Fisika 2019nur afifahNo ratings yet
- Gambar Bis 2Document2 pagesGambar Bis 2nur afifahNo ratings yet

































































Download as docx, pdf, or txt
You might also like
- Presentasi Bahasa Inggris The Function of CNC MachineDocument13 pagesPresentasi Bahasa Inggris The Function of CNC MachineDhyo HijisalapanbelasNo ratings yet
- A-18. Kopling Flens KakuDocument1 pageA-18. Kopling Flens KakuIbnu FajarNo ratings yet
- Program Latihan 2aDocument6 pagesProgram Latihan 2aBayu Prayudi WibowoNo ratings yet
- H E V M C: High Efficiency Vertical Machining CenterDocument8 pagesH E V M C: High Efficiency Vertical Machining CenterAbhishek VelagaNo ratings yet
- Dudukan TegakDocument1 pageDudukan TegakninapamujiNo ratings yet
- Chains:: Advantages and Disadvantages of Chain Drive Over Belt or Rope DriveDocument6 pagesChains:: Advantages and Disadvantages of Chain Drive Over Belt or Rope DriveChetan KolambeNo ratings yet
- RODA GIGI MIRING Helical GearDocument13 pagesRODA GIGI MIRING Helical GearArya PerdanaNo ratings yet
- Bearing ToleransiDocument4 pagesBearing ToleransiinnuNo ratings yet
- Ragum PDFDocument4 pagesRagum PDFMuhamad JakariyaNo ratings yet
- 3D PrintingDocument22 pages3D PrintingWinwin SparklingNo ratings yet
- Struk TurDocument1 pageStruk TurdoniNo ratings yet
- Kumpulan Soal Uas Teknik PembentukanDocument25 pagesKumpulan Soal Uas Teknik PembentukanNur'aini Virani PutriNo ratings yet
- Perancangan Car Lift Two Post Kapasitas 3000 KGDocument9 pagesPerancangan Car Lift Two Post Kapasitas 3000 KGDafit PradiastaNo ratings yet
- SKMM1113 Week 6 - Torsion (Inderterminate)Document3 pagesSKMM1113 Week 6 - Torsion (Inderterminate)kamalnathNo ratings yet
- Homework #5: in Switzerland, Under The AlpsDocument2 pagesHomework #5: in Switzerland, Under The AlpsMarkos G. YanaParedesNo ratings yet
- Pengenalan PLTU Teluk Sirih PDFDocument19 pagesPengenalan PLTU Teluk Sirih PDFDinata Putra100% (1)
- Simulation of Case DepthDocument8 pagesSimulation of Case DepthyanuarNo ratings yet
- CONTOH PROGRAM CNC MILL - Setiyonojaya20 PDFDocument39 pagesCONTOH PROGRAM CNC MILL - Setiyonojaya20 PDFTeknik PemesinanNo ratings yet
- Rumus Perhitungan Spurs GearDocument4 pagesRumus Perhitungan Spurs GearILham Fakhrul ArifinNo ratings yet
- LSP P2 PPPPTK Bmti: Palu KacaDocument3 pagesLSP P2 PPPPTK Bmti: Palu Kacawawan sopian100% (2)
- SOAL Prototype Modelling LKS 2017Document1 pageSOAL Prototype Modelling LKS 2017denyNo ratings yet
- Perencanaan Sambungan Las Pada Bejana Tekan (Pressure Vessel) Tipe Separator Untuk Fluida GasDocument10 pagesPerencanaan Sambungan Las Pada Bejana Tekan (Pressure Vessel) Tipe Separator Untuk Fluida Gasismail khasanNo ratings yet
- Tut 6,7,8 - 2013Document3 pagesTut 6,7,8 - 2013SourabhNo ratings yet
- Perencanaan Cad Cam Mesin CNC MillingDocument7 pagesPerencanaan Cad Cam Mesin CNC MillingputuwisnayaNo ratings yet
- Mengenal Alat Ukur Height GageDocument11 pagesMengenal Alat Ukur Height GagegopurNo ratings yet
- MP-I - Lab Manual DarshanDocument159 pagesMP-I - Lab Manual DarshanNitinGothiNo ratings yet
- Pulley Double - V Spur Gear: Cad 3D Yogyakarta State UniversityDocument1 pagePulley Double - V Spur Gear: Cad 3D Yogyakarta State UniversityfebrianNo ratings yet
- Tugas 1 Gaya Potong Contoh SoalDocument3 pagesTugas 1 Gaya Potong Contoh SoalWahyu WidodoNo ratings yet
- Job Sheet CAD 3D PDFDocument9 pagesJob Sheet CAD 3D PDFwawan sopianNo ratings yet
- Proposal Analisis Sistem PendinginDocument11 pagesProposal Analisis Sistem PendinginRabil Agung GinanjarNo ratings yet
- Maintenance PKSDocument63 pagesMaintenance PKSBunga PanjaitanNo ratings yet
- Chapter 9 Gear TrainsDocument99 pagesChapter 9 Gear TrainsAmalina100% (1)
