
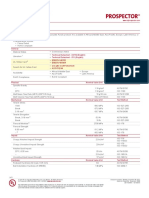
Polyacetal (POM) : Polyplastics Co., LTD
Polyacetal (POM) : Polyplastics Co., LTD
You might also like
- Laminated CompressDocument42 pagesLaminated CompressMACHINE-30 ISTENNo ratings yet
- Caterpillar Product Speci CationsDocument4 pagesCaterpillar Product Speci CationsJorge Enrique Pulido AyalaNo ratings yet
- Dobot Industrial BrochureDocument17 pagesDobot Industrial BrochureMihail AvramovNo ratings yet
- SNI 4658-2008-Pelek Kategori LDocument2 pagesSNI 4658-2008-Pelek Kategori LDimazNugraha100% (1)
- IV ReportDocument22 pagesIV ReportMuhammad Zulhilmi0% (1)
- KORLOY Product Catalog - English: Aerospace Industry Automotive Industry Railway Industry Medical IndustryDocument1,333 pagesKORLOY Product Catalog - English: Aerospace Industry Automotive Industry Railway Industry Medical IndustryD3nnSGTAVNo ratings yet
- SANYO - Cg21ys2s PDFDocument38 pagesSANYO - Cg21ys2s PDFAsallimitNo ratings yet
- Jis G3101 1995Document3 pagesJis G3101 1995Kholer BurgmanNo ratings yet
- 45Mn (China / GB) : Material PropertiesDocument2 pages45Mn (China / GB) : Material PropertiesNguyeentt TntNo ratings yet
- Final ReportDocument25 pagesFinal ReportAdil SaleemNo ratings yet
- STANDARDSDocument1 pageSTANDARDSSiti Zaleha HmlonNo ratings yet
- Electrolyte Chart March 2006 Ver 6Document1 pageElectrolyte Chart March 2006 Ver 6yorkshirewizardNo ratings yet
- NEW SNI 375-2019 High Carbon Steel Wire Rod - ENDocument14 pagesNEW SNI 375-2019 High Carbon Steel Wire Rod - ENDyaIrieNo ratings yet
- 1363-Hexagonal Head Bolts, Screws & Nuts of Product Grade - CDocument13 pages1363-Hexagonal Head Bolts, Screws & Nuts of Product Grade - CsdmelNo ratings yet
- Basic Heat TreatmentDocument8 pagesBasic Heat TreatmentAnonymous VRspXsmNo ratings yet
- FR (R 0) 3379 For HSM RSPDocument122 pagesFR (R 0) 3379 For HSM RSPmalikrocks3436No ratings yet
- 1363 3Document7 pages1363 3Shounak DeNo ratings yet
- 160920production Daily ReportDocument24 pages160920production Daily ReportmdNo ratings yet
- IAI 09 RC General CJ0203-2A P523-718 ControllerDocument196 pagesIAI 09 RC General CJ0203-2A P523-718 ControllerElectromateNo ratings yet
- Raw Material Inspection ReportDocument1 pageRaw Material Inspection ReportsurwaneNo ratings yet
- Pattern CastingDocument17 pagesPattern CastingKishor kumar Bhatia100% (1)
- Tonnage Calculation General Formula For Press Tonnage RequiredDocument1 pageTonnage Calculation General Formula For Press Tonnage RequireddineshNo ratings yet
- Duracon M90 44Document2 pagesDuracon M90 44PradeepNo ratings yet
- Duracon M25-44Document5 pagesDuracon M25-44AVLight AutomotivesNo ratings yet
- PA6EDocument1 pagePA6EDiego ReggianiniNo ratings yet
- Makrolon 6265 X - en - 83439336 05122261 16125443Document4 pagesMakrolon 6265 X - en - 83439336 05122261 16125443solar4meNo ratings yet
- PP Compound - PP15T1020Document2 pagesPP Compound - PP15T1020Chaimae HanynyNo ratings yet
- TDS Mafill CRHT6344Document1 pageTDS Mafill CRHT6344marcohang00No ratings yet
- Makrolon 2407 - en - 86286874 00009645 19213223Document4 pagesMakrolon 2407 - en - 86286874 00009645 19213223fernandoincesaNo ratings yet
