Download as pdf or txt
You might also like
- Electronics For Electricians 7th Edition Herman Solutions ManualDocument13 pagesElectronics For Electricians 7th Edition Herman Solutions Manuallaurenstarkntmkfdjrqz100% (13)
- A-L - 6.0 - EN Liquid Rotor Starter MD140Document71 pagesA-L - 6.0 - EN Liquid Rotor Starter MD140Maxi GonzalezNo ratings yet
- Kiln Audit Heat Balance Tool - Data Entry Sheet 1: Clinker T/DDocument1 pageKiln Audit Heat Balance Tool - Data Entry Sheet 1: Clinker T/DMohamed SelimNo ratings yet
- Drive Unit of The Roller Mill QUADROPOL: Machine Manual En-22466.001-EDocument30 pagesDrive Unit of The Roller Mill QUADROPOL: Machine Manual En-22466.001-ERahmat Hidayat100% (1)
- The Belt Conveyor: A Concise Basic CourseDocument58 pagesThe Belt Conveyor: A Concise Basic Courseiman zareie0% (1)
- 21C MPT Surface Reconditioning For Roller Jackets and Table Plates in Vertical Roller MillsDocument23 pages21C MPT Surface Reconditioning For Roller Jackets and Table Plates in Vertical Roller MillsCamilo CamposNo ratings yet
- Kiln CalculationDocument16 pagesKiln CalculationAbhishekNo ratings yet
- Transformations E.12Document36 pagesTransformations E.12Dilnesa EjiguNo ratings yet
- HOD-P & QC Work BookDocument6 pagesHOD-P & QC Work BookvinodsnNo ratings yet
- Balluf BTL0324 PDFDocument2 pagesBalluf BTL0324 PDFEwin ApriansyahNo ratings yet
- Helical Gearbox InstallationDocument8 pagesHelical Gearbox InstallationKUNALJAYNo ratings yet
- SONGIFA-01379 CHAPTER-141 ORDNER-08 Bag Filter PDFDocument538 pagesSONGIFA-01379 CHAPTER-141 ORDNER-08 Bag Filter PDFhwang2100% (1)
- EAU-1,19000 CFM at 75 MM StaticDocument1 pageEAU-1,19000 CFM at 75 MM StaticdesignhvacNo ratings yet
- Mills Circulating Load Limestone Blaine (CMB)Document11 pagesMills Circulating Load Limestone Blaine (CMB)Mohamed ZayedNo ratings yet
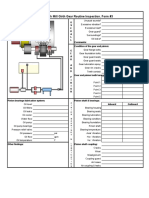
- Finish Mill Liner Routine InspectionDocument1 pageFinish Mill Liner Routine InspectionErmiyas MistreNo ratings yet
- COOLER MANUAL 2 (Process)Document112 pagesCOOLER MANUAL 2 (Process)YhaneNo ratings yet
- Instruction: Created By: CREP Approved By: GRC Approved Date: 22. December 2015Document12 pagesInstruction: Created By: CREP Approved By: GRC Approved Date: 22. December 2015supendra phuyalNo ratings yet
- Finish Mill Girth Gear Routine InspectionDocument1 pageFinish Mill Girth Gear Routine InspectionErmiyas MistreNo ratings yet
- Questionnaire Cement Plants-01 (1) .8.04Document9 pagesQuestionnaire Cement Plants-01 (1) .8.04Debajit BurhagohainNo ratings yet
- CoolerDocument3 pagesCoolerRizwanKhanNo ratings yet
- PR RFR P07-31 How To Perform TrialsDocument3 pagesPR RFR P07-31 How To Perform TrialsJuan Nacimba NacimbaNo ratings yet
- Powder Cooler - BrochureDocument4 pagesPowder Cooler - BrochureAnonymous Cxriyx9HIX50% (2)
- Coal Feeder-03 Calibration 04 Feb2020Document20 pagesCoal Feeder-03 Calibration 04 Feb2020Muhummad Tanzeel RanaNo ratings yet
- Trouble-Free Construction of A Large Diameter Waelz Kiln Lining With Increased LifeDocument4 pagesTrouble-Free Construction of A Large Diameter Waelz Kiln Lining With Increased LifeCeyhun TatarNo ratings yet
- enDocument22 pagesenAnonymous iI88LtNo ratings yet
- Control DescriptionDocument10 pagesControl DescriptionTrần Văn PhúcNo ratings yet
- Chapter 1 Final A5 Edit PDFDocument10 pagesChapter 1 Final A5 Edit PDFkINGNo ratings yet
- 022.2322.2000 Me 0 GBDocument132 pages022.2322.2000 Me 0 GBUyang Sahroena100% (1)
