Download as pdf or txt
You might also like
- 01 TAWANG MULTI PURPOSE COOPERATIVE v. LA TRINIDAD WATER DISTRICT GR 166471 Case DigestDocument2 pages01 TAWANG MULTI PURPOSE COOPERATIVE v. LA TRINIDAD WATER DISTRICT GR 166471 Case DigestAl Jay Mejos100% (7)
- 5meter Fill Example July 06 PDFDocument49 pages5meter Fill Example July 06 PDFJoseMiguelVargasRojasNo ratings yet
- Hahn y Kleinman - Practica Biomedica (1983) PDFDocument29 pagesHahn y Kleinman - Practica Biomedica (1983) PDFBrenda MogliaNo ratings yet
- Acknowledgments 9: The Blind Spot of An Dream of SymmetryDocument4 pagesAcknowledgments 9: The Blind Spot of An Dream of SymmetryVictor CantuárioNo ratings yet
- Lec 06Document26 pagesLec 06Zeeshan ElahiNo ratings yet
- Capability AnalysisDocument17 pagesCapability Analysismarcelfernando00No ratings yet
- OSSS PM Training DemoDocument11 pagesOSSS PM Training Demoanon-724198No ratings yet
- Imrpimir PDFDocument3 pagesImrpimir PDFJasonJofreVillarrealNavarroNo ratings yet
- SPC - SAE Bead - 8.0mm - Bead Dia - 15.10.22Document11 pagesSPC - SAE Bead - 8.0mm - Bead Dia - 15.10.2225aprilNo ratings yet
- Normal Probability Plot of Stopwatch Reading DataDocument6 pagesNormal Probability Plot of Stopwatch Reading DatavarshithagangavarapuNo ratings yet
- Normal Probability Plot of Stopwatch Reading DataDocument4 pagesNormal Probability Plot of Stopwatch Reading DatavarshithagangavarapuNo ratings yet
- Muestra 1 2 3 4 5 6 7 8 9 10Document3 pagesMuestra 1 2 3 4 5 6 7 8 9 10WillyNo ratings yet
- Grafico Ⴟ Grafico R Ⴟ LSC Ṝ LSC LCDocument3 pagesGrafico Ⴟ Grafico R Ⴟ LSC Ṝ LSC LCKaren Aymara ArteagaNo ratings yet
- Shayne Lee Kate L. Nunez SOFTWAREDocument2 pagesShayne Lee Kate L. Nunez SOFTWAREHazel Butal SampayanNo ratings yet
- (HLM 38-50) Histogram, Diagram Tebar, Peta Kendali Untuk VariabelDocument26 pages(HLM 38-50) Histogram, Diagram Tebar, Peta Kendali Untuk VariabelTino KoksNo ratings yet
- Tugas Uji NormalitasDocument7 pagesTugas Uji NormalitasAry KusumaNo ratings yet
- Chapter III Generalized Performance Characteristics of InstrumentsDocument49 pagesChapter III Generalized Performance Characteristics of InstrumentsNing Ruamsuke100% (1)
- Customer Saticfaction For The First Half of 2020 (Local)Document3 pagesCustomer Saticfaction For The First Half of 2020 (Local)mahmoud khairyNo ratings yet
- A P P E N D I X Powers of Ten and Scientific NotationDocument5 pagesA P P E N D I X Powers of Ten and Scientific NotationAnthony BensonNo ratings yet
- Nessus Scan ReportDocument301 pagesNessus Scan ReportAlberto IÑIGUEZ OCAMPONo ratings yet
- Implementation of 1-D Contourlet Transform in Matlab: PresentationDocument14 pagesImplementation of 1-D Contourlet Transform in Matlab: PresentationJai SidharthNo ratings yet
- Experiment#5 RC Circuit Charging and DischargingDocument3 pagesExperiment#5 RC Circuit Charging and DischargingzarakhanNo ratings yet
- Chart Title: Putaran Mesin (RPM)Document10 pagesChart Title: Putaran Mesin (RPM)rinarko rifqiNo ratings yet
- Latihan1 SavDocument3 pagesLatihan1 SavSyahrul M. Syahru RamadhanNo ratings yet
- Earthwork EstimationDocument6 pagesEarthwork EstimationAh RashedNo ratings yet