- Makrolon 2407 - en - 56977361 00009645 19213223Document4 pagesMakrolon 2407 - en - 56977361 00009645 19213223vaibhav ShindeNo ratings yet
- Property Test Method Unit Typicalvalue : BL 4M License Grade Code HM 8355 (THT)Document1 pageProperty Test Method Unit Typicalvalue : BL 4M License Grade Code HM 8355 (THT)MohamadMostafaviNo ratings yet
- Makrolon 6557 - TDSDocument4 pagesMakrolon 6557 - TDSCassianNo ratings yet
- Property Test Method Unit Typicalvalue : BL3 License Grade Code HF 4670 (THT)Document1 pageProperty Test Method Unit Typicalvalue : BL3 License Grade Code HF 4670 (THT)MohamadMostafaviNo ratings yet
- Makrolon 2405 ISO enDocument4 pagesMakrolon 2405 ISO enJuan Daniel Ledezma Alonso100% (1)
- Lanxess - Pocan B7425Document3 pagesLanxess - Pocan B7425rihabNo ratings yet
- Makrolon 2607 - en - 56977671 00009617 18538954Document4 pagesMakrolon 2607 - en - 56977671 00009617 18538954MulyadiNo ratings yet
- PC Makrolon 2458 - 2006Document4 pagesPC Makrolon 2458 - 2006countzeroaslNo ratings yet
- Makrolon 2405: General Purpose Grades / Low Viscosity / High ProductivityDocument4 pagesMakrolon 2405: General Purpose Grades / Low Viscosity / High ProductivityagungNo ratings yet
- Makrolon 6485 - en - 56978635 00009652 18539090Document4 pagesMakrolon 6485 - en - 56978635 00009652 18539090Lin DanNo ratings yet
- TRO CX7323 - E11 - Ad PDFDocument2 pagesTRO CX7323 - E11 - Ad PDFJosip DuvnjakNo ratings yet
- Ficha Makrolon 2607 ISO enDocument4 pagesFicha Makrolon 2607 ISO enPatriciaNo ratings yet
- Makrolon 2858 ISO enDocument4 pagesMakrolon 2858 ISO enRushyanth KRNo ratings yet
- Bakelite PF 31Document3 pagesBakelite PF 31dioguitomsolhaNo ratings yet
- LNP+LUBRICOMP+Compound RFL16 Global Technical Data SheetDocument2 pagesLNP+LUBRICOMP+Compound RFL16 Global Technical Data SheetcoroNo ratings yet
- Flow Elem. Makrolon 2467 - en - 56977450 00003066 15285551Document4 pagesFlow Elem. Makrolon 2467 - en - 56977450 00003066 15285551Guilherme Dos Santos SouzaNo ratings yet
- TDS - TS004 - Durethan BKV30H2.0Document3 pagesTDS - TS004 - Durethan BKV30H2.0oberta.andrzejNo ratings yet
- Makrolon® ET3137: Grades / ExtrusionDocument4 pagesMakrolon® ET3137: Grades / ExtrusionDiegoTierradentroNo ratings yet
- Makrolon 3206 - en - 56817747 00003433 19231690Document4 pagesMakrolon 3206 - en - 56817747 00003433 19231690noto.sugiartoNo ratings yet
- Makrolon OD2015: Grades For / Optical Storage MediaDocument3 pagesMakrolon OD2015: Grades For / Optical Storage MediamarioNo ratings yet
- Makrolon AL2447 - en - 56978848 00009654 19215151 2Document4 pagesMakrolon AL2447 - en - 56978848 00009654 19215151 2optoyhamelNo ratings yet
- Lexan FR Resin 505rDocument3 pagesLexan FR Resin 505rShabi HadashNo ratings yet
- Makrolon Rx3440 - en - 87242367 05124840 21462211Document3 pagesMakrolon Rx3440 - en - 87242367 05124840 21462211MamdouhNo ratings yet
- Bayer Makrolon - AL2447 - LensDocument4 pagesBayer Makrolon - AL2447 - LensLeandro LacerdaNo ratings yet
- Durethan BKV240 H20 XCP901510 ISOinternetDocument3 pagesDurethan BKV240 H20 XCP901510 ISOinternetshahin_723No ratings yet
