Download as doc, pdf, or txt
You might also like
- Indian Abacus Movers Tutor Training Manual - 2nd Level - FreeDocument10 pagesIndian Abacus Movers Tutor Training Manual - 2nd Level - FreeIndian Abacus83% (6)
- Chinese Standard GBDocument76 pagesChinese Standard GBmrjoshiroshanNo ratings yet
- Checklist For Pipe SupportsDocument2 pagesChecklist For Pipe SupportsRamalingam Prabhakaran100% (1)
- Boe (Boiler Operation Engineering) Questions and Answers For All Stats Board - AskpowerplantDocument32 pagesBoe (Boiler Operation Engineering) Questions and Answers For All Stats Board - AskpowerplantRaju MaityNo ratings yet
- OLF 070 Rev2Document159 pagesOLF 070 Rev2megavolt1No ratings yet
- APH5Document24 pagesAPH5Hitesh SainiNo ratings yet
- Bends Requirement As Ibr AsmeDocument3 pagesBends Requirement As Ibr AsmeAgniva DuttaNo ratings yet
- Standard Quality Plan: Conforming To Code: Is 8183Document4 pagesStandard Quality Plan: Conforming To Code: Is 8183jagan100% (1)
- Bhel - Trichy: Training Programme FOR Power Sector Executives ON CFBC BoilersDocument41 pagesBhel - Trichy: Training Programme FOR Power Sector Executives ON CFBC Boilersrashm006ranjanNo ratings yet
- Bhel Recommendations On Tube FailuresDocument4 pagesBhel Recommendations On Tube FailuresNaveen ChodagiriNo ratings yet
- Welcome: Presentation ON Boilers & AuxiliariesDocument58 pagesWelcome: Presentation ON Boilers & Auxiliariestanuja singhNo ratings yet
- Geareducer Model 32.2: UsermanualDocument8 pagesGeareducer Model 32.2: UsermanualR BhattacharyaNo ratings yet
- Bhel Pipe Color Code-Aa10630 1Document7 pagesBhel Pipe Color Code-Aa10630 1Vamsikrishna LakamsaniNo ratings yet
- Engineering Declaration Unit # 2 JindalDocument16 pagesEngineering Declaration Unit # 2 JindalVIBHAV100% (1)
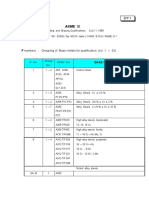
- P Numbers: Grouping of Base Metals For Qualification (No. 1Document5 pagesP Numbers: Grouping of Base Metals For Qualification (No. 1Lim DongseopNo ratings yet
- Materials: Pressure Parts and Applicable Service TemperaturesDocument14 pagesMaterials: Pressure Parts and Applicable Service Temperaturesmohan babuNo ratings yet
- Thermal Power Plant Color Code For Piping PDFDocument11 pagesThermal Power Plant Color Code For Piping PDFalwynnithinherbert50% (4)
- Bhatia Gummidipoondi WHRSG O&m Manual FinalDocument224 pagesBhatia Gummidipoondi WHRSG O&m Manual Finalt_syamprasadNo ratings yet
- Air and Flue Gas Tightness TestDocument5 pagesAir and Flue Gas Tightness TestDipnarayan KumarNo ratings yet
- Design and Analysis of Boiler Pressure Vessels Based On IBR CodesDocument9 pagesDesign and Analysis of Boiler Pressure Vessels Based On IBR Codesgermantoledo244596No ratings yet
- BFP TDDocument22 pagesBFP TDArvind ShuklaNo ratings yet
- U#2 Oh Report 2003Document45 pagesU#2 Oh Report 2003Sony RamaNo ratings yet
- Boiler ManualDocument178 pagesBoiler ManualJay LawsonNo ratings yet
- APH PresentationDocument36 pagesAPH PresentationBhargav Chaudhari100% (1)
- Rockwool Insulation LRB MatressDocument1 pageRockwool Insulation LRB MatressJaveed KhanNo ratings yet
- Super Critical Boiler Materials - Metallurgical Aspects: R N Mehrotra, GM Energy TechnologyDocument41 pagesSuper Critical Boiler Materials - Metallurgical Aspects: R N Mehrotra, GM Energy TechnologyVIBHAV100% (1)
- Esp Ash Hopper & Blow Tank SystemDocument13 pagesEsp Ash Hopper & Blow Tank SystemZaid ChelseaNo ratings yet
