Download as pdf or txt
You might also like
- CGA Best Practices 2013Document121 pagesCGA Best Practices 2013Erik HobbsNo ratings yet
- Standard Shell. Specifications Pressure VesselDocument20 pagesStandard Shell. Specifications Pressure Vesseledwin100% (1)
- 22 0802 DeuroSlide FA TDS EnglischDocument2 pages22 0802 DeuroSlide FA TDS Englischtahera aqeelNo ratings yet
- MSRR 6522Document7 pagesMSRR 6522pradellesNo ratings yet
- Sump TanksDocument20 pagesSump TanksAhsan AliNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument20 pagesNational Oil Corporation: Rev Date Description Checked ApprovedALI BEN AMORNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument26 pagesNational Oil Corporation: Rev Date Description Checked ApprovedStevianNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument26 pagesNational Oil Corporation: Rev Date Description Checked ApprovedALI BEN AMORNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument29 pagesNational Oil Corporation: Rev Date Description Checked ApprovedALI BEN AMORNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument18 pagesNational Oil Corporation: Rev Date Description Checked ApprovedRochdi SahliNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument15 pagesNational Oil Corporation: Rev Date Description Checked ApprovedRochdi SahliNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument22 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- H 04Document18 pagesH 04Rochdi SahliNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument13 pagesNational Oil Corporation: Rev Date Description Checked ApprovedRochdi SahliNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument16 pagesNational Oil Corporation: Rev Date Description Checked ApprovedRochdi SahliNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument15 pagesNational Oil Corporation: Rev Date Description Checked Approvedrty2No ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument18 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument18 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument28 pagesNational Oil Corporation: Rev Date Description Checked ApprovedRochdi SahliNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument20 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument17 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument12 pagesNational Oil Corporation: Rev Date Description Checked ApprovedRochdi SahliNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument13 pagesNational Oil Corporation: Rev Date Description Checked ApprovedRochdi SahliNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument29 pagesNational Oil Corporation: Rev Date Description Checked ApprovedRochdi SahliNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument27 pagesNational Oil Corporation: Rev Date Description Checked ApprovedStevianNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument24 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument26 pagesNational Oil Corporation: Rev Date Description Checked ApprovedRochdi SahliNo ratings yet
- Z-17 Diesel Topping PlantsDocument29 pagesZ-17 Diesel Topping Plantssfar yassine100% (1)
- National Oil Corporation: Rev Date Description Checked ApprovedDocument18 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument16 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument22 pagesNational Oil Corporation: Rev Date Description Checked ApprovedRochdi Sahli100% (1)
- National Oil Corporation: Rev Date Description Checked ApprovedDocument23 pagesNational Oil Corporation: Rev Date Description Checked ApprovedRochdi SahliNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument13 pagesNational Oil Corporation: Rev Date Description Checked ApprovedRochdi SahliNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument30 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument24 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument25 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument22 pagesNational Oil Corporation: Rev Date Description Checked ApprovedABDELKADER BENABDALLAHNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument18 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument26 pagesNational Oil Corporation: Rev Date Description Checked ApprovedRochdi SahliNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument16 pagesNational Oil Corporation: Rev Date Description Checked ApprovedRochdi SahliNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument13 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument21 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument12 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument21 pagesNational Oil Corporation: Rev Date Description Checked ApprovedALI BEN AMORNo ratings yet