- Styrolution Basf Terluran GP-22Document3 pagesStyrolution Basf Terluran GP-22medo.k016No ratings yet
- Durethan B30S 000000 ISO enDocument3 pagesDurethan B30S 000000 ISO enjujuplasticNo ratings yet
- 202-Covestro Makrolon RX1805 Technical Data Sheet 03-12-2018Document3 pages202-Covestro Makrolon RX1805 Technical Data Sheet 03-12-2018obeckoneNo ratings yet
- SABIC® PP - 108MF97 - Global - Technical - Data - SheetDocument2 pagesSABIC® PP - 108MF97 - Global - Technical - Data - Sheetkhaloud.alkaabi98No ratings yet
- PET Technical Handbook 1Document61 pagesPET Technical Handbook 1karismaNo ratings yet
- Makrolon® 1952: Flame Retardant Grades / Medium ViscosityDocument3 pagesMakrolon® 1952: Flame Retardant Grades / Medium ViscosityDiegoTierradentroNo ratings yet
- Makrolon LED2245 - en - 81038415 00003726 19218403Document4 pagesMakrolon LED2245 - en - 81038415 00003726 19218403dave judayaNo ratings yet
- Lupox Gp1000H: Description ApplicationDocument2 pagesLupox Gp1000H: Description ApplicationPhuoc Thinh TruongNo ratings yet
- DOW CORNING® MB50-314 Masterbatch: Product InformationDocument2 pagesDOW CORNING® MB50-314 Masterbatch: Product InformationPhuoc Thinh TruongNo ratings yet
- Abs Hi121H: Description ApplicationDocument2 pagesAbs Hi121H: Description ApplicationPhuoc Thinh TruongNo ratings yet
- Kane Ace M-210 TDSDocument1 pageKane Ace M-210 TDSPhuoc Thinh Truong0% (1)
- Grand Pacific Petrochemical Corp: Grade: Gramid N200GP Typical Properties of GPPC Pa66-N200Gp ResinsDocument1 pageGrand Pacific Petrochemical Corp: Grade: Gramid N200GP Typical Properties of GPPC Pa66-N200Gp ResinsPhuoc Thinh TruongNo ratings yet
- Inspire 114: Performance Polymer EUDocument2 pagesInspire 114: Performance Polymer EUPhuoc Thinh TruongNo ratings yet
- Product Specification: Polypropylene EPS30RDocument1 pageProduct Specification: Polypropylene EPS30RPhuoc Thinh TruongNo ratings yet
- Nsy114g TDSDocument1 pageNsy114g TDSPhuoc Thinh TruongNo ratings yet
- Injection Molding: Description ApplicationsDocument2 pagesInjection Molding: Description ApplicationsPhuoc Thinh TruongNo ratings yet
- Abs Xr409H: Description ApplicationDocument2 pagesAbs Xr409H: Description ApplicationPhuoc Thinh TruongNo ratings yet
- Pebax® 5533 SP 01: Arkema Technical PolymersDocument3 pagesPebax® 5533 SP 01: Arkema Technical PolymersPhuoc Thinh TruongNo ratings yet
- ACRYREX® CM-211: Chi Mei CorporationDocument3 pagesACRYREX® CM-211: Chi Mei CorporationPhuoc Thinh TruongNo ratings yet
- KINGFA® PPE-2211 52350 - Kingfa PDFDocument2 pagesKINGFA® PPE-2211 52350 - Kingfa PDFPhuoc Thinh TruongNo ratings yet
- Ultraform N 2320 003 UNC Q600: Polyoxymethylene (POM)Document2 pagesUltraform N 2320 003 UNC Q600: Polyoxymethylene (POM)Phuoc Thinh TruongNo ratings yet
- POLYLAC® PA-765: Page 1 of 3 "POLYLAC®" PA-765 Data Provided by IDESDocument3 pagesPOLYLAC® PA-765: Page 1 of 3 "POLYLAC®" PA-765 Data Provided by IDESPhuoc Thinh TruongNo ratings yet
- KINGFA® PPE-2211 52350 - KingfaDocument2 pagesKINGFA® PPE-2211 52350 - KingfaPhuoc Thinh TruongNo ratings yet