- Boiler Feed PumpDocument52 pagesBoiler Feed PumpArun Kumar100% (1)
- 045 - Tech. Dairy of Shree PowerDocument81 pages045 - Tech. Dairy of Shree PowerAamirMalikNo ratings yet
- P NagamanickamDocument109 pagesP Nagamanickamrashm006ranjanNo ratings yet
- Heat Balance DiagramDocument10 pagesHeat Balance DiagramKartheek Ramishetti100% (1)
- Veo HRSG Brochure 2012Document6 pagesVeo HRSG Brochure 2012Jayanath Nuwan SameeraNo ratings yet
- Cooling Water System Control Philosophy (25Mw) : ObjectiveDocument8 pagesCooling Water System Control Philosophy (25Mw) : ObjectiveEric Taylor100% (1)
- NTPC Rihand Standard Checklist:: System CommissioningDocument3 pagesNTPC Rihand Standard Checklist:: System Commissioningsrigirisetty208No ratings yet
- Condenser Flood Test 8 of 11Document14 pagesCondenser Flood Test 8 of 11Sara LopezNo ratings yet
- Turbo Generator & Its AuxiliariesDocument89 pagesTurbo Generator & Its AuxiliariesPapun ScribdNo ratings yet
- Boiler Light UpDocument19 pagesBoiler Light Upm_ganesh1983No ratings yet
- An Overview of Measures To Adapt Coal-Fired Power Plants To Flexible OperationDocument60 pagesAn Overview of Measures To Adapt Coal-Fired Power Plants To Flexible OperationThanasate PrasongsookNo ratings yet
- Turbine Bypass System - HORADocument11 pagesTurbine Bypass System - HORAhozipek100% (2)
- Pulkit PPT Steam Turbine3Document42 pagesPulkit PPT Steam Turbine3Abhishek Kumar100% (1)
- FQP 16.11.18 Vol-I - BoilerDocument90 pagesFQP 16.11.18 Vol-I - Boilerashis chatterjeeNo ratings yet
- Commissioning Measures Form For Approval: Phase I of 2×330MW Project of Tengda Coal-Fired Power Plant in IndiaDocument21 pagesCommissioning Measures Form For Approval: Phase I of 2×330MW Project of Tengda Coal-Fired Power Plant in IndiaParthiban KarunaNo ratings yet
- IBR Sec 385 PDFDocument9 pagesIBR Sec 385 PDFgokul_raamNo ratings yet
- Burner ManualDocument36 pagesBurner ManualWajih AnsariNo ratings yet
- "Waste Heat Recovery System ": Internship / Summer Vocational Training Project Report OnDocument17 pages"Waste Heat Recovery System ": Internship / Summer Vocational Training Project Report OnPiyush SinghNo ratings yet
- MD1-0-T-030-05-00370-C - ITP For CFBC Boiler Installation-ICDocument151 pagesMD1-0-T-030-05-00370-C - ITP For CFBC Boiler Installation-ICTran KhuynhNo ratings yet
- PROJECT F2 (Dushyanth)Document85 pagesPROJECT F2 (Dushyanth)saiNo ratings yet
- Rei Vol IDocument297 pagesRei Vol IDineshNo ratings yet
- 4 Rla of BoilersDocument20 pages4 Rla of BoilersGanesh Murugan100% (1)
- Air-Preheater Leakage TestDocument2 pagesAir-Preheater Leakage TestAamirMalikNo ratings yet
- 5 Hot Insulation Materila & Thickness For Mineral Wool Annexure - 1Document6 pages5 Hot Insulation Materila & Thickness For Mineral Wool Annexure - 1bagulrahul2023No ratings yet
- Gravimetric Feeder ManualDocument215 pagesGravimetric Feeder ManualfayearmelNo ratings yet
- Aux Steam SystemDocument14 pagesAux Steam Systemsanjeevchhabra100% (1)
- Regenerative Air PreheaterDocument19 pagesRegenerative Air PreheaterPrakash100% (1)
- Spcer TubesDocument3 pagesSpcer TubesTapan GhongadeNo ratings yet
- Valve Inspection ChecklistDocument1 pageValve Inspection ChecklistTengku Mohd ImranNo ratings yet
- Bed Coil Chang Procedure PDFDocument8 pagesBed Coil Chang Procedure PDFMahadev KovalliNo ratings yet