- Z-19 Glycol Regeneration UnitsDocument24 pagesZ-19 Glycol Regeneration Unitssfar yassineNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument26 pagesNational Oil Corporation: Rev Date Description Checked ApprovedALI BEN AMORNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument24 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument14 pagesNational Oil Corporation: Rev Date Description Checked Approvedrty2No ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument27 pagesNational Oil Corporation: Rev Date Description Checked ApprovedALI BEN AMORNo ratings yet
- GSW NG01017640 GEN LA7880 00003 - Technical Specifications For Barred Tee - D01Document28 pagesGSW NG01017640 GEN LA7880 00003 - Technical Specifications For Barred Tee - D01Justice NnamdiNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument23 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument21 pagesNational Oil Corporation: Rev Date Description Checked ApprovedALI BEN AMORNo ratings yet
- Koc MS 002Document30 pagesKoc MS 002Ravi MahetoNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument24 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument14 pagesNational Oil Corporation: Rev Date Description Checked ApprovedRochdi SahliNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument13 pagesNational Oil Corporation: Rev Date Description Checked ApprovedALI BEN AMORNo ratings yet
- KPC Painting & CoatingDocument47 pagesKPC Painting & CoatingRentu PhiliposeNo ratings yet
- TS-MES-3203-CGC - Fittings - 13.03.2023Document321 pagesTS-MES-3203-CGC - Fittings - 13.03.2023energy8001No ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument26 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- Corrosion and Materials Selection: A Guide for the Chemical and Petroleum IndustriesFrom EverandCorrosion and Materials Selection: A Guide for the Chemical and Petroleum IndustriesNo ratings yet
- Optimization and Business Improvement Studies in Upstream Oil and Gas IndustryFrom EverandOptimization and Business Improvement Studies in Upstream Oil and Gas IndustryNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument34 pagesNational Oil Corporation: Rev Date Description Checked Approvedrty2No ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument11 pagesNational Oil Corporation: Rev Date Description Checked Approvedrty2No ratings yet
- QMS Delelgate Activity Manual LA 21-05-2021Document40 pagesQMS Delelgate Activity Manual LA 21-05-2021rty2No ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument14 pagesNational Oil Corporation: Rev Date Description Checked Approvedrty2No ratings yet
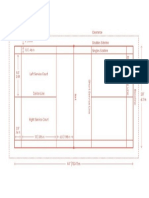
- Badminton CourtDocument1 pageBadminton Courtrty2No ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument15 pagesNational Oil Corporation: Rev Date Description Checked Approvedrty2No ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument13 pagesNational Oil Corporation: Rev Date Description Checked Approvedrty2No ratings yet
- FM 4991Document46 pagesFM 4991rty2100% (1)
- Click To Go To IndexDocument16 pagesClick To Go To Indexrty2No ratings yet
- NCR Flow Chart: Inspector QC EngineerDocument1 pageNCR Flow Chart: Inspector QC Engineerrty2No ratings yet
- Documentation of Welding Procedure TestDocument5 pagesDocumentation of Welding Procedure Testrty2No ratings yet
- FIR and APPENDICES PHMSA WUTC Williams Plymouth 2016 04 28 REDACTEDDocument39 pagesFIR and APPENDICES PHMSA WUTC Williams Plymouth 2016 04 28 REDACTEDrty2No ratings yet
- Ceramic Raw Materials: Other No Yes PublicationsDocument1 pageCeramic Raw Materials: Other No Yes Publicationsrty2No ratings yet
- 05 Cu CualloysDocument66 pages05 Cu Cualloysrty2No ratings yet