- 03 - BRIM TechnologyDocument45 pages03 - BRIM TechnologyFrank Seipel6No ratings yet
- Aluminum Crust BreakerDocument8 pagesAluminum Crust BreakersenamotoNo ratings yet
- Fox3 17Document12 pagesFox3 17orellanasebasNo ratings yet
- United States Patent: (12) (10) Patent N0.: US 6,601,331 B2Document14 pagesUnited States Patent: (12) (10) Patent N0.: US 6,601,331 B2edef345No ratings yet
- Modified C.VDocument3 pagesModified C.Vsaransh321No ratings yet
- HMI Embedded PCU 20 V06.05.49: SINUMERIK 810D / 840D Upgrade InstructionsDocument4 pagesHMI Embedded PCU 20 V06.05.49: SINUMERIK 810D / 840D Upgrade InstructionsNica BogdanNo ratings yet
- r05320103 Basic Structural Steel (Design and Drawing)Document8 pagesr05320103 Basic Structural Steel (Design and Drawing)SRINIVASA RAO GANTA100% (1)
- Electronic Circuits 1 SyllabusDocument2 pagesElectronic Circuits 1 SyllabusJonathon MartinezNo ratings yet
- DBI Sala Climb AssistDocument20 pagesDBI Sala Climb AssistAnonymous 48jYxR1CNo ratings yet
- Esthetic PostDocument33 pagesEsthetic PostAhmed GendiaNo ratings yet
- Equivalencias Volvo & RTDocument512 pagesEquivalencias Volvo & RTHernan HernanNo ratings yet
- Advance Copy Doc 9905 - RNP AR ManualDocument76 pagesAdvance Copy Doc 9905 - RNP AR ManualWillie BlakeNo ratings yet
- 05-CalARP Codes and Standards For Ammonia Systems-Carter ReddingDocument33 pages05-CalARP Codes and Standards For Ammonia Systems-Carter ReddingDave CNo ratings yet
- Fs800 HPL Ficha TecnicaDocument7 pagesFs800 HPL Ficha TecnicaBull433No ratings yet
- Dversary Ower Evels: Table 1-1: Characteristic BonusDocument1 pageDversary Ower Evels: Table 1-1: Characteristic BonusAsenNo ratings yet
- 360 Fluids ReferenceDocument2 pages360 Fluids ReferencecesarecontoNo ratings yet
- TRW HW OverviewDocument8 pagesTRW HW OverviewnagasankarNo ratings yet
- ROSS Part TwoDocument11 pagesROSS Part TwoRushikesh TelangeNo ratings yet
- Chilwee 6 EVF 45 VRLA GEL BATTERYDocument2 pagesChilwee 6 EVF 45 VRLA GEL BATTERYcesarNo ratings yet
- Asia 16 Spenneberg PLC Blaster A Worm Living Solely in The PLCDocument57 pagesAsia 16 Spenneberg PLC Blaster A Worm Living Solely in The PLCtiagofelipebonesNo ratings yet
- Datasheet PiccoloDocument177 pagesDatasheet PiccoloEric DilgerNo ratings yet
- What Is Electronics and Communication Engineering?Document22 pagesWhat Is Electronics and Communication Engineering?Naseem AhmadNo ratings yet
- Designing AV Automation For The Mediasite Rich Media RecorderDocument26 pagesDesigning AV Automation For The Mediasite Rich Media RecorderjohnemeryisiNo ratings yet
- PWS6500 Hardware ManualDocument15 pagesPWS6500 Hardware ManualOmar Alberto Quisbert TapiaNo ratings yet
- DebugDocument11 pagesDebugAlqubsNo ratings yet
- PVG16Document60 pagesPVG16Cesar Muñoz OssesNo ratings yet
- KM002102G MDW Serial Protocol From Version 6 06 XXDocument16 pagesKM002102G MDW Serial Protocol From Version 6 06 XXAlexandr TimofeevNo ratings yet
- FUJITSUDocument485 pagesFUJITSUvijay yadavNo ratings yet
- UPVC Product: Type of Color and SeriesDocument4 pagesUPVC Product: Type of Color and SeriesJefri Andhika PNo ratings yet








































































