- Tugas Biostatistik - Aa Made Agus Dwi Suprastha - PRT 14Document5 pagesTugas Biostatistik - Aa Made Agus Dwi Suprastha - PRT 14agung suprasthaNo ratings yet
- 1°a SecundariaDocument20 pages1°a SecundariaSandra Olivares LopezNo ratings yet
- Routes of Drug Administration and Evaluation PHC461Document15 pagesRoutes of Drug Administration and Evaluation PHC461beyonduckNo ratings yet
- AppleDocument9 pagesApple123123No ratings yet
- Pressure Transient Analysis: Orientation/DiagnosticsDocument9 pagesPressure Transient Analysis: Orientation/DiagnosticsYaser RashedNo ratings yet
- Section - 10 Design of Road Surface DrainageDocument52 pagesSection - 10 Design of Road Surface Drainageyared makonnenNo ratings yet
- Nhóm 1 - Group Exercise 1Document4 pagesNhóm 1 - Group Exercise 1Kẹo ChúmNo ratings yet
- Dutch Cone Penetration Test (DCPT) : No. Job: Test By: Project: Date: Location: End of Test: 15.40 M Point: S.1 0.0Document1 pageDutch Cone Penetration Test (DCPT) : No. Job: Test By: Project: Date: Location: End of Test: 15.40 M Point: S.1 0.0Teguh WidayatNo ratings yet
- PH302 - Electrical Communication & Instrument: Experiment No: 5 Title: Heterodyne CircuitDocument11 pagesPH302 - Electrical Communication & Instrument: Experiment No: 5 Title: Heterodyne CircuitTerence CheonNo ratings yet
- Complex Ion Formation ConstantsDocument2 pagesComplex Ion Formation Constantsgracemizzi6No ratings yet
- Datasheet SR12V61A V0 enDocument1 pageDatasheet SR12V61A V0 enDavid MonederoNo ratings yet
- Datasheet SR12V33G V0 enDocument1 pageDatasheet SR12V33G V0 enDavid MonederoNo ratings yet
- Datasheet SR12V165A V0 enDocument1 pageDatasheet SR12V165A V0 enDavid MonederoNo ratings yet
- 2 LOTIZACIÓN-ModelDocument1 page2 LOTIZACIÓN-ModelCARLOS ANDRES VERA CASTILLONo ratings yet
- Calculation of Interaction Diagram For Wika Spun Piles: Diameter 400 MMDocument1 pageCalculation of Interaction Diagram For Wika Spun Piles: Diameter 400 MMjurieskNo ratings yet
- Frequencies: FREQUENCIES VARIABLES Nama Gender IPK Semester /order AnalysisDocument14 pagesFrequencies: FREQUENCIES VARIABLES Nama Gender IPK Semester /order AnalysisAris MaulanaNo ratings yet
- Datasheet SR12V65A V0 enDocument1 pageDatasheet SR12V65A V0 enDavid MonederoNo ratings yet
- Datasheet SR12V105A V0 enDocument1 pageDatasheet SR12V105A V0 enDavid MonederoNo ratings yet
- 5.2.basic Concepts of Quality Management: Om-Unit VDocument37 pages5.2.basic Concepts of Quality Management: Om-Unit VTummala Akhil DattaNo ratings yet
- DEad Dinding YzDocument1 pageDEad Dinding YzAuliya RabbaniNo ratings yet
- Grafica de Años Promedio de EscolaridadDocument6 pagesGrafica de Años Promedio de EscolaridadMaria Daisy Orozco MoralesNo ratings yet
- Outline: Theoretical Background Methodology and Procedure Results and Discussion Conclusion and RecommendationDocument5 pagesOutline: Theoretical Background Methodology and Procedure Results and Discussion Conclusion and RecommendationOdai AlhafezNo ratings yet
- Worksheet For Irregular Channel Estrada (Central) : Project DescriptionDocument10 pagesWorksheet For Irregular Channel Estrada (Central) : Project DescriptionNoelia Maria Garcia FernandezNo ratings yet