- Contents and Subject Index: H. R. Kim, J. R. Blachere, F.S. Pettit 31Document3 pagesContents and Subject Index: H. R. Kim, J. R. Blachere, F.S. Pettit 31rty2No ratings yet
- Saes H 002VDocument23 pagesSaes H 002Vrty2No ratings yet
- High Temperature Corrosion of Ceramics: J.R. Blachere F.S. PettitDocument2 pagesHigh Temperature Corrosion of Ceramics: J.R. Blachere F.S. Pettitrty2No ratings yet
- Documentation of Welding Procedure TestDocument5 pagesDocumentation of Welding Procedure Testrty2No ratings yet
- 15 How Find Materia DataDocument17 pages15 How Find Materia Datarty2No ratings yet
- 33 Plastc Proc 2Document44 pages33 Plastc Proc 2rty2No ratings yet
- 41 Mat Select WearDocument12 pages41 Mat Select Wearrty2No ratings yet
- 26 Falure PlasticsDocument11 pages26 Falure Plasticsrty2No ratings yet
- Sigma Phase Study PDFDocument27 pagesSigma Phase Study PDFrty2No ratings yet
- True Name: Not WhyDocument4 pagesTrue Name: Not Whyrty2No ratings yet
- Science of Alloying: Change X y ZDocument8 pagesScience of Alloying: Change X y Zrty2No ratings yet
- TTT Diagrams: 1. The Basic IdeaDocument10 pagesTTT Diagrams: 1. The Basic Idearty2No ratings yet
- 4.2 A Powerful ThreesomeDocument4 pages4.2 A Powerful Threesomerty2No ratings yet
- OLA Sample PDFDocument7 pagesOLA Sample PDFMj BunuanNo ratings yet
- Work Breakdown Structure GuideDocument12 pagesWork Breakdown Structure Guidemsaad2No ratings yet
- A Technical PerspectiveDocument10 pagesA Technical PerspectivespicychaituNo ratings yet
- Quality Reqs Electric Prcocess Heaters S 723Qv2020 12Document12 pagesQuality Reqs Electric Prcocess Heaters S 723Qv2020 12Serge RINAUDONo ratings yet
- 6 1 Engineering Quality PlanDocument35 pages6 1 Engineering Quality PlanRangga Adi PutraNo ratings yet
- Johnson & Johnson Looks AbroadDocument55 pagesJohnson & Johnson Looks Abroadswap_mNo ratings yet
- GemXplore3G V2Document236 pagesGemXplore3G V2JanekProkopczukNo ratings yet
- Building Considerations For Commercial Rooflight RefurbishmentDocument25 pagesBuilding Considerations For Commercial Rooflight RefurbishmentAris BiondiNo ratings yet
- Info Iec61827 (Ed1.0) enDocument7 pagesInfo Iec61827 (Ed1.0) enanishbabupdNo ratings yet
- SSPDocument53 pagesSSPAlbert NamoroNo ratings yet
- Piping Book2Document204 pagesPiping Book2sufiyanahmed1611No ratings yet
- Process Cleaning Validation Master Plan V2-2Document10 pagesProcess Cleaning Validation Master Plan V2-2Alsiddig AhmedNo ratings yet
- Oil & Gas ExperienceDocument7 pagesOil & Gas ExperienceEdmondNo ratings yet
- Medical Device RecallDocument27 pagesMedical Device RecallTZ LABNo ratings yet
- Method Statement Low Voltage Transformer: (Installation)Document6 pagesMethod Statement Low Voltage Transformer: (Installation)Walid MarhabaNo ratings yet
- MFcatalog3 12Document28 pagesMFcatalog3 12Gandhi HammoudNo ratings yet
- Ncma Tek Manual Parts 1-5Document197 pagesNcma Tek Manual Parts 1-5Sovich82No ratings yet
- Astm A656Document2 pagesAstm A656josefonte50% (2)
- University Management System (UMS) : University of Education, LahoreDocument15 pagesUniversity Management System (UMS) : University of Education, LahoreRaza AliNo ratings yet
- TenderDocument118 pagesTenderexecutive engineerNo ratings yet
- Roadwork and Stormwater DrainageDocument89 pagesRoadwork and Stormwater DrainagetachmidNo ratings yet
- Dire Dawa University (Ddu) Dire Dawa Institute of Technology (Ddit) School of Civil Engineering and Architecture (Scea) Construction Technology and Management Chair (Cotm)Document3 pagesDire Dawa University (Ddu) Dire Dawa Institute of Technology (Ddit) School of Civil Engineering and Architecture (Scea) Construction Technology and Management Chair (Cotm)Sem100% (1)
- J198 Farmasi Admin Building Bill PDFDocument110 pagesJ198 Farmasi Admin Building Bill PDFBluesinhaNo ratings yet
- 3HAC028509-001 Rev - enDocument34 pages3HAC028509-001 Rev - enRoberto VillegasNo ratings yet
- CI-G08-DP-0304 Rev 00Document23 pagesCI-G08-DP-0304 Rev 00Bashir AlamNo ratings yet
- Site Supervision Manual WutDocument50 pagesSite Supervision Manual Wutศิษย์เก่า ทีเจพี100% (1)
- Section 02717 - Concrete Sewer Rehabilitation by Machine-Wound PVC PipeDocument6 pagesSection 02717 - Concrete Sewer Rehabilitation by Machine-Wound PVC Pipefahren_de2015No ratings yet
- Overhead TankDocument4 pagesOverhead TankChungath LineshNo ratings yet