
Professional Documents
Culture Documents
0 ratings0% found this document useful (0 votes)
36 viewsUnited States Patent (10) Patent No.: US 7,806,945 B2: The To In... T
United States Patent (10) Patent No.: US 7,806,945 B2: The To In... T
Uploaded by
esiThe document discloses a process for converting high free fatty acid grease feedstocks to biodiesel and glycerin by first performing a glycerolysis reaction to convert the free fatty acids to glycerides followed by a base catalyzed transesterification reaction to produce fatty acid methyl esters and glycerin without using solvents, with both glycerin and methanol being recycled.
Copyright:
© All Rights Reserved
Available Formats
Download as PDF, TXT or read online from Scribd
You might also like
- Freebitcoin Script 2019 Big SatoshiDocument1 pageFreebitcoin Script 2019 Big SatoshiL1N2M3G462% (26)
- Maths Socrative Quizzes BankDocument48 pagesMaths Socrative Quizzes BankJacm100% (1)
- (2012) US8231765 Process For The Purification of LactamsDocument9 pages(2012) US8231765 Process For The Purification of LactamsThitikorn WassanarpheernphongNo ratings yet
- US8178353 - Method For Determination of Polymer Concentration in Water SystemsDocument15 pagesUS8178353 - Method For Determination of Polymer Concentration in Water SystemsKhanh Nguyen TuanNo ratings yet
- US7673686Document20 pagesUS7673686Raqi IzdiharaNo ratings yet
- US Patent US6657057Document6 pagesUS Patent US6657057Vandit KhareNo ratings yet
- United States Patent (10) Patent No.: US 7,980,087 B2Document13 pagesUnited States Patent (10) Patent No.: US 7,980,087 B2viniciusschwabNo ratings yet
- United States Patent: (12) (10) Patent No.: US 7.219.480 B2Document7 pagesUnited States Patent: (12) (10) Patent No.: US 7.219.480 B2Cảnh ĐoànNo ratings yet
- United States Patent (10) Patent No.: US 8,147,768 B2Document12 pagesUnited States Patent (10) Patent No.: US 8,147,768 B2habbibrachmanNo ratings yet
- Sai Gó: (5) (5) (5) (Sics211Document33 pagesSai Gó: (5) (5) (5) (Sics211Dhrubajyoti BoraNo ratings yet
- Us6974107 Torque Limiter Thrust ReverserDocument12 pagesUs6974107 Torque Limiter Thrust ReverserTurk Solo100% (1)
- US7094341Document31 pagesUS7094341Diego RossoNo ratings yet
- US7596959Document48 pagesUS7596959Yu An ShihNo ratings yet
- US6351692Document12 pagesUS6351692Aram MorenoNo ratings yet
- United States Patent: Et Ai. Patent No.: Date PatentDocument15 pagesUnited States Patent: Et Ai. Patent No.: Date Patentnalin_gupta_1No ratings yet
- United States Patent (10) Patent No.: US 6,326,458 B1Document26 pagesUnited States Patent (10) Patent No.: US 6,326,458 B1Citra Adelina SitorusNo ratings yet
- United States Patent (10) Patent No.: US 9,017,983 B2Document90 pagesUnited States Patent (10) Patent No.: US 9,017,983 B2Дмитрий КоваленкоNo ratings yet
- United States Patent: (10) Patent No.: (45) Date of PatentDocument7 pagesUnited States Patent: (10) Patent No.: (45) Date of PatentHP ghnNo ratings yet
- United States Patent (10) Patent No.: US 6,908,151 B2Document20 pagesUnited States Patent (10) Patent No.: US 6,908,151 B2dylan tikoyNo ratings yet
- Patente Del Proceso Cryomax MreDocument10 pagesPatente Del Proceso Cryomax MreRuben PerezNo ratings yet
