Download as pdf or txt
You might also like
- Tuning Tattoo MachinesDocument23 pagesTuning Tattoo Machinessksxlc100% (7)
- Running Against the Tide: True Tales from the Stud of the SeaFrom EverandRunning Against the Tide: True Tales from the Stud of the SeaRating: 4.5 out of 5 stars4.5/5 (10)
- The Illustrated Guide To Building and Tuning Tattoo MachinesDocument23 pagesThe Illustrated Guide To Building and Tuning Tattoo MachinescarlaNo ratings yet
- How To Build A Vacuum Tube Tesla Coil VTTCDocument18 pagesHow To Build A Vacuum Tube Tesla Coil VTTCЗорица ЋирићNo ratings yet
- A Criticial Analysis of Tatara Bridge, JapanDocument10 pagesA Criticial Analysis of Tatara Bridge, JapanYati Aggarwal100% (1)
- Ufo CoilsDocument30 pagesUfo Coilssinergicus100% (6)
- Samw Questions: SMAW Basics - The QuestionsDocument3 pagesSamw Questions: SMAW Basics - The Questionsvillamor niezNo ratings yet
- Velocity PDFDocument10 pagesVelocity PDFLance WarrenNo ratings yet
- Macbook Curso RossgrptrainingDocument164 pagesMacbook Curso RossgrptrainingRenato HannoucheNo ratings yet
- Need Advice On Servicing Longines 23M Omega Forums 2Document1 pageNeed Advice On Servicing Longines 23M Omega Forums 2Radu CiurariuNo ratings yet
- Problem Solved! Fender Hot RodDocument14 pagesProblem Solved! Fender Hot RodnioprenNo ratings yet
- Generator Na Vetar Deo 5Document33 pagesGenerator Na Vetar Deo 5SinišaNo ratings yet
- VNA Hfst3 CapacitorDocument8 pagesVNA Hfst3 CapacitorAhmedNo ratings yet
- TGSLCoil MakingDocument12 pagesTGSLCoil MakingmmorestesNo ratings yet
- Stator Generator EolianDocument40 pagesStator Generator EolianCatalin BordeiNo ratings yet
- Bert Douglas's Magical Patter (1932)Document18 pagesBert Douglas's Magical Patter (1932)EugeneBurgerNo ratings yet
- Lec 5Document6 pagesLec 5Lokesh Naidu TummalaNo ratings yet
- Basic Welding TermsDocument13 pagesBasic Welding TermsKevin de ArmasNo ratings yet
- L2Document29 pagesL2vswapnil2212No ratings yet
- How To Make A SP CrystalDocument7 pagesHow To Make A SP Crystalmr.47No ratings yet
- Como Fazer IndutorDocument8 pagesComo Fazer IndutorRobert GabrielNo ratings yet
- CS262 Essay 6Document5 pagesCS262 Essay 6Mughees AhmedNo ratings yet
- Slayer Exciters Tesla Coils Everything You Need ToDocument5 pagesSlayer Exciters Tesla Coils Everything You Need ToiamtheescottiewallaceNo ratings yet
- Lec 1Document10 pagesLec 1Lokesh Naidu TummalaNo ratings yet
- Mobius Coils Loohan Slim Spurling Si TraducereDocument25 pagesMobius Coils Loohan Slim Spurling Si TraducereBebi Ben100% (3)
- Voltage Drops - OD and Other Circuits: How An Ohmmeter WorksDocument9 pagesVoltage Drops - OD and Other Circuits: How An Ohmmeter Workshanif274No ratings yet
- Circuitos Electronicos para ChisperoDocument13 pagesCircuitos Electronicos para ChisperoEfra SosaNo ratings yet
- VNA Hfst4 Resonant CuitcuitsDocument10 pagesVNA Hfst4 Resonant CuitcuitsFernando MartinNo ratings yet
- Experimenter: The Impoverished RadioDocument52 pagesExperimenter: The Impoverished Radiobenra1No ratings yet
- Lec 2Document11 pagesLec 2Lokesh Naidu TummalaNo ratings yet