- Cement Cooler EffDocument1 pageCement Cooler Effsafwat hassanNo ratings yet
- L-2 Fans 21.11.11Document5 pagesL-2 Fans 21.11.11Aaron HortonNo ratings yet
- 1.1 Design Features of Bucket Elevator: Package M10: Auxiliary Equipment - Maintenance and RepairDocument56 pages1.1 Design Features of Bucket Elevator: Package M10: Auxiliary Equipment - Maintenance and RepairDilnesa EjiguNo ratings yet
- PM WNCC - Sep. 2019 OM Monthly ReportDocument6 pagesPM WNCC - Sep. 2019 OM Monthly ReportMahmoud HanafyNo ratings yet
- Rolcox: Roller PressDocument20 pagesRolcox: Roller PressAnibal Aldava CrispinNo ratings yet
- Robot Error 20143 - Start at Main RejectedDocument3 pagesRobot Error 20143 - Start at Main Rejectedsupendra phuyalNo ratings yet
- PCME STACK 602 Sensor Manual v4 PDFDocument62 pagesPCME STACK 602 Sensor Manual v4 PDFDipankar Layek100% (1)
- 11.30 Michel Folliet, International Finance CorporationDocument11 pages11.30 Michel Folliet, International Finance CorporationMohd AliNo ratings yet
- SC37-SM-26052022 R0-Recomm Spare Parts For WFDocument5 pagesSC37-SM-26052022 R0-Recomm Spare Parts For WFValipireddy NagarjunNo ratings yet
- 4058 73 DA1 001 01 Refractory Dry Out CycleDocument6 pages4058 73 DA1 001 01 Refractory Dry Out CyclePraful PatilNo ratings yet
- Mill Speed ExcelDocument1 pageMill Speed ExcelAbul QasimNo ratings yet
- Cement Plant ABC: M.ShyamsundarDocument4 pagesCement Plant ABC: M.ShyamsundarayokiNo ratings yet
- Po Terms 85 2870030374 3 Us PDFDocument169 pagesPo Terms 85 2870030374 3 Us PDFPrabhavathi RamasamyNo ratings yet
- ATOX Raw Mill. Weekly ReportDocument7 pagesATOX Raw Mill. Weekly ReportDilnesa EjiguNo ratings yet
- B Ball Mill MaintenanceDocument7 pagesB Ball Mill Maintenancedanny_sosa_3No ratings yet
- 531GS155Document7 pages531GS155Valipireddy NagarjunNo ratings yet
- Thermal Energy Management NewDocument39 pagesThermal Energy Management NewRamachandrarao MaddaliNo ratings yet
- 007.heat Balance - New - 25072023hoDocument30 pages007.heat Balance - New - 25072023hoGauranka MoranNo ratings yet
- 3 SOP For Cleaning of Clinker Cooler DischargeDocument3 pages3 SOP For Cleaning of Clinker Cooler DischargekakaNo ratings yet
- Presentation Preheater Fan SelectionDocument22 pagesPresentation Preheater Fan SelectionlightsonsNo ratings yet
- Rawmill BagfilterDocument683 pagesRawmill BagfilterIrfan381No ratings yet
- V6 EngineeringDocument252 pagesV6 Engineeringcrengifo1726No ratings yet
- S.No. Particulars Units FLS: Performance Guarantees Pyro-Processing PlantDocument2 pagesS.No. Particulars Units FLS: Performance Guarantees Pyro-Processing Plantrashmiranjan1110No ratings yet
- Technical Specification For Fly Ash Handling System, R0Document7 pagesTechnical Specification For Fly Ash Handling System, R0SumitskbNo ratings yet
- Dismantling Method PreheaterDocument36 pagesDismantling Method PreheatergenjiNo ratings yet
- High Air To Cloth Ratio Bag FilterDocument2 pagesHigh Air To Cloth Ratio Bag Filterayaskant751001No ratings yet
- Section Clinker Et Broyage Ciment: Contrat 119 Mecanique ProcessDocument27 pagesSection Clinker Et Broyage Ciment: Contrat 119 Mecanique ProcessYhaneNo ratings yet
- PH Calciner LeakagesDocument5 pagesPH Calciner LeakagesPushpendra YadavNo ratings yet
- 2.4 Solid Fuel Handling SystemDocument29 pages2.4 Solid Fuel Handling SystemNind's Chef100% (1)
- Pre-Heater & Kiln InspectionDocument6 pagesPre-Heater & Kiln InspectionAtiq Ur RehmanNo ratings yet