- Graficos de ControlDocument9 pagesGraficos de ControlCamilaNo ratings yet
- Pap AyuDocument6 pagesPap AyuFadli Maulana FikriNo ratings yet
- Datasheet SR12V122A V0 enDocument1 pageDatasheet SR12V122A V0 enDavid MonederoNo ratings yet
- Datasheet SR12V85A V0 enDocument1 pageDatasheet SR12V85A V0 enDavid MonederoNo ratings yet
- Datasheet SR12V80A V0 enDocument1 pageDatasheet SR12V80A V0 enDavid MonederoNo ratings yet
- Datasheet SR12V82ARF V0 enDocument1 pageDatasheet SR12V82ARF V0 enDavid MonederoNo ratings yet
- Earthwork For Proposed RoadDocument4 pagesEarthwork For Proposed RoadAh RashedNo ratings yet
- Chemical Engineering Design - RK SinottDocument3 pagesChemical Engineering Design - RK SinottdonyaNo ratings yet
- Frequencies: FREQUENCIES VARIABLES Nama Gender IPK Semester /order AnalysisDocument22 pagesFrequencies: FREQUENCIES VARIABLES Nama Gender IPK Semester /order AnalysisAris MaulanaNo ratings yet
- Formula 1Document2 pagesFormula 1Raj SakariaNo ratings yet
- CU SpreadsheetDocument1 pageCU Spreadsheetsanjeevbhat57% (7)
- Alcat Cont. CoDocument20 pagesAlcat Cont. CoSyed Umair HashmiNo ratings yet
- About Course Registration Process: "Micro-Electromechanical Systems (Mems)Document2 pagesAbout Course Registration Process: "Micro-Electromechanical Systems (Mems)VishalNaranjeNo ratings yet
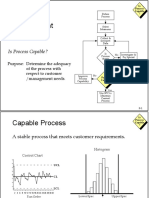
- The Quality Improvement Model: Is Process Capable?Document19 pagesThe Quality Improvement Model: Is Process Capable?VishalNaranjeNo ratings yet
- Self-Declaration Form PDFDocument1 pageSelf-Declaration Form PDFVishalNaranjeNo ratings yet
- Broucher of ICT ToolDocument1 pageBroucher of ICT ToolVishalNaranjeNo ratings yet
- Cutter Suction Dredging: Utilizing Milling Knowledge To Improve CSD ProductionDocument1 pageCutter Suction Dredging: Utilizing Milling Knowledge To Improve CSD ProductionVishalNaranjeNo ratings yet
- Course Title Mechanics of Fluids Course Level: UG Credit Units: 03 Course Code: MAE201Document3 pagesCourse Title Mechanics of Fluids Course Level: UG Credit Units: 03 Course Code: MAE201VishalNaranjeNo ratings yet
- Zhou 2018Document12 pagesZhou 2018VishalNaranjeNo ratings yet
- Pharmacist's Professional Profile Renewal FormDocument1 pagePharmacist's Professional Profile Renewal FormVishalNaranjeNo ratings yet
- Jme Review Form-1Document2 pagesJme Review Form-1VishalNaranjeNo ratings yet
- Friction Stir Welding PaperDocument22 pagesFriction Stir Welding PaperVishalNaranjeNo ratings yet
- Hitachi Assembly MethodDocument24 pagesHitachi Assembly MethodVishalNaranjeNo ratings yet
- Procedure For Change of NameDocument2 pagesProcedure For Change of NameVishalNaranjeNo ratings yet
- Journeys in Product Development: MM ZG541, Product Design Ramkumar, Lecturer Bits GoaDocument16 pagesJourneys in Product Development: MM ZG541, Product Design Ramkumar, Lecturer Bits GoaVishalNaranjeNo ratings yet
- Additional QualificationDocument2 pagesAdditional QualificationVishalNaranjeNo ratings yet
- Doris Chase DoaneDocument16 pagesDoris Chase DoaneTTamara2950% (2)