Download as pdf or txt
You might also like
- Laminated CompressDocument42 pagesLaminated CompressMACHINE-30 ISTENNo ratings yet
- Caterpillar Product Speci CationsDocument4 pagesCaterpillar Product Speci CationsJorge Enrique Pulido AyalaNo ratings yet
- Dobot Industrial BrochureDocument17 pagesDobot Industrial BrochureMihail AvramovNo ratings yet
- SNI 4658-2008-Pelek Kategori LDocument2 pagesSNI 4658-2008-Pelek Kategori LDimazNugraha100% (1)
- IV ReportDocument22 pagesIV ReportMuhammad Zulhilmi0% (1)
- KORLOY Product Catalog - English: Aerospace Industry Automotive Industry Railway Industry Medical IndustryDocument1,333 pagesKORLOY Product Catalog - English: Aerospace Industry Automotive Industry Railway Industry Medical IndustryD3nnSGTAVNo ratings yet
- SANYO - Cg21ys2s PDFDocument38 pagesSANYO - Cg21ys2s PDFAsallimitNo ratings yet
- Jis G3101 1995Document3 pagesJis G3101 1995Kholer BurgmanNo ratings yet
- 45Mn (China / GB) : Material PropertiesDocument2 pages45Mn (China / GB) : Material PropertiesNguyeentt TntNo ratings yet
- Final ReportDocument25 pagesFinal ReportAdil SaleemNo ratings yet
- STANDARDSDocument1 pageSTANDARDSSiti Zaleha HmlonNo ratings yet
- Electrolyte Chart March 2006 Ver 6Document1 pageElectrolyte Chart March 2006 Ver 6yorkshirewizardNo ratings yet
- NEW SNI 375-2019 High Carbon Steel Wire Rod - ENDocument14 pagesNEW SNI 375-2019 High Carbon Steel Wire Rod - ENDyaIrieNo ratings yet
- 1363-Hexagonal Head Bolts, Screws & Nuts of Product Grade - CDocument13 pages1363-Hexagonal Head Bolts, Screws & Nuts of Product Grade - CsdmelNo ratings yet
- Basic Heat TreatmentDocument8 pagesBasic Heat TreatmentAnonymous VRspXsmNo ratings yet
- FR (R 0) 3379 For HSM RSPDocument122 pagesFR (R 0) 3379 For HSM RSPmalikrocks3436No ratings yet
- 1363 3Document7 pages1363 3Shounak DeNo ratings yet
- 160920production Daily ReportDocument24 pages160920production Daily ReportmdNo ratings yet
- IAI 09 RC General CJ0203-2A P523-718 ControllerDocument196 pagesIAI 09 RC General CJ0203-2A P523-718 ControllerElectromateNo ratings yet
- Raw Material Inspection ReportDocument1 pageRaw Material Inspection ReportsurwaneNo ratings yet
- Pattern CastingDocument17 pagesPattern CastingKishor kumar Bhatia100% (1)
- Tonnage Calculation General Formula For Press Tonnage RequiredDocument1 pageTonnage Calculation General Formula For Press Tonnage RequireddineshNo ratings yet
- Duracon M90 44Document2 pagesDuracon M90 44PradeepNo ratings yet
- Duracon M25-44Document5 pagesDuracon M25-44AVLight AutomotivesNo ratings yet
- PA6EDocument1 pagePA6EDiego ReggianiniNo ratings yet
- Makrolon 6265 X - en - 83439336 05122261 16125443Document4 pagesMakrolon 6265 X - en - 83439336 05122261 16125443solar4meNo ratings yet
- PP Compound - PP15T1020Document2 pagesPP Compound - PP15T1020Chaimae HanynyNo ratings yet
- TDS Mafill CRHT6344Document1 pageTDS Mafill CRHT6344marcohang00No ratings yet
- Makrolon 2407 - en - 86286874 00009645 19213223Document4 pagesMakrolon 2407 - en - 86286874 00009645 19213223fernandoincesaNo ratings yet