- Ojo Patente Del Proceso Cryomax MreDocument10 pagesOjo Patente Del Proceso Cryomax MrerubenpeNo ratings yet
- United States Patent: Swersey Et Al. Jan. 18, 2005Document14 pagesUnited States Patent: Swersey Et Al. Jan. 18, 2005Anonymous G1iPoNOKNo ratings yet
- Patente EGDocument19 pagesPatente EGRodrigo Thomaz TaralloNo ratings yet
- 59 0f1-,-,,é - 1,, M 13,553 $525113ei Iiii?if III Fifit 21811101511121.1118Document22 pages59 0f1-,-,,é - 1,, M 13,553 $525113ei Iiii?if III Fifit 21811101511121.1118Qwerty UiopNo ratings yet
- US6852957 Patend Bread CrumbDocument10 pagesUS6852957 Patend Bread CrumbMichael ChristoferNo ratings yet
- United States Patent (10) Patent No.: US 7,208,943 B2: Godoy Et Al. (45) Date of Patent: Apr. 24, 2007Document15 pagesUnited States Patent (10) Patent No.: US 7,208,943 B2: Godoy Et Al. (45) Date of Patent: Apr. 24, 2007Vansala GanesanNo ratings yet
- Capacitive Discharge Plasma Ion SourceDocument37 pagesCapacitive Discharge Plasma Ion SourceVEDANAND BELUTNo ratings yet
- United States Patent (10) Patent No.: US 6,419,788 B1: Wingerson (45) Date of Patent: Jul. 16, 2002Document11 pagesUnited States Patent (10) Patent No.: US 6,419,788 B1: Wingerson (45) Date of Patent: Jul. 16, 2002ahmetNo ratings yet
- US8658823Document16 pagesUS8658823Santiago BorgesNo ratings yet
- US7109268Document8 pagesUS7109268Kamilo ArciniegazNo ratings yet
- US7525004 New EditedDocument11 pagesUS7525004 New EditedFahreza HidayatullahNo ratings yet
- Us 7004185Document14 pagesUs 7004185My best Of bestNo ratings yet
- US7387748Document7 pagesUS7387748MaboodNo ratings yet
- United States Patent (10) Patent No.: US 7.416,645 B2: Weber Et Al. (45) Date of Patent: Aug. 26, 2008Document7 pagesUnited States Patent (10) Patent No.: US 7.416,645 B2: Weber Et Al. (45) Date of Patent: Aug. 26, 2008Maria PaulaNo ratings yet
- Backpack Suspension SystemDocument13 pagesBackpack Suspension SystemAnureet BhardwajNo ratings yet
- Us8771313 PDFDocument24 pagesUs8771313 PDFhuyenthanh1807No ratings yet
- Neste NexbtlDocument16 pagesNeste NexbtljonathanNo ratings yet
- United States Patent (10) Patent No.: US 8,584,752 B2Document17 pagesUnited States Patent (10) Patent No.: US 8,584,752 B2M FNo ratings yet
- US6337429Document14 pagesUS6337429Tasneem MNo ratings yet
- United States Patent: Nagyetal. (45) Date of Patent: Oct. 20, 2020Document11 pagesUnited States Patent: Nagyetal. (45) Date of Patent: Oct. 20, 2020Burak PalaNo ratings yet
- 12) United States Patent 10) Patent No.: US 8.841,243 B2: Tobias Et Al. 45) Date of Patent: Seb. 23, 2014Document12 pages12) United States Patent 10) Patent No.: US 8.841,243 B2: Tobias Et Al. 45) Date of Patent: Seb. 23, 2014بن زيدون المخزوميNo ratings yet
- Us8048971 PDFDocument8 pagesUs8048971 PDFSyahdillaNo ratings yet
- US9322588Document11 pagesUS9322588Uchenna BacchusNo ratings yet
- United States Patent (10) Patent No.: US 7.988,763 B2Document11 pagesUnited States Patent (10) Patent No.: US 7.988,763 B2Ernane MagalhãesNo ratings yet
- Importante Fator Q 322lecture6Document7 pagesImportante Fator Q 322lecture6AndersonNo ratings yet
- United States Patent (10) Patent No.: US 7,939.469 B2Document6 pagesUnited States Patent (10) Patent No.: US 7,939.469 B2live streamNo ratings yet
