Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5820)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Aphex 108Document4 pagesAphex 108slayer866No ratings yet
- Getting StartedDocument6 pagesGetting Startedsql4uNo ratings yet
- Aegps Protect Rcs enDocument8 pagesAegps Protect Rcs enT Deus PrizfelixNo ratings yet
- Infosys Internship Cover LetterDocument2 pagesInfosys Internship Cover LetterphaltankarashishNo ratings yet
- UNIT-5: Read (X) : Performs The Reading Operation of Data Item X From The DatabaseDocument37 pagesUNIT-5: Read (X) : Performs The Reading Operation of Data Item X From The DatabaseChandu SekharNo ratings yet
- Effect of Polya George's Problem Solving Model On Students' Achievement and Retention in AlgebraDocument8 pagesEffect of Polya George's Problem Solving Model On Students' Achievement and Retention in AlgebraAque KeaneNo ratings yet
- Application of Taguchi Method in Optimization of Gate Oxide and Silicide Thickness For 45nm NMOS DeviceDocument5 pagesApplication of Taguchi Method in Optimization of Gate Oxide and Silicide Thickness For 45nm NMOS DeviceMaizan MuhamadNo ratings yet
- Az 100Document184 pagesAz 100Ruben Dario Pinzon ErasoNo ratings yet
- Intel Server System M20MYP1URDocument106 pagesIntel Server System M20MYP1URSalvador Pérez HuertaNo ratings yet
- User's Guide (Network Scanner Operations) : Downloaded From Manuals Search EngineDocument468 pagesUser's Guide (Network Scanner Operations) : Downloaded From Manuals Search EngineRadovan JaicNo ratings yet
- Administrator Approval: SAS 9.4 InstallationDocument21 pagesAdministrator Approval: SAS 9.4 InstallationSurinderNo ratings yet
- Curriculum Vitae Ms. Asenaca Leleasiga Kubu WottaDocument5 pagesCurriculum Vitae Ms. Asenaca Leleasiga Kubu WottaVaranisese KNo ratings yet
- Simulation Study and Analysis of Inventory Stock Taking in Manufacturing IndustryDocument12 pagesSimulation Study and Analysis of Inventory Stock Taking in Manufacturing IndustryFaruk IrmakNo ratings yet
- Edex IG Phys Chap1 FinalDocument11 pagesEdex IG Phys Chap1 FinalMaridjan WiwahaNo ratings yet
- Iub Data Configuration ATM (BSC6900V900R012)Document53 pagesIub Data Configuration ATM (BSC6900V900R012)tienpq150987No ratings yet
- Eliwell Kontrolori PDFDocument186 pagesEliwell Kontrolori PDFAnonymous VbesdVUXtoNo ratings yet
- National Cybersecurity ProgrammeDocument27 pagesNational Cybersecurity ProgrammeHiba AfanehNo ratings yet
- Speech Notes of PaperDocument5 pagesSpeech Notes of PaperNagendra KumarNo ratings yet
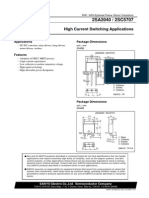
- 2SA2040 / 2SC5707: High Current Switching ApplicationsDocument5 pages2SA2040 / 2SC5707: High Current Switching ApplicationsJrsproulsNo ratings yet
- Romney Ch05Document169 pagesRomney Ch05Rabbumaa KabbadaaNo ratings yet
- ANSYS Short TutorialDocument20 pagesANSYS Short TutorialNono_geotec100% (1)
- WT Unit IDocument69 pagesWT Unit ISreenivasulu reddyNo ratings yet
- Digital Image Edge LinkingDocument20 pagesDigital Image Edge LinkingRyan Gono GiniNo ratings yet
- PI-PCS Interface PDFDocument111 pagesPI-PCS Interface PDFAlfredo Machado NetoNo ratings yet
- Fortigate Firewall CommandlineDocument11 pagesFortigate Firewall Commandlinepyayheinhtet.bhNo ratings yet
- CH 4Document48 pagesCH 4alapabainviNo ratings yet
- ONSAP Joining GuidelinesDocument6 pagesONSAP Joining Guidelinesbhavana kholaNo ratings yet
- K1412 SanyoDocument4 pagesK1412 SanyofNo ratings yet
- T-6700 Series IP Network Active Speakers (Offline Timing Play) T-6707LDocument1 pageT-6700 Series IP Network Active Speakers (Offline Timing Play) T-6707Lfahim_bdNo ratings yet
- Gujarat Technological University: W.E.F. AY 2018-19Document3 pagesGujarat Technological University: W.E.F. AY 2018-19Divyeshkumar MorabiyaNo ratings yet