Download as pdf or txt
You might also like
- Building A Storybrand Miller en 31696Document7 pagesBuilding A Storybrand Miller en 31696ডঃ শুভম চ্যাটার্জী83% (6)
- Detailed Lesson Plan in Physical Education Grade 6Document6 pagesDetailed Lesson Plan in Physical Education Grade 6cia-gail cueto92% (13)
- فحص بلدية دبيDocument33 pagesفحص بلدية دبيFredj Kriaa67% (3)
- Concept Check Questions For Materials Science and EngineeringDocument8 pagesConcept Check Questions For Materials Science and EngineeringMark Jason GotasNo ratings yet
- Dark Heresy Character Sheet 5 PageDocument5 pagesDark Heresy Character Sheet 5 PagePreacher8794No ratings yet
- Arm A330 2009110Document551 pagesArm A330 2009110Matias Javier AlvarezNo ratings yet
- Self StudyDocument33 pagesSelf StudySalim DanielaNo ratings yet
- CH 8 CN Lap GhepDocument48 pagesCH 8 CN Lap GhepTHỊNH PHAN NGUYỄN QUANGNo ratings yet
- Joining AND Assembly Processes:: WeldingDocument27 pagesJoining AND Assembly Processes:: Weldingravi00098No ratings yet
- Factors Affecting Variable Weld PenetrationDocument32 pagesFactors Affecting Variable Weld PenetrationRodney Vitorino DiasNo ratings yet
- Corrosion Science: N. Winzer, P. Xu, S. Bender, T. Gross, W.E.S. Unger, C.E. CrossDocument14 pagesCorrosion Science: N. Winzer, P. Xu, S. Bender, T. Gross, W.E.S. Unger, C.E. CrossLakshmi NarayananNo ratings yet
- Undercut Formation Mechanism in Keyhole Plasma Arc WeldingDocument9 pagesUndercut Formation Mechanism in Keyhole Plasma Arc WeldingFernando Emmanuel BenitezNo ratings yet
- Development of The Strain-to-Fracture Test: Welding ResearchDocument10 pagesDevelopment of The Strain-to-Fracture Test: Welding ResearchSergio Antonio Muñoz PinzónNo ratings yet
- Weld Solidification and Cracking Behavior of Free-Machining Stainless SteelDocument14 pagesWeld Solidification and Cracking Behavior of Free-Machining Stainless SteeltazzorroNo ratings yet
- Wire RodDocument71 pagesWire RodTeka KamNo ratings yet
- On Underwater Submerged-Arc Welding (The 1st Report) The Feasibility of Underwater Welding by Submerged-Arc Welding ProcessDocument7 pagesOn Underwater Submerged-Arc Welding (The 1st Report) The Feasibility of Underwater Welding by Submerged-Arc Welding ProcessAndrés Mauricio UribeNo ratings yet
- Tensile and Fracture Properties of X80 Steel Microstructures Relevant To The HazDocument9 pagesTensile and Fracture Properties of X80 Steel Microstructures Relevant To The HazMarcelo Varejão CasarinNo ratings yet
- A Study of The Heat-Affected Zone (HAZ) of An Inconel 718 Sheet Welded With Electron-Beam Welding (EBW)Document7 pagesA Study of The Heat-Affected Zone (HAZ) of An Inconel 718 Sheet Welded With Electron-Beam Welding (EBW)tubaNo ratings yet
- Proses Manufaktur-5 - MhsDocument47 pagesProses Manufaktur-5 - MhsBintang NurimanNo ratings yet
- Determination of Hydrogen Embrittlement Stress Intensity Threshold by FractographyDocument12 pagesDetermination of Hydrogen Embrittlement Stress Intensity Threshold by FractographyStefano ZontaNo ratings yet
- Jom Module IIDocument138 pagesJom Module IIPrinceNo ratings yet
- An Investigation Into The Effects of Reduction, Die Angle, Friction and Back-Tension Wire Drawing PDFDocument103 pagesAn Investigation Into The Effects of Reduction, Die Angle, Friction and Back-Tension Wire Drawing PDFnedimNo ratings yet
- Welding Inspection Q&ADocument20 pagesWelding Inspection Q&AUmer AnsariNo ratings yet
- Influence of The Unsharpness Phenomenon Produced by An X-Ray Generator in The Study and Analysis of Discontinuities On Steel Welded SpecimensDocument12 pagesInfluence of The Unsharpness Phenomenon Produced by An X-Ray Generator in The Study and Analysis of Discontinuities On Steel Welded SpecimensDaniel Constante ParraNo ratings yet