- Saturation Process For Making Lubricant Base OilsDocument27 pagesSaturation Process For Making Lubricant Base OilsBreak LimsNo ratings yet
- United States Patent: (10) Patent No.: (45) Date of PatentDocument21 pagesUnited States Patent: (10) Patent No.: (45) Date of PatentRicardo Jimenez SNo ratings yet
- US7741796Document9 pagesUS7741796ALiftsNo ratings yet
- United States Patent (10) Patent No.: US 8,381544 B2: Coyle (45) Date of Patent: Feb. 26, 2013Document43 pagesUnited States Patent (10) Patent No.: US 8,381544 B2: Coyle (45) Date of Patent: Feb. 26, 2013Erin GokNo ratings yet
- United States Patent (10) Patent No.: US 7,928,345 B2Document8 pagesUnited States Patent (10) Patent No.: US 7,928,345 B2alfarisyi27No ratings yet
- Adsorption 5ADocument9 pagesAdsorption 5ANguyễn Thị Kim PhượngNo ratings yet
- US7713387 HHHHBDocument9 pagesUS7713387 HHHHBsatria jayaNo ratings yet
- United States Patent (10) Patent No.: US 7,681,342 B2: Choi (45) Date of Patent: Mar. 23, 2010Document20 pagesUnited States Patent (10) Patent No.: US 7,681,342 B2: Choi (45) Date of Patent: Mar. 23, 2010Ronan RojasNo ratings yet
- United States Patent: Jaeger Et Al. (45) Date of Patent: Mar. 27, 2007Document5 pagesUnited States Patent: Jaeger Et Al. (45) Date of Patent: Mar. 27, 2007zibaNo ratings yet
- United States Patent (10) Patent No.: US 7.498,471 B2: Schultz Et Al. (45) Date of Patent: Mar. 3, 2009Document7 pagesUnited States Patent (10) Patent No.: US 7.498,471 B2: Schultz Et Al. (45) Date of Patent: Mar. 3, 2009m yusuf syafzaNo ratings yet
- US7946356Document53 pagesUS7946356Ahmad Reza FarokhiNo ratings yet
- United States Patent: (12) (10) Patent N0.: US 6,344,071 B1Document20 pagesUnited States Patent: (12) (10) Patent N0.: US 6,344,071 B143No ratings yet
- United States Patent (10) Patent No.: US 7.587,842 B2: Tajiri Et Al. (45) Date of Patent: Sep. 15, 2009Document11 pagesUnited States Patent (10) Patent No.: US 7.587,842 B2: Tajiri Et Al. (45) Date of Patent: Sep. 15, 2009emre yıldırımNo ratings yet
- United States Patent: (10) Patent No.: US 9.234,068 B2Document21 pagesUnited States Patent: (10) Patent No.: US 9.234,068 B2Özlem YılmazNo ratings yet
- Evergreen International Aerial Delivery System - Patent US7413145 PDFDocument12 pagesEvergreen International Aerial Delivery System - Patent US7413145 PDFJeannie LorraineNo ratings yet
- Is Bad-Faith the New Wilful Blindness?: The Company Directors’ Duty of Good Faith and Wilful Blindness Doctrine Under Common Law Usa (Delaware) and Uk (England): a Comparative StudyFrom EverandIs Bad-Faith the New Wilful Blindness?: The Company Directors’ Duty of Good Faith and Wilful Blindness Doctrine Under Common Law Usa (Delaware) and Uk (England): a Comparative StudyNo ratings yet
- Novi Ken Sydney 1306621021 Review PaperDocument4 pagesNovi Ken Sydney 1306621021 Review PaperesiNo ratings yet
- United States Patent (19) : Argo Et Al. (11) 4,086,070Document16 pagesUnited States Patent (19) : Argo Et Al. (11) 4,086,070esiNo ratings yet
- United States PatentDocument4 pagesUnited States PatentesiNo ratings yet