- Makrolon 2407 - en - 56977361 00009645 19213223Document4 pagesMakrolon 2407 - en - 56977361 00009645 19213223vaibhav ShindeNo ratings yet
- Property Test Method Unit Typicalvalue : BL 4M License Grade Code HM 8355 (THT)Document1 pageProperty Test Method Unit Typicalvalue : BL 4M License Grade Code HM 8355 (THT)MohamadMostafaviNo ratings yet
- Makrolon 6557 - TDSDocument4 pagesMakrolon 6557 - TDSCassianNo ratings yet
- Property Test Method Unit Typicalvalue : BL3 License Grade Code HF 4670 (THT)Document1 pageProperty Test Method Unit Typicalvalue : BL3 License Grade Code HF 4670 (THT)MohamadMostafaviNo ratings yet
- Makrolon 2405 ISO enDocument4 pagesMakrolon 2405 ISO enJuan Daniel Ledezma Alonso100% (1)
- Lanxess - Pocan B7425Document3 pagesLanxess - Pocan B7425rihabNo ratings yet
- Makrolon 2607 - en - 56977671 00009617 18538954Document4 pagesMakrolon 2607 - en - 56977671 00009617 18538954MulyadiNo ratings yet
- PC Makrolon 2458 - 2006Document4 pagesPC Makrolon 2458 - 2006countzeroaslNo ratings yet
- Makrolon 2405: General Purpose Grades / Low Viscosity / High ProductivityDocument4 pagesMakrolon 2405: General Purpose Grades / Low Viscosity / High ProductivityagungNo ratings yet
- Makrolon 6485 - en - 56978635 00009652 18539090Document4 pagesMakrolon 6485 - en - 56978635 00009652 18539090Lin DanNo ratings yet
- TRO CX7323 - E11 - Ad PDFDocument2 pagesTRO CX7323 - E11 - Ad PDFJosip DuvnjakNo ratings yet
- Ficha Makrolon 2607 ISO enDocument4 pagesFicha Makrolon 2607 ISO enPatriciaNo ratings yet
- Makrolon 2858 ISO enDocument4 pagesMakrolon 2858 ISO enRushyanth KRNo ratings yet
- Bakelite PF 31Document3 pagesBakelite PF 31dioguitomsolhaNo ratings yet
- LNP+LUBRICOMP+Compound RFL16 Global Technical Data SheetDocument2 pagesLNP+LUBRICOMP+Compound RFL16 Global Technical Data SheetcoroNo ratings yet
- Flow Elem. Makrolon 2467 - en - 56977450 00003066 15285551Document4 pagesFlow Elem. Makrolon 2467 - en - 56977450 00003066 15285551Guilherme Dos Santos SouzaNo ratings yet
- TDS - TS004 - Durethan BKV30H2.0Document3 pagesTDS - TS004 - Durethan BKV30H2.0oberta.andrzejNo ratings yet
- Makrolon® ET3137: Grades / ExtrusionDocument4 pagesMakrolon® ET3137: Grades / ExtrusionDiegoTierradentroNo ratings yet
- Makrolon 3206 - en - 56817747 00003433 19231690Document4 pagesMakrolon 3206 - en - 56817747 00003433 19231690noto.sugiartoNo ratings yet
- Makrolon OD2015: Grades For / Optical Storage MediaDocument3 pagesMakrolon OD2015: Grades For / Optical Storage MediamarioNo ratings yet
- Makrolon AL2447 - en - 56978848 00009654 19215151 2Document4 pagesMakrolon AL2447 - en - 56978848 00009654 19215151 2optoyhamelNo ratings yet
- Lexan FR Resin 505rDocument3 pagesLexan FR Resin 505rShabi HadashNo ratings yet
- Makrolon Rx3440 - en - 87242367 05124840 21462211Document3 pagesMakrolon Rx3440 - en - 87242367 05124840 21462211MamdouhNo ratings yet
- Bayer Makrolon - AL2447 - LensDocument4 pagesBayer Makrolon - AL2447 - LensLeandro LacerdaNo ratings yet
- Durethan BKV240 H20 XCP901510 ISOinternetDocument3 pagesDurethan BKV240 H20 XCP901510 ISOinternetshahin_723No ratings yet