- Vol-Ii B936Document113 pagesVol-Ii B936Anonymous uXdS9Y7No ratings yet
- Boiler Documentation Air Flue Gas Path Ducts EJ Gates Dampers 1 5 Hrs PDFDocument90 pagesBoiler Documentation Air Flue Gas Path Ducts EJ Gates Dampers 1 5 Hrs PDFaruntpeNo ratings yet
- Animated Soot BlowerDocument15 pagesAnimated Soot BlowerPrudhvi RajNo ratings yet
- Checklist For Separator Cum Storage TankDocument5 pagesChecklist For Separator Cum Storage TankRamalingam PrabhakaranNo ratings yet
- Checklist For Furnace Bottom EnclosureDocument7 pagesChecklist For Furnace Bottom EnclosureRamalingam PrabhakaranNo ratings yet
- 200-1013-06-003 RFQ Full Package and High Pressure Coil Design CalculationDocument15 pages200-1013-06-003 RFQ Full Package and High Pressure Coil Design CalculationBilel MahjoubNo ratings yet
- ASME Code Calculations For Companion FlangesDocument9 pagesASME Code Calculations For Companion FlangesKamlesh DalavadiNo ratings yet
- B2020-TDC-DEF-005 Dished End Forming R0Document2 pagesB2020-TDC-DEF-005 Dished End Forming R0Ramalingam PrabhakaranNo ratings yet
- Checklist - Expansion Joint - Non Pressure Parts Drgs.Document3 pagesChecklist - Expansion Joint - Non Pressure Parts Drgs.Ramalingam Prabhakaran100% (2)
- b2020-Tdc-Fas-004 Fasteners r3Document2 pagesb2020-Tdc-Fas-004 Fasteners r3Ramalingam PrabhakaranNo ratings yet
- B2020-TDC-SR-006 Shell Rolling R0Document2 pagesB2020-TDC-SR-006 Shell Rolling R0Ramalingam PrabhakaranNo ratings yet
- B2020-TDC-FIT-013 Coupling Plug R1Document2 pagesB2020-TDC-FIT-013 Coupling Plug R1Ramalingam PrabhakaranNo ratings yet
- Mitering Formula Example For 6" Concrete Wall:: Integraspec®Document2 pagesMitering Formula Example For 6" Concrete Wall:: Integraspec®Ramalingam PrabhakaranNo ratings yet
- B2020-TDC-VF-009 Vessel Fabrication R0Document5 pagesB2020-TDC-VF-009 Vessel Fabrication R0Ramalingam PrabhakaranNo ratings yet
- 008 ER70S-6 Electrodes R0Document2 pages008 ER70S-6 Electrodes R0Ramalingam PrabhakaranNo ratings yet
- Checklist - Damper - Non Pressure Parts Drgs.Document2 pagesChecklist - Damper - Non Pressure Parts Drgs.Ramalingam PrabhakaranNo ratings yet
- Checklist - HRSG Ducting - Non Pressure Parts Drgs.Document3 pagesChecklist - HRSG Ducting - Non Pressure Parts Drgs.Ramalingam PrabhakaranNo ratings yet
- Checklist - Bearing - Non Pressure Parts Drgs.Document1 pageChecklist - Bearing - Non Pressure Parts Drgs.Ramalingam PrabhakaranNo ratings yet
- Checklist - Casing - Non Pressure Parts Drgs.Document3 pagesChecklist - Casing - Non Pressure Parts Drgs.Ramalingam PrabhakaranNo ratings yet
- Checklist - Fuel Firing - Non Pressure Parts Drgs.Document4 pagesChecklist - Fuel Firing - Non Pressure Parts Drgs.Ramalingam PrabhakaranNo ratings yet
- Checklist - Duct Detailing - Non Pressure Parts Drgs - 01Document2 pagesChecklist - Duct Detailing - Non Pressure Parts Drgs - 01Ramalingam PrabhakaranNo ratings yet
- Checklist - Hoist and Pulley Block - Non Pressure Parts Drgs.Document2 pagesChecklist - Hoist and Pulley Block - Non Pressure Parts Drgs.Ramalingam PrabhakaranNo ratings yet
- Checklist For Drum Internal PipingDocument2 pagesChecklist For Drum Internal PipingRamalingam PrabhakaranNo ratings yet
- Checklist For Economiser Element DrawingDocument2 pagesChecklist For Economiser Element DrawingRamalingam PrabhakaranNo ratings yet
- Checklist For Arrangement of DrumDocument4 pagesChecklist For Arrangement of DrumRamalingam PrabhakaranNo ratings yet