- Process Engineering Flow Diagram Pra Rancangan Pabrik Bioetanol Dari Tandan Kosong Kelapa Sawit Kapasitas 40.000 Ton/TahunDocument1 pageProcess Engineering Flow Diagram Pra Rancangan Pabrik Bioetanol Dari Tandan Kosong Kelapa Sawit Kapasitas 40.000 Ton/TahunesiNo ratings yet
- Kualitas Minyak Blend Kelapa Kopra Dan Minyak Kelapa Sawit Ditinjau Dari Kadar Air, Kadar Asam Lemak Bebas Dan Bilangan PeroksidaDocument8 pagesKualitas Minyak Blend Kelapa Kopra Dan Minyak Kelapa Sawit Ditinjau Dari Kadar Air, Kadar Asam Lemak Bebas Dan Bilangan PeroksidaesiNo ratings yet
- Purification of Crude Glycerol From Transesterific PDFDocument11 pagesPurification of Crude Glycerol From Transesterific PDFesiNo ratings yet
- SE Comp M III Index 1Document35 pagesSE Comp M III Index 1prafullaNo ratings yet
- Educating Green Building Stakeholders About The Benefits of BIM - The Philippines ExperienceDocument19 pagesEducating Green Building Stakeholders About The Benefits of BIM - The Philippines ExperiencePeter Adrian NgoNo ratings yet
- E StatementDocument3 pagesE StatementEvin JoyNo ratings yet
- Busbar Design GuideDocument22 pagesBusbar Design Guidejohnwu_2009100% (6)
- Electric Vehicle Fire Testing: Dean D. MacneilDocument19 pagesElectric Vehicle Fire Testing: Dean D. Macneilluke hainesNo ratings yet
- FrustrationDocument13 pagesFrustrationdxtyle-1No ratings yet
- International Economics 4th Edition Feenstra Test Bank 1Document48 pagesInternational Economics 4th Edition Feenstra Test Bank 1steven100% (42)
- Fibonacci NumberDocument291 pagesFibonacci NumbersrikantsauravNo ratings yet
- Module 1 Metacognition and Multiple Intelligences Theory.Document14 pagesModule 1 Metacognition and Multiple Intelligences Theory.Danica AdobasNo ratings yet
- Accenture CRMDocument2 pagesAccenture CRMagupta@cantab.netNo ratings yet
- India - EU Free Trade AgreementDocument3 pagesIndia - EU Free Trade AgreementJay KothariNo ratings yet
- MT Educare LTD.: Sr. No. Subject PortionDocument2 pagesMT Educare LTD.: Sr. No. Subject PortionRutviNo ratings yet
- Process Industry Practices Insulation: PIP INIH1000 Hot Insulation Installation DetailsDocument25 pagesProcess Industry Practices Insulation: PIP INIH1000 Hot Insulation Installation DetailsSarwar KhanNo ratings yet
- L2.5 Using A Compound Light Microscope OptDocument8 pagesL2.5 Using A Compound Light Microscope Optochattc100% (1)
- On Site Wiring, Travelling CableDocument3 pagesOn Site Wiring, Travelling CableAli DiabNo ratings yet
- Questionnaire DesignDocument12 pagesQuestionnaire DesignYashi SinghNo ratings yet
- Interoperability Unit Running Dynamics APPLICATION OF EN 14363:2005 - Modifications and ClarificationsDocument64 pagesInteroperability Unit Running Dynamics APPLICATION OF EN 14363:2005 - Modifications and ClarificationsPratik ThakurNo ratings yet
- Soalan Assignment emDocument9 pagesSoalan Assignment emafieqafariha1904No ratings yet
- Deleting Old History Files On The As 400Document2 pagesDeleting Old History Files On The As 400rachmat99No ratings yet
- ECONOMIZERDocument17 pagesECONOMIZERTrần Văn Trọng 7350No ratings yet
- Hardness Desalination1Document18 pagesHardness Desalination1Swati U NaikNo ratings yet
- Social Media Marketing To Customer EngagementDocument27 pagesSocial Media Marketing To Customer EngagementEarly Joy BorjaNo ratings yet