- A Study On Transverse Weld Cracks PDFDocument8 pagesA Study On Transverse Weld Cracks PDFRifani ImamNo ratings yet
- Microstructural Parameter Controlling Weld Metal Cold CrackingDocument4 pagesMicrostructural Parameter Controlling Weld Metal Cold CrackingSadhasivam VeluNo ratings yet
- Heat TreatmentDocument11 pagesHeat TreatmentMuhammad zanetNo ratings yet
- B. Tech.: Printed Pages: 3Document3 pagesB. Tech.: Printed Pages: 3arugeetNo ratings yet
- API571 Part4Document129 pagesAPI571 Part4Charlie Chong100% (6)
- Corrosion Science: Wen Sun, Lida Wang, Tingting Wu, Guichang LiuDocument11 pagesCorrosion Science: Wen Sun, Lida Wang, Tingting Wu, Guichang LiuMANo ratings yet
- Effects of Welding Residual Stresses On Fatigue Crack Growth Behaviour in Butt Welds of A Pipeline SteelDocument10 pagesEffects of Welding Residual Stresses On Fatigue Crack Growth Behaviour in Butt Welds of A Pipeline SteelJohan Esteban Garcia PuentesNo ratings yet
- AWS Welding Journal - The Formation of Chevron Crack in Submerged Arc Weld Metal (212-S-July-1982)Document10 pagesAWS Welding Journal - The Formation of Chevron Crack in Submerged Arc Weld Metal (212-S-July-1982)Rudolph RednoseNo ratings yet
- Casting Repair PDFDocument7 pagesCasting Repair PDFDavid RodriguezNo ratings yet
- Me 6008 - WelDocument2 pagesMe 6008 - Welsyed1188No ratings yet
- SegregationDocument9 pagesSegregationRV OfficialNo ratings yet
- Gas Pipeline Failures: by Failure Analysis Group WRD, CmrdiDocument44 pagesGas Pipeline Failures: by Failure Analysis Group WRD, Cmrdiروشان فاطمة روشانNo ratings yet
- Shear DeformationDocument12 pagesShear DeformationDurgesh KhannaNo ratings yet
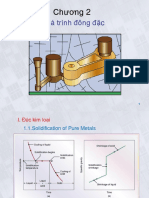
- CH 2 Qua Trinh DucDocument39 pagesCH 2 Qua Trinh DucTHỊNH PHAN NGUYỄN QUANGNo ratings yet
- Component Test For The Assessment of Delayed Hydrogen-Assisted Cracking in Thick-Walled SAW Joints For Offshore ApplicationsDocument15 pagesComponent Test For The Assessment of Delayed Hydrogen-Assisted Cracking in Thick-Walled SAW Joints For Offshore ApplicationsafabNo ratings yet
- Engineering Failure Analysis: C.R.F. Azevedo, D. Magarotto, A.P. TschiptschinDocument7 pagesEngineering Failure Analysis: C.R.F. Azevedo, D. Magarotto, A.P. TschiptschinJader PitangueiraNo ratings yet
- Effects of Si Content On Defect Band Formation in Hypoeutectic Al-Si Die CastingsDocument6 pagesEffects of Si Content On Defect Band Formation in Hypoeutectic Al-Si Die CastingssaisNo ratings yet
- Wear-Corrosion Mechanism of Stainless Steel in Chloride MediaDocument5 pagesWear-Corrosion Mechanism of Stainless Steel in Chloride MediaLeisnerk LvzNo ratings yet
- HCF Failure Modes and Mechanisms of Dissimilar Welds of Martensite/Austenite Metals at Elevated TemperatureDocument4 pagesHCF Failure Modes and Mechanisms of Dissimilar Welds of Martensite/Austenite Metals at Elevated TemperatureRosalia AndradeNo ratings yet
- Gujarat Technological UniversityDocument4 pagesGujarat Technological Universitythe grayNo ratings yet
- Aiche-19-008 Ammonia Shift ConverterDocument6 pagesAiche-19-008 Ammonia Shift ConverterHsein WangNo ratings yet
- Effect of Heat Treatment On The Structure of in 71 PDFDocument7 pagesEffect of Heat Treatment On The Structure of in 71 PDFWillian Tavares de CarvalhoNo ratings yet
- M10-11 Kekuatan Sambungan PengelasanDocument58 pagesM10-11 Kekuatan Sambungan PengelasanRB099Musyaffa Nafis MuhammadNo ratings yet