- 7 Quality Management and Control of Cement Production - Ó+ Í - + - +ÝËÙ+ÏÍãDocument88 pages7 Quality Management and Control of Cement Production - Ó+ Í - + - +ÝËÙ+ÏÍãNova HeriNo ratings yet
- KHD Suspension PreheaterDocument3 pagesKHD Suspension PreheaterTamer FathyNo ratings yet
- 3PS Gaw 005 - 06Document46 pages3PS Gaw 005 - 06Viveck VivekNo ratings yet
- Volume 2 - Specifications Books 1 To 8 - 1358Document15 pagesVolume 2 - Specifications Books 1 To 8 - 1358Fares ateNo ratings yet
- Doors - Legit CheatsDocument2 pagesDoors - Legit CheatsPhat TruongNo ratings yet
- Startup ChecklistDocument1 pageStartup ChecklistMohammad SaalimNo ratings yet
- The Digital DictatorsDocument6 pagesThe Digital DictatorsDaniel AguiarNo ratings yet
- Fbda Unit-1Document17 pagesFbda Unit-1Anonymous iWeSkVpNo ratings yet
- Eachine Tyro79 User ManualDocument12 pagesEachine Tyro79 User ManualF TsNo ratings yet
- ShoppeDocument20 pagesShoppeVher Christopher DucayNo ratings yet
- VSOL V2801F Datasheet V1.0Document5 pagesVSOL V2801F Datasheet V1.0Антон ЛузгинNo ratings yet
- Special Topic ESA QP - Programming With C++ (UE19CS208B)Document4 pagesSpecial Topic ESA QP - Programming With C++ (UE19CS208B)luciferNo ratings yet
- B. Dual Frequencies (F1 & F2) ANS: A. 15rev. /min ANSDocument11 pagesB. Dual Frequencies (F1 & F2) ANS: A. 15rev. /min ANSSam OyelowoNo ratings yet
- Triptico de Artificial IntelligenceDocument2 pagesTriptico de Artificial IntelligenceHappy.. GirlNo ratings yet
- Week #6: Laplace Transforms - IntroductionDocument31 pagesWeek #6: Laplace Transforms - IntroductionAbasi IbrahimNo ratings yet
- India Fake Account (2019-2020) Task DetailsDocument34 pagesIndia Fake Account (2019-2020) Task DetailsDevesh KumarNo ratings yet
- Professional Regulation Commission: Id Claim SlipDocument1 pageProfessional Regulation Commission: Id Claim SlipRheivinn RoselloNo ratings yet
- Nta MisDocument10 pagesNta MisrabrajNo ratings yet
- MARK4210 Class 5 Situation Analysis CompleteDocument27 pagesMARK4210 Class 5 Situation Analysis CompleteCandy ChoNo ratings yet
- Dokumen - Tips Cummins Insite Calibration SelectionDocument38 pagesDokumen - Tips Cummins Insite Calibration SelectionYhubher Paolo Sti100% (1)
- Hull Form Optimization of A Cargo Ship For Reduced Drag-DikonversiDocument12 pagesHull Form Optimization of A Cargo Ship For Reduced Drag-DikonversiAhmad HarisNo ratings yet
- Genuine Eaton Vicker HidrauDocument28 pagesGenuine Eaton Vicker HidrauJenner Volnney Quispe ChataNo ratings yet
- 6054 PartesDocument244 pages6054 PartesLuis GomezNo ratings yet
- Share Certificate: Insert Company NameDocument2 pagesShare Certificate: Insert Company NamejussNo ratings yet
- Intermediate Methods: The DeterminantDocument5 pagesIntermediate Methods: The DeterminanthishamsaukNo ratings yet
- Ae Exp 9 To Design Monostable Multivibrators Using 555 IcDocument6 pagesAe Exp 9 To Design Monostable Multivibrators Using 555 IcPriyanshu KumawatNo ratings yet
- CFBC Boiler SOPDocument18 pagesCFBC Boiler SOPgangatharan100% (1)
- MML by ZoliDocument8 pagesMML by ZoliZoltan KiralyNo ratings yet
- Hsu 7 9 12 14 18 22 PDFDocument93 pagesHsu 7 9 12 14 18 22 PDFBvm BvmmNo ratings yet
- Philips fwm399-21 22 25 30 Ver1.0Document82 pagesPhilips fwm399-21 22 25 30 Ver1.0JeovannyAlexanderMatamorosSanchezNo ratings yet
- cp3800 GCDocument75 pagescp3800 GCMuhammad TalhaNo ratings yet
- GDS SwathiDocument3 pagesGDS Swathicwc lcsdNo ratings yet