- DELIBERATE Plagiarism ACCIDENTAL PlagiarismDocument1 pageDELIBERATE Plagiarism ACCIDENTAL PlagiarismJem BicolNo ratings yet
- Data Sheet For Three-Phase Squirrel-Cage-Motors: MLFB-Ordering Data: 1LE5633-3AB73-4FB0-Z Safe AreaDocument1 pageData Sheet For Three-Phase Squirrel-Cage-Motors: MLFB-Ordering Data: 1LE5633-3AB73-4FB0-Z Safe AreaSamir SabicNo ratings yet
- Yunus Et Al, 2015 - Geophysics Field Camp (GFC)Document6 pagesYunus Et Al, 2015 - Geophysics Field Camp (GFC)Muhammad YusriadyNo ratings yet
- Keynote 6,7,8Document16 pagesKeynote 6,7,8salome mumladzeNo ratings yet
- Datasheet Eaton 93 STS - Static Transfer SwitchDocument2 pagesDatasheet Eaton 93 STS - Static Transfer SwitchWilliam QuintelaNo ratings yet
- Oral Comm Q2 Module 1Document16 pagesOral Comm Q2 Module 1JESSA MAE ARADONo ratings yet




























































































United States Patent (10) Patent No.: US 7,806,945 B2: The To In... T
United States Patent (10) Patent No.: US 7,806,945 B2: The To In... T
Uploaded by
esi0 ratings0% found this document useful (0 votes)
36 views21 pagesThe document discloses a process for converting high free fatty acid grease feedstocks to biodiesel and glycerin by first performing a glycerolysis reaction to convert the free fatty acids to glycerides followed by a base catalyzed transesterification reaction to produce fatty acid methyl esters and glycerin without using solvents, with both glycerin and methanol being recycled.
Original Description:
Original Title
US7806945
Copyright
© © All Rights Reserved
Available Formats
PDF, TXT or read online from Scribd
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentThe document discloses a process for converting high free fatty acid grease feedstocks to biodiesel and glycerin by first performing a glycerolysis reaction to convert the free fatty acids to glycerides followed by a base catalyzed transesterification reaction to produce fatty acid methyl esters and glycerin without using solvents, with both glycerin and methanol being recycled.
Copyright:
© All Rights Reserved
Available Formats
Download as PDF, TXT or read online from Scribd
Download as pdf or txt
0 ratings0% found this document useful (0 votes)
36 views21 pagesUnited States Patent (10) Patent No.: US 7,806,945 B2: The To In... T
United States Patent (10) Patent No.: US 7,806,945 B2: The To In... T
Uploaded by
esiThe document discloses a process for converting high free fatty acid grease feedstocks to biodiesel and glycerin by first performing a glycerolysis reaction to convert the free fatty acids to glycerides followed by a base catalyzed transesterification reaction to produce fatty acid methyl esters and glycerin without using solvents, with both glycerin and methanol being recycled.
Copyright:
© All Rights Reserved
Available Formats
Download as PDF, TXT or read online from Scribd
Download as pdf or txt
You are on page 1of 21
US007806945B2
(12) United States Patent (10) Patent No.: US 7,806,945 B2
Jackam et al. (45) Date of Patent: Oct. 5, 2010
(54) PRODUCTION OF BIODIESEL AND 2,383,596 A 8/1948 Dreger
GLYCERN FROM HIGH FREE FATTY ACID 2.494,366 A 1/1950 Sprules et al.