- Quality Monitoring For A Resistance Spot Weld Process of Galvanized Dual-Phase Steel Based On The Electrode DisplacementDocument10 pagesQuality Monitoring For A Resistance Spot Weld Process of Galvanized Dual-Phase Steel Based On The Electrode DisplacementafabNo ratings yet
- Subcritical Crack Growth Characteristics in Welded ASTM A537 SteelDocument6 pagesSubcritical Crack Growth Characteristics in Welded ASTM A537 SteelSubrata dubeyNo ratings yet
- A Comparison Between Friction Stir Welded and SubmDocument7 pagesA Comparison Between Friction Stir Welded and SubmGajay CarloNo ratings yet
- Proc.-5 Plastic State WeldingDocument27 pagesProc.-5 Plastic State Weldingmoresachin7040No ratings yet
- Materi Praktikum Uji ImpackDocument5 pagesMateri Praktikum Uji ImpackYosafat HasiholanNo ratings yet
- The Relationship Between Boron Content and Crack Properties in FCAW Weld MetalDocument6 pagesThe Relationship Between Boron Content and Crack Properties in FCAW Weld MetalVizay KumarNo ratings yet
- Patent Application Publication (10) Pub. No.: US 2008/0237199 A1Document9 pagesPatent Application Publication (10) Pub. No.: US 2008/0237199 A1பிரபாகரன் ஆனந்தன்No ratings yet
- Welding CrackingDocument8 pagesWelding CrackingjensdcvNo ratings yet
- CH 3 PDFDocument20 pagesCH 3 PDFHassaan SajidNo ratings yet
- Temper Bead TechniqueDocument4 pagesTemper Bead TechniqueOctavio ChableNo ratings yet
- Charpy Toughness of Vibrated MicrostructuresDocument4 pagesCharpy Toughness of Vibrated MicrostructuresprevrtljivacNo ratings yet
- Michel Et Al. (2016)Document12 pagesMichel Et Al. (2016)Vinícius RamosNo ratings yet
- 1 s2.0 S0143974X24001111 MainDocument21 pages1 s2.0 S0143974X24001111 MainAashima sharmaNo ratings yet
- Failure Analysis PDFDocument26 pagesFailure Analysis PDFRahman AuliaNo ratings yet
- Scanning Reference Electrode Techniques in Localized Corrosion - H S IsaacsDocument57 pagesScanning Reference Electrode Techniques in Localized Corrosion - H S IsaacsEnrique Maya VisuetNo ratings yet
- Weldability Testing For Advanced MaterialsDocument8 pagesWeldability Testing For Advanced MaterialsJim BetsingerNo ratings yet
- Solutions For New Mulberry English Coursebook 6 Summer SunDocument4 pagesSolutions For New Mulberry English Coursebook 6 Summer Sunডঃ শুভম চ্যাটার্জী100% (2)
- Solutions For New Mulberry English Coursebook 6 The MiracleDocument5 pagesSolutions For New Mulberry English Coursebook 6 The Miracleডঃ শুভম চ্যাটার্জী100% (3)
- 1 Heat Flow and Temperature Distribution in WeldingDocument24 pages1 Heat Flow and Temperature Distribution in Weldingডঃ শুভম চ্যাটার্জীNo ratings yet
- NIT Agartala Faculty Recruitment - ROLLING Advertisment-1Document18 pagesNIT Agartala Faculty Recruitment - ROLLING Advertisment-1ডঃ শুভম চ্যাটার্জীNo ratings yet
- Week 1: Assignment 1: (Https://swayam - Gov.in)Document3 pagesWeek 1: Assignment 1: (Https://swayam - Gov.in)ডঃ শুভম চ্যাটার্জীNo ratings yet
- Comparative Study of Tube To Tubesheet Welding Qualification On Heat ExchangerDocument14 pagesComparative Study of Tube To Tubesheet Welding Qualification On Heat Exchangerডঃ শুভম চ্যাটার্জীNo ratings yet
- Polishing Pads: Quality Matters NewsletterDocument4 pagesPolishing Pads: Quality Matters Newsletterডঃ শুভম চ্যাটার্জীNo ratings yet
- Eep000090 14700510 Mearr 0036 - 01 PDFDocument1 pageEep000090 14700510 Mearr 0036 - 01 PDFডঃ শুভম চ্যাটার্জীNo ratings yet
- ML 1015998765Document42 pagesML 1015998765ডঃ শুভম চ্যাটার্জীNo ratings yet
- Electron Configuration of Transition Metals - Chemistry LibreTextsDocument6 pagesElectron Configuration of Transition Metals - Chemistry LibreTextsডঃ শুভম চ্যাটার্জীNo ratings yet