- SCRIPTDocument3 pagesSCRIPTilia1999No ratings yet
- Mini Tesla Coil 100kv RevisedDocument9 pagesMini Tesla Coil 100kv RevisedmadmhackzNo ratings yet
- Mechanics of Fly CastingDocument9 pagesMechanics of Fly CastingAlfonso PolaNo ratings yet
- Secrets of The Water Cell ExplainedDocument81 pagesSecrets of The Water Cell Explainedxaraiza6No ratings yet
- Mini Self-Running GeneratorDocument12 pagesMini Self-Running Generatorgigi_shmen100% (1)
- The Digital Abstraction (T)Document16 pagesThe Digital Abstraction (T)zeyartwNo ratings yet
- Experimenter's Guide To The Joe Cell by Alex SchifferDocument24 pagesExperimenter's Guide To The Joe Cell by Alex SchifferZeljkoSipcicNo ratings yet
- Direct Drive Smart Drive MotorsDocument9 pagesDirect Drive Smart Drive MotorsDarrell HughesNo ratings yet
- Guitar String Hot Wire CutterDocument7 pagesGuitar String Hot Wire CutterBil AndersenNo ratings yet
- Don Smith Rep Zilano Posts Updated Jan 11 2012Document63 pagesDon Smith Rep Zilano Posts Updated Jan 11 2012overyounity100% (1)
- PMMC - Instrument - ExplainedDocument11 pagesPMMC - Instrument - Explainedpradnyajadhav225_136No ratings yet
- Electricity Show Outline: Idea Who Slide DemosDocument8 pagesElectricity Show Outline: Idea Who Slide DemosRomario TaylorNo ratings yet
- Orgon 2Document41 pagesOrgon 2neozen100% (2)
- Marine Construction and WeldingDocument24 pagesMarine Construction and Weldingmukesh3021No ratings yet
- TPU ExplicadoDocument162 pagesTPU ExplicadoFelipe EscuderoNo ratings yet
- Simply Swirled EarringsDocument21 pagesSimply Swirled EarringsAngelina Croft100% (1)
- Share What You MakeDocument16 pagesShare What You MakeSameer ChakoleNo ratings yet
- A Noobs Guide To UfopoliticsDocument18 pagesA Noobs Guide To UfopoliticsPraveen240679No ratings yet
- Fist Fights With Physicists The Caduceus CoilDocument28 pagesFist Fights With Physicists The Caduceus Coilrazvan187100% (2)
- 05 Building A Model Steam Engine From Scratch Chapter 5 162 190Document13 pages05 Building A Model Steam Engine From Scratch Chapter 5 162 190schelanko100% (1)
- Zilano Important Older DS Posts AbridgedDocument147 pagesZilano Important Older DS Posts Abridgedscolem26100% (1)
- TGSL ConcentricDocument16 pagesTGSL ConcentricAli SarıaltınNo ratings yet
- TGSL Concentric 18Document17 pagesTGSL Concentric 18Daniel UngureanuNo ratings yet
- TGSL Concentric 26Document17 pagesTGSL Concentric 26Daniel UngureanuNo ratings yet
- 00fullset PDFDocument10 pages00fullset PDFnemesis123No ratings yet
- Slim RingsDocument6 pagesSlim Ringsmatej100% (1)
- How To Build A Slayer ExciterDocument6 pagesHow To Build A Slayer ExciterKevin BinnyNo ratings yet
- PLL Basics ChaterjeeDocument16 pagesPLL Basics ChaterjeeSolleti Suresh4No ratings yet
- Faithful Attraction: How to Drive Your Metal Detector to Find TreasureFrom EverandFaithful Attraction: How to Drive Your Metal Detector to Find TreasureNo ratings yet
- How To Weld - MIG Welding - 11 Steps (With Pictures) - InstructablesDocument19 pagesHow To Weld - MIG Welding - 11 Steps (With Pictures) - Instructablesisaias.prestesNo ratings yet