FEEDSTOCKS 2,543,421 A 2, 1951 Price et al. .................. 554,167
(75) Inventors: John P Jackam, Butte, MT (US); Joel 2,588.435 A * 3/1952 Christiaan et al. ........... 554,167
M Pierce, Butte, MT (US); Frank S 2,808.421 A 10/1957 Brokaw
Fahrenbruck, Butte, MT (US)
(73) Assignee: Seneca Landlord, LLC, Ames, IA (US)
(Continued)
(*) Notice: Subject to any disclaimer, the term of this
patent is extended or adjusted under 35 FOREIGN PATENT DOCUMENTS
U.S.C. 154(b) by 1448 days. DE 19724 O18 A 12, 1998
(21) Appl. No.: 10/766,740
22) File
(22) Filed: Jan.
an. 26,
AO 2004 (Continued)
(65) Prior Publication Data OTHER PUBLICATIONS
US 2007/0277429 A1 Dec. 6, 2007
Yuan, W. et al. (2005). Fuel, 84,943-950.*
Related U.S. Application Data (Continued)
(60) Provisional application No. 60/443,049, filed on Jan.
27, 2003, provisional application No. 60/537,251, Primary Examiner Robert J Hill, Jr.
filed on Jan. 15, 2004. Assistant Examiner—Brian McCaig
(74) Attorney, Agent, or Firm Glenn Johnson; Ryan N.
(51) Int. Cl. Carter
CIOL I/IS (2006.01)
(52) U.S. Cl. ........................... 44/308; 4.4/307:554/156; (57) ABSTRACT
554/157: 554/167:554/175
(58) Field of Classification Search ................. 554/156,
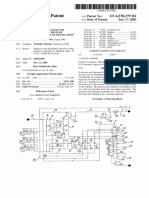
554/157,167, 175; 44/307, 308,388 A system and method for converting a high free fatty acid
See application file for complete search history. grease feedstock to biodiesel. The process comprises a glyc
(56) Ref
eerees
Cited
e
erolysis reaction to convert free fatty acids to glycerides and
a base catalyzed transesterification reaction to produce fatty
U.S. PATENT DOCUMENTS acid methyl esters and glycerin in the absence of solvents. In
preferred embodiments, both glycerin and methanol are
1659,790 A 2f1928 Starrels recycled. The process can process a feedstock containing up
2,290,609 A 7, 1942 Gosset al to 100 percent free fatty acid content to produce biodiesel and
2,383,580 A * 8, 1945 Arrowsmith et al. ........ 554,167 lvcerin with minimal waste generation
2,383,581 A * 8, 1945 Arrowsmith et al. ........ 554/168 9.
2,383,601 A 8, 1945 Kelm
2,385,599 A 8/1945 Glossop 18 Claims, 2 Drawing Sheets
Feestock th
12 8 a E. E. Metano'? 6 5.
i5 48 : r C-- w ru
Fron 35 : N For 88- shar Fin
24 revi?i- 8 42 gif S. areas
the32. to in...50 t
---,
US 7,806,945 B2
Page 2
U.S. PATENT DOCUMENTS 2003/0083514 A1 5/2003 Boocock
2003. O149289 A1 8/2003 Suppes
2,875,221 2f1959 Birnbaum 2003,0229238 A1 12/2003 Fleisher
3,102,129 8, 1963 Birnbaum et al.
3.459,736 8, 1969 Dalibor FOREIGN PATENT DOCUMENTS
4,164,506 8, 1979 Kawahara et al.
5, 1981 Torck et al. EP O591019 B1 8, 1997
4,267,393 GB 587532 A 4f1947
4,303,590 12, 1981 Tanaka et al.
12, 1982 Erner GB 612667 A 11, 1948
4,364,743 GB 2350 618 A 12/2000
4,371,470 2, 1983 Matsukura et al.
4,668.439 5, 1987 Billenstein et al. WO WO95/02661 1, 1995
9, 1987 Stern et al. WO WO9924387 * 5/1999
4,695.411 WO WOO2,288.11 A1 4/2002
4,698, 186 10, 1987 Jeromin et al.
6, 1989 Holmberg et al. WO WOO2,38529 A1 5, 2002
4,839,287
4.956,286 9, 1990 Macrae
OTHER PUBLICATIONS
5,354,878 10, 1994 Connemann et al.