- Checklist For Arrangement and Detail of Drum InternalsDocument5 pagesChecklist For Arrangement and Detail of Drum InternalsRamalingam PrabhakaranNo ratings yet
- 6-44-0012 Rev3Document13 pages6-44-0012 Rev3Ramalingam PrabhakaranNo ratings yet
- 6 44 0003 Rev1Document32 pages6 44 0003 Rev1Ramalingam Prabhakaran100% (1)
- E-1 List of STD SpecsDocument2 pagesE-1 List of STD SpecsRamalingam PrabhakaranNo ratings yet
- S4-Irb1400 M94a ProductDocument531 pagesS4-Irb1400 M94a ProductAnonymous smdEgZN2IeNo ratings yet
- The Metallurgy of Power BoilersDocument4 pagesThe Metallurgy of Power Boilersagniva dattaNo ratings yet
- Computer Network Individual ReportDocument2 pagesComputer Network Individual ReportWilson ChengNo ratings yet
- Business / Study / Gaming / Streaming Social / StreamDocument1 pageBusiness / Study / Gaming / Streaming Social / StreamElie DaghNo ratings yet
- 4 - Mike ShandDocument6 pages4 - Mike ShandPieter Vd MerweNo ratings yet
- Fuel Oil Forwarding System Training MaterialDocument11 pagesFuel Oil Forwarding System Training MaterialMohammed Ibrahim AsifNo ratings yet
- Megger MIT300 Insulationtester DatasheetDocument4 pagesMegger MIT300 Insulationtester DatasheetlmendizabalNo ratings yet
- Woodward UG ActuatorDocument4 pagesWoodward UG ActuatorИгорь100% (2)
- Memory and Programmable LogicDocument3 pagesMemory and Programmable LogicMALTI ROYNo ratings yet
- DLL g6 q3 Week 4 All Subjects (Mam Inkay Peralta)Document66 pagesDLL g6 q3 Week 4 All Subjects (Mam Inkay Peralta)Jocelyn Flores-JunioNo ratings yet
- ARTCAM PRO9.0 InglésDocument466 pagesARTCAM PRO9.0 InglésYamen Issa100% (2)
- Ms Spacer MsdsDocument5 pagesMs Spacer Msdsizzybj0% (1)
- Fortigate 900D: Data SheetDocument4 pagesFortigate 900D: Data SheetAbdel MounaimNo ratings yet
- How To Perform Low Strain Pile Integrity TestDocument6 pagesHow To Perform Low Strain Pile Integrity TestAamirShabbirNo ratings yet
- EZ GPSv4 ManualDocument39 pagesEZ GPSv4 Manualdannyells_danielsNo ratings yet
- Grid TypeDocument18 pagesGrid Typechavico113No ratings yet
- Standard: CharteredDocument2 pagesStandard: CharteredKetan JainNo ratings yet
- GX-K/GF-K Series SpecificationsDocument4 pagesGX-K/GF-K Series SpecificationsJohn AltamiranoNo ratings yet
- 063 - Global RoamingDocument4 pages063 - Global RoamingJonathan RiveraNo ratings yet
- Senior Economist Planner Environmental Manager in Seattle WA Resume David ClarkDocument3 pagesSenior Economist Planner Environmental Manager in Seattle WA Resume David ClarkDavidClark2No ratings yet
- GPS Tracker TK102Document14 pagesGPS Tracker TK102Raymond Lopez-PozasNo ratings yet
- Annotations For Sound ArtDocument7 pagesAnnotations For Sound ArtricardariasNo ratings yet
- Handbook For Presiding OfficersDocument216 pagesHandbook For Presiding OfficersAbhi NavNo ratings yet
- Replacement Parts Catalog: Agrofarm 420TB GS DT Deutz FahrDocument40 pagesReplacement Parts Catalog: Agrofarm 420TB GS DT Deutz Fahrmanuel mxNo ratings yet
- Saudi Aramco Typical Inspection Plan: Fired Heaters - Field Installation MechanicalDocument3 pagesSaudi Aramco Typical Inspection Plan: Fired Heaters - Field Installation MechanicalOmer aliNo ratings yet
- Uji Kualitas Air Sumur Dengan Menggunakan Metode MPN (Most ProbableDocument5 pagesUji Kualitas Air Sumur Dengan Menggunakan Metode MPN (Most ProbableAulia RahmanNo ratings yet