- My Solutions For Fortran Assignment - All Laboratories and ProjectsDocument2 pagesMy Solutions For Fortran Assignment - All Laboratories and Projectsisaias.prestesNo ratings yet
- Bitbucket Branch Management - A Comprehensive Guide - by Goutam DasDocument12 pagesBitbucket Branch Management - A Comprehensive Guide - by Goutam Dasisaias.prestesNo ratings yet
- Welding 101 For Hobbyists (And Nerds!) - Practical EngineeringDocument6 pagesWelding 101 For Hobbyists (And Nerds!) - Practical Engineeringisaias.prestesNo ratings yet
- Ensemble Learning: David Sontag New York UniversityDocument17 pagesEnsemble Learning: David Sontag New York Universityisaias.prestesNo ratings yet
- 6 Welding Tips and Tricks - How To Weld The Right WayDocument12 pages6 Welding Tips and Tricks - How To Weld The Right Wayisaias.prestesNo ratings yet
- Beginner's Guide To Welding 101 - All You Need To Know PDFDocument60 pagesBeginner's Guide To Welding 101 - All You Need To Know PDFisaias.prestesNo ratings yet
- Bagging and Boosting: Amit Srinet Dave SnyderDocument33 pagesBagging and Boosting: Amit Srinet Dave Snyderisaias.prestesNo ratings yet
- Ensemble MethodsDocument15 pagesEnsemble Methodsisaias.prestesNo ratings yet
- Boosting and AdaBoost For Machine LearningDocument18 pagesBoosting and AdaBoost For Machine Learningisaias.prestesNo ratings yet
- Ensemble MethodsDocument15 pagesEnsemble Methodsisaias.prestesNo ratings yet
- Lecture 20: Bagging, Random Forests, Boosting: Reading: Chapter 8Document53 pagesLecture 20: Bagging, Random Forests, Boosting: Reading: Chapter 8isaias.prestesNo ratings yet
- Gradient Boosting From ScratchDocument10 pagesGradient Boosting From Scratchisaias.prestesNo ratings yet
- Nome Autor Website Boeing 787 Mcdonnell-Douglas DDocument9 pagesNome Autor Website Boeing 787 Mcdonnell-Douglas Disaias.prestesNo ratings yet
- 09 Bayesian FIL2011MayDocument26 pages09 Bayesian FIL2011Mayisaias.prestesNo ratings yet
- Online Mini-Lecture:: DR Andy EvansDocument10 pagesOnline Mini-Lecture:: DR Andy Evansisaias.prestesNo ratings yet
- Bayesian Statistical Concepts Bielefeld2Document35 pagesBayesian Statistical Concepts Bielefeld2isaias.prestesNo ratings yet
- 737 Flight Management Computer Ops Manual: SECTION 1 - General InformationDocument52 pages737 Flight Management Computer Ops Manual: SECTION 1 - General InformationNeeth100% (3)
- Software - AvaxHomeDocument11 pagesSoftware - AvaxHomeisaias.prestesNo ratings yet
- Statics: Content SummaryDocument4 pagesStatics: Content Summaryisaias.prestesNo ratings yet
- Paper 233-30 An Introduction To SAS® Character Functions (Including Some New SAS®9 Functions) Ronald Cody, Ed.DDocument15 pagesPaper 233-30 An Introduction To SAS® Character Functions (Including Some New SAS®9 Functions) Ronald Cody, Ed.Disaias.prestesNo ratings yet
- Medical Advice TutorialDocument4 pagesMedical Advice Tutorialisaias.prestesNo ratings yet
- Read FirstDocument3 pagesRead Firstisaias.prestesNo ratings yet
- Ut - Gen Proce-API RP 2xDocument6 pagesUt - Gen Proce-API RP 2xmadhunikhil100% (1)
- 6 - Q4 ScienceDocument14 pages6 - Q4 Sciencemaximo meridaNo ratings yet