5,399,731 3, 1995 Wimmer Gouw, T.H. etal. (1964). The Journal of the American Oil Chemists'
5,424,467 6, 1995 Bam et al. Society, 41, 142-145.*
5.434,279 7, 1995 Wimmer Noureddini et al., Glycerolysis of Fats and Methyl Esters, JAOCS,
5,514,820 5, 1996 ASSmann et al. 1997, pp. 419–425, vol. 74, No. 4, AOCS Press, Lincoln, Nebraska.
5,525,126 6, 1996 Basu et al. Tyson, Brown Grease Feedstocks for Biodiesel, WWW domain nrel.
5,578,090 11, 1996 Bradin gov, 2002, pp. 1-33, National Renewable Energy Laboratory, Boul
5,697,986 12, 1997 Haas der, CO.
5,713.965 2, 1998 Foglia et al. Tyson, Biodiesel Technology and Feedstocks, WWW domain nrel.
5,847,239 12, 1998 Davey et al. gov, 2003, pp. 1-37, National Renewable Energy Laboratory, Boul
5,908,946 6, 1999 Stern et al. der, CO.
6,013,817 1, 2000 Stern et al. Clements, Pretreatment of High Free Fatty Acid Feedstocks,
6,015,440 1, 2000 Noureddini Biodiesel Production Technology Workshop III, Mar. 26-28, 2003,
6,075,158 6, 2000 Hill pp. 78c-78i, Iowa State University, Lincoln, Nebraska.
6,090,959 T/2000 Hirano et al. Muniyappaetal; Improved Conversion of Plant Oils and Animal Fats
6,127,561 10, 2000 Jeromin et al. Into Biodiesel and Co-Product; Jun. 1996; Elsevier Science Limited,
6,174.501 B1 1, 2001 Noureddini 0960-8524/96 (Abstract).
6,211,390 B1 4, 2001 Peter et al. Tyson, Biodiesel Research Progress 1992-1997; pp. 1-301; National
6,262.285 B1 7, 2001 McDonald Renewable Energy Laboratory; Boulder Co.; Feb. 1997.
6,288,251 B1 9, 2001 Tsuto et al. Gerpenetal; Biodiesel Production Technology Aug. 2002-Jan. 2004;
6,398,707 B1 6, 2002 Wu et al. pp. 1-106; Jul. 2004; National Renewable Energy Laboratory; Boul
6,399,800 B1 6, 2002 Haas et al. der Co.
6,440,057 B1 8, 2002 Ergun et al. Lago, R. C. A. R. R. Szpiz, F. H. Jablonka, D. A. Pereira and L.
6,489,496 B2 12, 2002 Barnhorst et al. Hartman: “Extraction and Transesterification of Vegetable Oils and
6,500,974 B2 12, 2002 Thengumpillil et al. Ethanol': 1985; pp. 147-154; vol. 40, No. 3; Oleagineux; Paris,
6,642.399 B2 11/2003 Boocock France.
6,822, 105 11, 2004 Luxem et al. ............... 554,167 Ma, Fangrui and Milford A. Hanna; “Biodiesel Production: a
6,965,043 11/2005 Kenneally et al. ........... 554,167 review”; 1999: pp. 1-15; vol. 70, No. 1; Bioresource Technology;
7,087,771 8, 2006 Luxem et al. ... 554f157 Elsevier, GB.
2002/011 1504 8, 2002 Peter et al. .................. 554,185
2002.01563.05 A1 10, 2002 Turck * cited by examiner
US 7,806,945 B2
1. 2
PRODUCTION OF BIODIESEL AND 4,164,506, the conversion of triglycerides with base catalysis
GLYCERIN FROM HIGH FREE FATTY ACID such as the processes described in U.S. Pat. Nos. 2.383,601
FEEDSTOCKS and 2.494,366, or conversion of both free fatty acids and
triglycerides with enzyme catalysis such as the processes
CROSS-REFERENCE TO RELATED described in U.S. Pat. Nos. 4,956,286, 5,697.986 and 5,713,
APPLICATIONS 965.