- Mechanical Actuation SystemsDocument14 pagesMechanical Actuation SystemsnkchandruNo ratings yet
- Daftar Isi HydraulicDocument4 pagesDaftar Isi HydraulicYhuto W. PutraNo ratings yet
- 26 Main Bearing CupDocument1 page26 Main Bearing Cupraka afriantoNo ratings yet
- Materi Mesin CNC (P9 Daring)Document6 pagesMateri Mesin CNC (P9 Daring)AyasNo ratings yet
- Soal LKSN 2021 - Prototype ModellingDocument3 pagesSoal LKSN 2021 - Prototype Modelling36. ZAKIALITSEL GEBRILIENNo ratings yet
- Perancangan Ulang Case Dan Cover Roof Unit Air Conditioning F-01-LX Untuk Kendaraan Minibus Di Pt. Frigia Air ConditioningDocument144 pagesPerancangan Ulang Case Dan Cover Roof Unit Air Conditioning F-01-LX Untuk Kendaraan Minibus Di Pt. Frigia Air ConditioningSalamet TeguhNo ratings yet
- EtiketDocument4 pagesEtiketyanuar ariNo ratings yet
- Cap Screw ManufactureDocument2 pagesCap Screw Manufacturealif hasyimNo ratings yet
- Laporan AnsysDocument18 pagesLaporan AnsysBoyos HitssNo ratings yet
- Blok Diagram Motor Listrik BRTDocument1 pageBlok Diagram Motor Listrik BRTAnjar Ani Sragen100% (1)
- Analysis RELATIVE-VELOCITY-METHODDocument7 pagesAnalysis RELATIVE-VELOCITY-METHODGooftilaaAniJiraachuunkooYesusiinNo ratings yet
- Jobsheet OVERHAUL TRANSMISI MANUALDocument15 pagesJobsheet OVERHAUL TRANSMISI MANUALAzam PuryantoNo ratings yet
- Roda Gigi Lurus (Spur Gear) : Mott, Robert L., "Machine Elements in Mechanical Design"Document90 pagesRoda Gigi Lurus (Spur Gear) : Mott, Robert L., "Machine Elements in Mechanical Design"Sandisusanto JsNo ratings yet
- 08 GustiyaniDocument5 pages08 GustiyaniGustiyani GustiyaniNo ratings yet
- Perancangan Mesin Perajang Daun Tembakau: Anwar Hidayat, Drs. Bambang Setyo H.P, M.PDDocument13 pagesPerancangan Mesin Perajang Daun Tembakau: Anwar Hidayat, Drs. Bambang Setyo H.P, M.PDFikri SiplhoNo ratings yet
- Shell Eco Marathon 2021 Its Team Sapuangin Simulate To InnovateDocument18 pagesShell Eco Marathon 2021 Its Team Sapuangin Simulate To InnovateRudy ArthaNo ratings yet
- DKP Heat TransferDocument20 pagesDKP Heat TransferTyo SpensaNo ratings yet
- Soal Lomba Auto CADDocument3 pagesSoal Lomba Auto CADAmirhull Arievf D'joeckamtNo ratings yet
- Thread by @arangga - AriaDocument34 pagesThread by @arangga - Arialatifa100% (1)
- Desain Proses Produksi Survival Knife Dengan Metode OperationDocument4 pagesDesain Proses Produksi Survival Knife Dengan Metode OperationSalim NurNo ratings yet
- Kopling FlensDocument1 pageKopling FlensrivanmoehNo ratings yet
- Abrasive Machining and Finishing OperationsDocument25 pagesAbrasive Machining and Finishing Operationsاحمد عمر حديدNo ratings yet
- Hasil Tep 2022 - Teknik MesinDocument13 pagesHasil Tep 2022 - Teknik MesinKevin Pravdha ANo ratings yet
- Pratikum Desain Elemen Mesin 2Document48 pagesPratikum Desain Elemen Mesin 2Paul PaulusNo ratings yet
- Menggambar Teknik.Document41 pagesMenggambar Teknik.Irvan Maulana100% (1)
- Word Bubut Kelomok 2Document22 pagesWord Bubut Kelomok 2Budi FirmansyahNo ratings yet
- Problemario ManufacturaDocument5 pagesProblemario ManufacturaRulis DCNo ratings yet
- KompositDocument15 pagesKompositnur afifahNo ratings yet
- Introduction TaskDocument1 pageIntroduction Tasknur afifahNo ratings yet
- Failure in MaterialDocument22 pagesFailure in Materialnur afifahNo ratings yet
- CH 11Document35 pagesCH 11nur afifahNo ratings yet
- Scanned by CamscannerDocument3 pagesScanned by Camscannernur afifahNo ratings yet
- Fraise MachineDocument9 pagesFraise Machinenur afifahNo ratings yet
- Kunci Jawaban To Fisika 2019Document1 pageKunci Jawaban To Fisika 2019nur afifahNo ratings yet
- Gambar Bis 2Document2 pagesGambar Bis 2nur afifahNo ratings yet