- Digital Dossier FAQs and Sample - SDocument8 pagesDigital Dossier FAQs and Sample - SMark Anthony AdlaonNo ratings yet
- Eating God - A Book of Bhakti PoetryDocument203 pagesEating God - A Book of Bhakti Poetrysriramkumar.sankaran100% (1)
- Review 1-4, English File ElementaryDocument5 pagesReview 1-4, English File ElementarySabri Nicol TrollanoNo ratings yet
- "DOA" "Disability Oriented Approach".: H.M.Rusli NgatiminDocument8 pages"DOA" "Disability Oriented Approach".: H.M.Rusli Ngatiminnur inayahNo ratings yet
- Silahis Marketing Corp. v. IAC (1989)Document2 pagesSilahis Marketing Corp. v. IAC (1989)Fides DamascoNo ratings yet
- Social StructureDocument11 pagesSocial StructureabbiecdefgNo ratings yet
- Vocabulary Words Print It Out. Envelope. Blocks. Worksheets. BallDocument5 pagesVocabulary Words Print It Out. Envelope. Blocks. Worksheets. Ballapi-300889911No ratings yet
- Thesis (Live in Relationship)Document20 pagesThesis (Live in Relationship)Shaynie Tañajura DuhaylungsodNo ratings yet
- Yob 2014Document564 pagesYob 2014chuNo ratings yet
- Unit Assessment MapDocument2 pagesUnit Assessment MapMC Do100% (1)
- The Hon'Ble Supreme Court of Indiana: BeforeDocument24 pagesThe Hon'Ble Supreme Court of Indiana: BeforeShivani Singh0% (1)
- Donjon: Town Name: Town Size: Normalize? Walled? Environment: Coastal? River? Race: Culture: Save As PNGDocument2 pagesDonjon: Town Name: Town Size: Normalize? Walled? Environment: Coastal? River? Race: Culture: Save As PNG2ooneyNo ratings yet
- Intensive Care NursesDocument15 pagesIntensive Care NursesUlysses GamayonNo ratings yet
- Existence Precedes EssenceDocument4 pagesExistence Precedes EssenceFakhrunnisa khanNo ratings yet
- Aluminium Doors Windows and VentilatorsDocument21 pagesAluminium Doors Windows and VentilatorsPoorna ChinnapaNo ratings yet
- Complete Thesis... VarquezDocument59 pagesComplete Thesis... VarquezrodielimNo ratings yet
- Mishkat Ul-Anwar Fi Ghurar Il-AkhbarDocument285 pagesMishkat Ul-Anwar Fi Ghurar Il-AkhbarAli ImranNo ratings yet
- Millimeter Wave Therapy-Disease and PointsDocument31 pagesMillimeter Wave Therapy-Disease and Pointsalfredo.bioxinNo ratings yet
- Businessintelligencewithr PDFDocument301 pagesBusinessintelligencewithr PDFAlexis Dario Estevez SalazarNo ratings yet
- Exploring Life Through Science, Third Edition: Learning Progression ChartDocument10 pagesExploring Life Through Science, Third Edition: Learning Progression ChartKris GiaNo ratings yet
- Afaq Applied MarketingDocument4 pagesAfaq Applied MarketingSikander JafarNo ratings yet
- Clubbing Sign and CyanosisDocument26 pagesClubbing Sign and CyanosisKhushboo IkramNo ratings yet
- MTH401 23FEB2011FINALPAPERBYShiningStarDocument9 pagesMTH401 23FEB2011FINALPAPERBYShiningStarMuhammad AtharNo ratings yet
- Paterno Santos V Rod of ManilaDocument4 pagesPaterno Santos V Rod of ManilaDiane Dee YaneeNo ratings yet
- A Single Page Application To Predict Black Friday SalesDocument6 pagesA Single Page Application To Predict Black Friday SalesPrateek beheraNo ratings yet
- Ucla PGP Pro BrochureDocument28 pagesUcla PGP Pro BrochureTarapada MishraNo ratings yet