- Styrolution Basf Terluran GP-22Document3 pagesStyrolution Basf Terluran GP-22medo.k016No ratings yet
- Durethan B30S 000000 ISO enDocument3 pagesDurethan B30S 000000 ISO enjujuplasticNo ratings yet
- 202-Covestro Makrolon RX1805 Technical Data Sheet 03-12-2018Document3 pages202-Covestro Makrolon RX1805 Technical Data Sheet 03-12-2018obeckoneNo ratings yet
- SABIC® PP - 108MF97 - Global - Technical - Data - SheetDocument2 pagesSABIC® PP - 108MF97 - Global - Technical - Data - Sheetkhaloud.alkaabi98No ratings yet
- PET Technical Handbook 1Document61 pagesPET Technical Handbook 1karismaNo ratings yet
- Makrolon® 1952: Flame Retardant Grades / Medium ViscosityDocument3 pagesMakrolon® 1952: Flame Retardant Grades / Medium ViscosityDiegoTierradentroNo ratings yet
- Makrolon LED2245 - en - 81038415 00003726 19218403Document4 pagesMakrolon LED2245 - en - 81038415 00003726 19218403dave judayaNo ratings yet
- Lupox Gp1000H: Description ApplicationDocument2 pagesLupox Gp1000H: Description ApplicationPhuoc Thinh TruongNo ratings yet
- DOW CORNING® MB50-314 Masterbatch: Product InformationDocument2 pagesDOW CORNING® MB50-314 Masterbatch: Product InformationPhuoc Thinh TruongNo ratings yet
- Abs Hi121H: Description ApplicationDocument2 pagesAbs Hi121H: Description ApplicationPhuoc Thinh TruongNo ratings yet
- Kane Ace M-210 TDSDocument1 pageKane Ace M-210 TDSPhuoc Thinh Truong0% (1)
- Grand Pacific Petrochemical Corp: Grade: Gramid N200GP Typical Properties of GPPC Pa66-N200Gp ResinsDocument1 pageGrand Pacific Petrochemical Corp: Grade: Gramid N200GP Typical Properties of GPPC Pa66-N200Gp ResinsPhuoc Thinh TruongNo ratings yet
- Inspire 114: Performance Polymer EUDocument2 pagesInspire 114: Performance Polymer EUPhuoc Thinh TruongNo ratings yet
- Product Specification: Polypropylene EPS30RDocument1 pageProduct Specification: Polypropylene EPS30RPhuoc Thinh TruongNo ratings yet
- Nsy114g TDSDocument1 pageNsy114g TDSPhuoc Thinh TruongNo ratings yet
- Injection Molding: Description ApplicationsDocument2 pagesInjection Molding: Description ApplicationsPhuoc Thinh TruongNo ratings yet
- Abs Xr409H: Description ApplicationDocument2 pagesAbs Xr409H: Description ApplicationPhuoc Thinh TruongNo ratings yet
- Pebax® 5533 SP 01: Arkema Technical PolymersDocument3 pagesPebax® 5533 SP 01: Arkema Technical PolymersPhuoc Thinh TruongNo ratings yet
- ACRYREX® CM-211: Chi Mei CorporationDocument3 pagesACRYREX® CM-211: Chi Mei CorporationPhuoc Thinh TruongNo ratings yet
- KINGFA® PPE-2211 52350 - Kingfa PDFDocument2 pagesKINGFA® PPE-2211 52350 - Kingfa PDFPhuoc Thinh TruongNo ratings yet
- Ultraform N 2320 003 UNC Q600: Polyoxymethylene (POM)Document2 pagesUltraform N 2320 003 UNC Q600: Polyoxymethylene (POM)Phuoc Thinh TruongNo ratings yet
- POLYLAC® PA-765: Page 1 of 3 "POLYLAC®" PA-765 Data Provided by IDESDocument3 pagesPOLYLAC® PA-765: Page 1 of 3 "POLYLAC®" PA-765 Data Provided by IDESPhuoc Thinh TruongNo ratings yet
- KINGFA® PPE-2211 52350 - KingfaDocument2 pagesKINGFA® PPE-2211 52350 - KingfaPhuoc Thinh TruongNo ratings yet
