Download as pdf or txt
You might also like
- WildMan's Complete GuideDocument16 pagesWildMan's Complete GuideOruam100% (2)
- Seahorse PRO Electric Nectar Collector Kit LOOKAHDocument1 pageSeahorse PRO Electric Nectar Collector Kit LOOKAHToots AsensiNo ratings yet
- DD43.1 Assembly GuideDocument17 pagesDD43.1 Assembly Guideohsweet jeremyNo ratings yet
- Scuf, Modjunkiez Pro Controller and DIY.Document4 pagesScuf, Modjunkiez Pro Controller and DIY.MODCENTRALUSANo ratings yet
- Malawi Cart2Document16 pagesMalawi Cart2Otis1964No ratings yet
- BHW Balance Shaft Module ReplacementDocument32 pagesBHW Balance Shaft Module Replacementszasz100% (1)
- 1 Build Catalouge WaterproofingDocument52 pages1 Build Catalouge WaterproofingJess Bernardo FernandezNo ratings yet
- House Hold Products ToxicityDocument26 pagesHouse Hold Products ToxicityhabeebpapaNo ratings yet
- American Iron Magazine Special Issue TruePDF-November 2018 PDFDocument84 pagesAmerican Iron Magazine Special Issue TruePDF-November 2018 PDFSboG2009No ratings yet
- AirfreshnerDocument18 pagesAirfreshnerShyne RojoNo ratings yet
- SWRPG (D6 1st Ed) - Adventure - Strike Force Shantipole (WEG40009)Document39 pagesSWRPG (D6 1st Ed) - Adventure - Strike Force Shantipole (WEG40009)Robson ScozNo ratings yet
- Chapter # 2: Manufacturing ProcessDocument5 pagesChapter # 2: Manufacturing ProcessAhmed HassanNo ratings yet
- Pallet SolverDocument3 pagesPallet SolverLucas Vinícius CostaNo ratings yet
- Containerization & PalletizationDocument4 pagesContainerization & Palletizationlatency100% (1)
- DIY Tutorial Pallet Planter Box 1001palletsDocument10 pagesDIY Tutorial Pallet Planter Box 1001palletsRicardo Fernandes GalliNo ratings yet
- ProductMix (Opt) SOLVERDocument3 pagesProductMix (Opt) SOLVERvarun022084No ratings yet
- Survival - Wilderness Shelter Types PDFDocument9 pagesSurvival - Wilderness Shelter Types PDFcicismecherNo ratings yet
- A Cleaning Coin Extravaganza by Madison Russell 1Document7 pagesA Cleaning Coin Extravaganza by Madison Russell 1api-597042287No ratings yet
- 3013 CatalogpdDocument98 pages3013 CatalogpdGabriel StuparuNo ratings yet
- Performance Chip Upgrade Installation Instructions: Applies To: Audi TT / VW GTI / VW Jetta / VW GolfDocument5 pagesPerformance Chip Upgrade Installation Instructions: Applies To: Audi TT / VW GTI / VW Jetta / VW GolfJorge Lopez CameloNo ratings yet
- How To Make A Powerful Burning Laser For CHEAP!: InstructablesDocument21 pagesHow To Make A Powerful Burning Laser For CHEAP!: InstructablesInam KhanNo ratings yet
- ZockletDocument104 pagesZockletshawnNo ratings yet
- Strobe Rocket Spindle For Other Rocket TypesDocument1 pageStrobe Rocket Spindle For Other Rocket TypeseskawitzNo ratings yet
- Home Laboratory 5Document8 pagesHome Laboratory 5sher123No ratings yet
- Carrick Monthly Snes Super nintendo Price Guide and Video Game List March 2014From EverandCarrick Monthly Snes Super nintendo Price Guide and Video Game List March 2014No ratings yet
- Travel CampingDocument11 pagesTravel CampingRajan AgrawalNo ratings yet
- Alcohol StoveDocument8 pagesAlcohol StovecagedraptorNo ratings yet
- Reasons Why Wire Harnesses in Automobiles Can Go WrongDocument4 pagesReasons Why Wire Harnesses in Automobiles Can Go WrongDatafield Industries Hong Kong LimitedNo ratings yet