- Questions Sheet For Quarter 2 ChemistryDocument17 pagesQuestions Sheet For Quarter 2 ChemistryanasabohloNo ratings yet
- Speed TimeGraphsDocument2 pagesSpeed TimeGraphsAnonymous XXgFR0MINo ratings yet
- Sci WK 1 Day 1Document24 pagesSci WK 1 Day 1Yam YrrehcNo ratings yet
- CSA+9 Data SheetDocument2 pagesCSA+9 Data SheetAri WijayaNo ratings yet
- 5.3 Spontaneous Symmetry Breaking at The Paramagnetic-Ferromagnetic TransitionDocument5 pages5.3 Spontaneous Symmetry Breaking at The Paramagnetic-Ferromagnetic TransitionAnderson Garcia PovedaNo ratings yet
- BS5950 Vs EC3Document146 pagesBS5950 Vs EC3Ali Gaffar100% (1)
- Quiz 2Document2 pagesQuiz 2Mafee Luna ANo ratings yet
- Condensation and Boiling Heat TransferDocument46 pagesCondensation and Boiling Heat TransferAli AlkhafajiNo ratings yet
- Expanded Perlite For Cryogenic Insulation ApplicationsDocument8 pagesExpanded Perlite For Cryogenic Insulation Applicationshosein100% (1)
- El Nino 3Document8 pagesEl Nino 3nisAfiqahNo ratings yet
- Bearing Fault Detection Using Vibration AnalysisDocument24 pagesBearing Fault Detection Using Vibration AnalysisArkit KabirNo ratings yet
- Test Series: Test - 15: PhysicsDocument22 pagesTest Series: Test - 15: PhysicsRajkumar Jain100% (1)
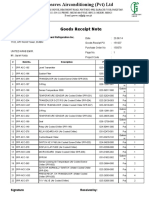
- Goods Receipt Note: Johnson Controls Air Conditioning and Refrigeration Inc. (YORK) DateDocument4 pagesGoods Receipt Note: Johnson Controls Air Conditioning and Refrigeration Inc. (YORK) DateSaad PathanNo ratings yet
- ntrcduçtion: - :sed System Does Not Change and The Total Energy of A Closed System Does NotDocument9 pagesntrcduçtion: - :sed System Does Not Change and The Total Energy of A Closed System Does Notklarise asuncionNo ratings yet
- R452A TABLA Presión-TemperaturaDocument5 pagesR452A TABLA Presión-TemperaturaJose Ortuño MartínNo ratings yet
- CIVL 1101 Concrete Introduction 1/9Document9 pagesCIVL 1101 Concrete Introduction 1/9Mr PolashNo ratings yet
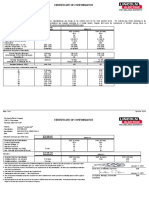
- Excalibur 11018M MR CertDocument2 pagesExcalibur 11018M MR CertAminNo ratings yet
- Petroleum Refinery Lab. Kinematic ViscosityDocument11 pagesPetroleum Refinery Lab. Kinematic ViscositySiyar SaleemNo ratings yet
- Solution Set # 1Document5 pagesSolution Set # 1Duckie McBeakNo ratings yet
- Insolation and Heat Balance of The EarthDocument10 pagesInsolation and Heat Balance of The EarthDevraj H SNo ratings yet
- Lecture 11 Energy Transport With Energy DissipationDocument16 pagesLecture 11 Energy Transport With Energy DissipationFarahin Burhan100% (1)
- Tabel Baja WF PDFDocument19 pagesTabel Baja WF PDFRafly PutraNo ratings yet
- 5958r09-Earthquake Resistant Design of BuildingsDocument2 pages5958r09-Earthquake Resistant Design of BuildingsSagarNo ratings yet
- Introduction of Htri XistDocument36 pagesIntroduction of Htri Xistthomas_v501925100% (1)
- Mm326 System Dynamics - hw3Document3 pagesMm326 System Dynamics - hw3Oğulcan Aytaç100% (1)
- WPH03 01 Que 20150508Document16 pagesWPH03 01 Que 20150508tyNo ratings yet
- 1005 Answerkey PDFDocument16 pages1005 Answerkey PDFmadhavNo ratings yet