- 03 - BRIM TechnologyDocument45 pages03 - BRIM TechnologyFrank Seipel6No ratings yet
- Aluminum Crust BreakerDocument8 pagesAluminum Crust BreakersenamotoNo ratings yet
- Fox3 17Document12 pagesFox3 17orellanasebasNo ratings yet
- United States Patent: (12) (10) Patent N0.: US 6,601,331 B2Document14 pagesUnited States Patent: (12) (10) Patent N0.: US 6,601,331 B2edef345No ratings yet
- Modified C.VDocument3 pagesModified C.Vsaransh321No ratings yet
- HMI Embedded PCU 20 V06.05.49: SINUMERIK 810D / 840D Upgrade InstructionsDocument4 pagesHMI Embedded PCU 20 V06.05.49: SINUMERIK 810D / 840D Upgrade InstructionsNica BogdanNo ratings yet
- r05320103 Basic Structural Steel (Design and Drawing)Document8 pagesr05320103 Basic Structural Steel (Design and Drawing)SRINIVASA RAO GANTA100% (1)
- Electronic Circuits 1 SyllabusDocument2 pagesElectronic Circuits 1 SyllabusJonathon MartinezNo ratings yet
- DBI Sala Climb AssistDocument20 pagesDBI Sala Climb AssistAnonymous 48jYxR1CNo ratings yet
- Esthetic PostDocument33 pagesEsthetic PostAhmed GendiaNo ratings yet
- Equivalencias Volvo & RTDocument512 pagesEquivalencias Volvo & RTHernan HernanNo ratings yet
- Advance Copy Doc 9905 - RNP AR ManualDocument76 pagesAdvance Copy Doc 9905 - RNP AR ManualWillie BlakeNo ratings yet
- 05-CalARP Codes and Standards For Ammonia Systems-Carter ReddingDocument33 pages05-CalARP Codes and Standards For Ammonia Systems-Carter ReddingDave CNo ratings yet
- Fs800 HPL Ficha TecnicaDocument7 pagesFs800 HPL Ficha TecnicaBull433No ratings yet
- Dversary Ower Evels: Table 1-1: Characteristic BonusDocument1 pageDversary Ower Evels: Table 1-1: Characteristic BonusAsenNo ratings yet
- 360 Fluids ReferenceDocument2 pages360 Fluids ReferencecesarecontoNo ratings yet
- TRW HW OverviewDocument8 pagesTRW HW OverviewnagasankarNo ratings yet
- ROSS Part TwoDocument11 pagesROSS Part TwoRushikesh TelangeNo ratings yet
- Chilwee 6 EVF 45 VRLA GEL BATTERYDocument2 pagesChilwee 6 EVF 45 VRLA GEL BATTERYcesarNo ratings yet
- Asia 16 Spenneberg PLC Blaster A Worm Living Solely in The PLCDocument57 pagesAsia 16 Spenneberg PLC Blaster A Worm Living Solely in The PLCtiagofelipebonesNo ratings yet
- Datasheet PiccoloDocument177 pagesDatasheet PiccoloEric DilgerNo ratings yet
- What Is Electronics and Communication Engineering?Document22 pagesWhat Is Electronics and Communication Engineering?Naseem AhmadNo ratings yet
- Designing AV Automation For The Mediasite Rich Media RecorderDocument26 pagesDesigning AV Automation For The Mediasite Rich Media RecorderjohnemeryisiNo ratings yet
- PWS6500 Hardware ManualDocument15 pagesPWS6500 Hardware ManualOmar Alberto Quisbert TapiaNo ratings yet
- DebugDocument11 pagesDebugAlqubsNo ratings yet
- PVG16Document60 pagesPVG16Cesar Muñoz OssesNo ratings yet
- KM002102G MDW Serial Protocol From Version 6 06 XXDocument16 pagesKM002102G MDW Serial Protocol From Version 6 06 XXAlexandr TimofeevNo ratings yet
- FUJITSUDocument485 pagesFUJITSUvijay yadavNo ratings yet
- UPVC Product: Type of Color and SeriesDocument4 pagesUPVC Product: Type of Color and SeriesJefri Andhika PNo ratings yet