- Advanced Technology PalletsDocument56 pagesAdvanced Technology PalletsHady MajorNo ratings yet
- High Standard-MagazinesDocument3 pagesHigh Standard-MagazinesBob WilliamsNo ratings yet
- Build A Barbecue Smoker For 9Document13 pagesBuild A Barbecue Smoker For 9Anonymous e2GKJupNo ratings yet
- Basic of ElectricalDocument126 pagesBasic of ElectricalAbdul Razzak100% (1)
- EA 2153 Registration Document Pennecon MarineDocument55 pagesEA 2153 Registration Document Pennecon MarineWebbie HeraldNo ratings yet
- Boerseep Warm MetodeDocument5 pagesBoerseep Warm Metodefleur_as100% (1)
- Lorenzo Suarez Don't Invest Your Hard-Earned Money Without Reading These TipsDocument7 pagesLorenzo Suarez Don't Invest Your Hard-Earned Money Without Reading These TipsLorenzo SuarezNo ratings yet
- Cam Lock BrochureDocument8 pagesCam Lock BrochuremeilockNo ratings yet
- Barrel Cleaning EditedDocument8 pagesBarrel Cleaning EditedfredericowernerNo ratings yet
- How to Make Money on eBay - International Sales: How to Make Money on eBay, #3From EverandHow to Make Money on eBay - International Sales: How to Make Money on eBay, #3No ratings yet
- Lock Cowboy Eguides 20Document69 pagesLock Cowboy Eguides 20MrMmBeMeNo ratings yet
- Add AlcoDocument200 pagesAdd AlcoAzriel JA NingishzidaNo ratings yet
- To Make A Spudgun: An Instructionally Informative Document by EnoctisDocument12 pagesTo Make A Spudgun: An Instructionally Informative Document by EnoctisSeanNo ratings yet
- Bottle Oil LampDocument6 pagesBottle Oil LampcagedraptorNo ratings yet
- Mossberg MaverickDocument28 pagesMossberg MaverickCharrotex&NUNI100% (1)
- FM 6-40 Field Artillery Gunnery 1950Document501 pagesFM 6-40 Field Artillery Gunnery 1950fogdartNo ratings yet
- Troybilt TB200Document48 pagesTroybilt TB200Homer SilvaNo ratings yet
- Ever Wanted To Know The Meaning of A Term Used in The World of Firearms PDFDocument25 pagesEver Wanted To Know The Meaning of A Term Used in The World of Firearms PDFDim MakNo ratings yet
- 7+ MacGyver Tricks People Have Learned in PrisonDocument19 pages7+ MacGyver Tricks People Have Learned in PrisonFLORINNo ratings yet
- Recrystallization NotesDocument9 pagesRecrystallization NotesanrychoNo ratings yet
- Detection of Poisoning by Substances Other Than Drugs: A Neglected ArtDocument12 pagesDetection of Poisoning by Substances Other Than Drugs: A Neglected ArtsmswamyNo ratings yet
- Dart Board Proposals: Página ! de ! 1 11Document11 pagesDart Board Proposals: Página ! de ! 1 11larzuwaNo ratings yet
- Deadliest Machine GunsDocument9 pagesDeadliest Machine Gunsshortpitchball5757No ratings yet
- Staff 10-8-2009Document555 pagesStaff 10-8-2009WFSEc28No ratings yet
- Round Eye FireworksDocument3 pagesRound Eye FireworksMuthu KumarNo ratings yet
- IBNS Sample JournalDocument81 pagesIBNS Sample JournalSujan ShakyaNo ratings yet
- Trading Cards Collecting: The Business and Hobby of Trading Cards for BeginnersFrom EverandTrading Cards Collecting: The Business and Hobby of Trading Cards for BeginnersNo ratings yet
- Steel Traps Describes the Various Makes and Tells How to Use Them, Also Chapters on Care of Pelts, Etc.From EverandSteel Traps Describes the Various Makes and Tells How to Use Them, Also Chapters on Care of Pelts, Etc.No ratings yet