- 01 - Work Inspired PDFDocument7 pages01 - Work Inspired PDFডঃ শুভম চ্যাটার্জীNo ratings yet
- Total Welding ManagementDocument1 pageTotal Welding Managementডঃ শুভম চ্যাটার্জীNo ratings yet
- EEP000090-14700510-MEFAB-00xx: Ge Power India LimitedDocument1 pageEEP000090-14700510-MEFAB-00xx: Ge Power India Limitedডঃ শুভম চ্যাটার্জীNo ratings yet
- 101 Inspiring Swami Vivekananda QuotesDocument12 pages101 Inspiring Swami Vivekananda Quotesডঃ শুভম চ্যাটার্জীNo ratings yet
- Iso 2401 PDFDocument5 pagesIso 2401 PDFডঃ শুভম চ্যাটার্জীNo ratings yet
- AC1 and AC3 CalculationDocument9 pagesAC1 and AC3 Calculationডঃ শুভম চ্যাটার্জীNo ratings yet
- Metallurgy of Fusion Welding - Nptel PDFDocument11 pagesMetallurgy of Fusion Welding - Nptel PDFডঃ শুভম চ্যাটার্জীNo ratings yet
- WeldingDocument12 pagesWeldingডঃ শুভম চ্যাটার্জীNo ratings yet
- Gallstones PD - 9Document18 pagesGallstones PD - 9drelvNo ratings yet
- Bahasa Inggris AnalityDocument6 pagesBahasa Inggris AnalityToko Bandung BerastagiNo ratings yet
- En The Prophet MuhammadDocument5 pagesEn The Prophet Muhammadmd dawnNo ratings yet
- Genetic TestingDocument1 pageGenetic TestingLIZ AURORA PAUCAR ARPITANo ratings yet
- Growth and TransformationDocument5 pagesGrowth and TransformationEric AfongangNo ratings yet
- Linux Basic CommandsDocument40 pagesLinux Basic CommandsPardeep JogNo ratings yet
- Nimble-Competency Mapping For Competitive Advantage in Retail-1Document4 pagesNimble-Competency Mapping For Competitive Advantage in Retail-1sienn100No ratings yet
- Christian Faith Education: God Journeys With His PeopleDocument60 pagesChristian Faith Education: God Journeys With His PeopleChloe OberlinNo ratings yet
- ReadmeDocument18 pagesReadmeDaniel ShaneNo ratings yet
- BTech Civil Engineering SyllabusDocument270 pagesBTech Civil Engineering SyllabusCharan KumarNo ratings yet
- Lecture 1 What Is CultureDocument12 pagesLecture 1 What Is CulturedivyaNo ratings yet
- Negotiation Definition and ConceptDocument18 pagesNegotiation Definition and ConceptItequaf Amin RafeeNo ratings yet
- When The Spaniards Arrived in The Philippines in 1521Document6 pagesWhen The Spaniards Arrived in The Philippines in 1521Bert MedaNo ratings yet
- Pe and Health 11 - First Quarter 2019-2020Document3 pagesPe and Health 11 - First Quarter 2019-2020Anonymous k3Ru5RZbwNo ratings yet
- OCA Circular No. 90 2018Document90 pagesOCA Circular No. 90 2018LimVianesseNo ratings yet
- Professional EthicsDocument24 pagesProfessional EthicsMatthew PaxmanNo ratings yet
- Analysis of Sabrimala ControversyDocument29 pagesAnalysis of Sabrimala ControversyShambhavi PathakNo ratings yet
- Self Evaluation Form 2010Document3 pagesSelf Evaluation Form 2010kellikristo1976No ratings yet
- Unit 8 Pag 79-82Document14 pagesUnit 8 Pag 79-82Kenny GamarraNo ratings yet
- CloseupDocument4 pagesCloseupWilliam DsouzaNo ratings yet
- National Iron Plus Initiative Guidelines For Controlof IDADocument19 pagesNational Iron Plus Initiative Guidelines For Controlof IDAvvirumbi100% (1)
- Finding Your Family in The Second Hand Store - 2015 ConferenceDocument38 pagesFinding Your Family in The Second Hand Store - 2015 ConferencemilesmeyerNo ratings yet
- Thesis It Na JudDocument38 pagesThesis It Na JudNepoy Beltran EntendezNo ratings yet
- GMBSC of Ms Brochure FinalDocument2 pagesGMBSC of Ms Brochure Finalapi-252825078No ratings yet
- w05 Unit Plans Assessment Emily PopocaDocument3 pagesw05 Unit Plans Assessment Emily Popocaapi-518483960No ratings yet
- Jae's Quotes PDFDocument12 pagesJae's Quotes PDFRima KamiliaNo ratings yet