- Electromagnetic-Induction Practice Worksheet PhysicsDocument9 pagesElectromagnetic-Induction Practice Worksheet PhysicsSimrithi SNo ratings yet
- Superior Hydrolique Pvt. Ltd.Document23 pagesSuperior Hydrolique Pvt. Ltd.Sonali JagnadeNo ratings yet
- An Introduction To Thin FilmsDocument20 pagesAn Introduction To Thin FilmsSmitha Kollerahithlu100% (1)
- Typical PampID Arrangement For 3 Phase Separator VesselsDocument2 pagesTypical PampID Arrangement For 3 Phase Separator VesselsKmt_AeNo ratings yet
- Dissertation Kunstgeschichte OnlineDocument5 pagesDissertation Kunstgeschichte OnlineCanSomeoneWriteMyPaperForMeUK100% (1)
- Competitive Exams Bluetooth Functioning: ExamraceDocument4 pagesCompetitive Exams Bluetooth Functioning: ExamraceRaja PosupoNo ratings yet
- ABAN Prestressing: Steel Strip Sheaths For Prestressing Tendons Ð Test MethodsDocument6 pagesABAN Prestressing: Steel Strip Sheaths For Prestressing Tendons Ð Test MethodsRachel BushNo ratings yet
- PC - Print - 9-31-05 AmDocument3 pagesPC - Print - 9-31-05 AmandraNo ratings yet
- Business StatisticsDocument3 pagesBusiness StatisticsNia ニア MulyaningsihNo ratings yet
- Boat SQL WordDocument17 pagesBoat SQL WordLokkeshwaran JayaNo ratings yet
- F9222L SMDocument1 pageF9222L SMTvcrepairNo ratings yet
- FlowGuard Price List - December 2012 - For Dealer PDFDocument2 pagesFlowGuard Price List - December 2012 - For Dealer PDFJohn Son GNo ratings yet
- OMNIBUS SWORN CERTIFICATION NewDocument1 pageOMNIBUS SWORN CERTIFICATION NewPaul Patrick GuanzonNo ratings yet
- Back Hoe Loader JCBDocument24 pagesBack Hoe Loader JCBPrathik Joshi100% (1)
- Basics of Fire BehaviorDocument31 pagesBasics of Fire BehaviorOmar MohamedNo ratings yet
- Stone CladdingDocument11 pagesStone CladdingTanishaNo ratings yet
- Nano Aquarium - Eheim GuideDocument16 pagesNano Aquarium - Eheim Guidevthiseas100% (2)
- Fluid Mechanics-I Lecture 3 & 4Document10 pagesFluid Mechanics-I Lecture 3 & 4Abdul Rasa MastoiNo ratings yet
- Instruments: Washing Disinfection CatalogueDocument66 pagesInstruments: Washing Disinfection CatalogueGeoemilia1No ratings yet
- CDM833.00 CDM833.00: Parts Book Parts BookDocument155 pagesCDM833.00 CDM833.00: Parts Book Parts BookЕвгений100% (1)
- Employer'S Change of Information Form (Ecif) : Instructions RequirementsDocument2 pagesEmployer'S Change of Information Form (Ecif) : Instructions RequirementsGen EcargNo ratings yet
- ASAHI Gate ValveDocument26 pagesASAHI Gate ValveOdik PranotoNo ratings yet
- Rasm ManualDocument9 pagesRasm Manualerpankaj80No ratings yet
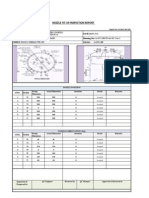
- Nozzle Fit-Up Inspection Report: Inspected & Prepared byDocument9 pagesNozzle Fit-Up Inspection Report: Inspected & Prepared byDaison PaulNo ratings yet
- Ezdsp f2812 Tutorial 3Document16 pagesEzdsp f2812 Tutorial 3Leroy Lionel SonfackNo ratings yet
- CDU10 ErrorCode Book 20100909 PDFDocument18 pagesCDU10 ErrorCode Book 20100909 PDFNalInfoccNo ratings yet
- VV5QC41 XX Duv02056Document1 pageVV5QC41 XX Duv02056Miguel Angel GarciaNo ratings yet
- Introduction To Software Testing Why Do We Test Software?: Paul Ammann & Jeff OffuttDocument14 pagesIntroduction To Software Testing Why Do We Test Software?: Paul Ammann & Jeff OffuttFexy Chikezie IfeNo ratings yet
- Matbal 001H Flowsheet CycloHexaneDocument29 pagesMatbal 001H Flowsheet CycloHexaneRizky AnugrahNo ratings yet