The main problem with background art processes for
This application claims the benefit of U.S. Provisional biodiesel production is that none of them completely
Application Nos. 60/443,049, filed Jan. 27, 2003, and 60/537, addresses the production of biodiesel from low value high
251, filed Jan. 15, 2004, the disclosures of which applications 10 free fatty acid feedstocks. An economic analysis of any pro
are incorporated by reference as if fully set forth herein. cess for the production of biodiesel will indicate that feed
stock cost is the largest portion of the production cost for
STATEMENT REGARDING FEDERALLY biodiesel. A 15 percent free fatty acid (FFA) feedstock is the
SPONSORED RESEARCHOR DEVELOPMENT highest content that any contemporary commercial process
15 proposes to handle; whereas, the actual feedstocks many pro
Not Applicable ducers will likely use (because of cost) will have up to 100
percent FFA content. Conventional acid catalyzed esterifica
BACKGROUND OF THE INVENTION tion of fatty acids is ill equipped to handle such a high FFA
COntent.
The present invention relates generally to a process and Acid catalyzed esterification of fatty acids is not suitable
system for biodiesel production and more specifically to the for processing such high FFA concentrations. The amount of
conversion of any high free fatty acid feedstocks to fatty acid acid catalyst required to achieve high conversion rates in the
methyl esters through both esterification and transesterifica esterification process increases with FFA concentration. This
tion reactions. The process and system economically produce acid catalyst charge must be neutralized before processing the
biodiesel when compared to current technologies. 25 glycerides, and as the catalyst loading increases, the Salt
The background art is characterized by U.S. Pat. Nos. generated becomes excessive. These processes also generate
1659,790: 2,290,609; 2,383,596: 2,383,599; 2,383,601; a large volume of waste water as revealed by the disclosures
2.494,366: 2,808,421; 2,875,221; 3,102,129: 3.459,736; of U.S. Pat. Nos. 4,303,590, 5,399,731 and 6,399,800. Alter
4,164,506; 4,267,393; 4,303,590; 4,364,743; 4,371.470; natively, solid acid catalysts can be used for the fatty acid
4,668.439; 4,695,411; 4,698, 186; 4,839,287: 4,956,286: 30 esterification reaction to avoid a neutralization step before the
5,399,731; 5,424,467; 5.434.279; 5,514,820; 5,525,126; transesterification reaction. These processes have been exten
5,697,986; 5,713,965; 5,908,946; 6,013,817; 6,015,440; sively explored and documented, such as in U.S. Pat. No.
6,090,959; 6,127,561; 6,174.501; 6,211,390; 6,262,285: 3.459,736 which uses titanium oxide as a catalyst, U.S. Pat.
6,288,251; 6,398,707; 6,399,800; 6,440,057; 6,489,496; No. 4,698,186 which utilizes various solid acids as catalysts,
6,500,974 and 6,642,399 B2; and by U.S. Patent Application 35 U.S. Pat. No. 4,267,393 which uses sulfonated resins as solid
Nos. 2003/00229238 and 2003/0083514 the disclosures of acid catalysts and U.S. Pat. No. 5,908,946 which employs
which patents and patent applications are incorporated by zinc and aluminum oxide as catalysts for the esterification
reference as if fully set forth herein. reaction.
Fatty acid methyl esters (FAMEs) produced from fats and Enzymatic catalysis will readily esterify the free fatty
oils are being investigated in numerous settings as replace 40 acids, but this approach suffers reaction product inhibition
ments for petroleum-derived materials, particularly diesel from the presence of methyl esters when the fatty acids asso
fuel. There is continued and growing interest in the use of ciated with mono-, di-, and tri-glycerides in the feedstock are
renewable resources as replacements for petroleum-derived to be esterified with enzymes. Another problem with enzy
chemicals. It has long been known that diesel engines can use matic processing is the high cost of the catalyst. To avoid
the triglycerides from fats and oils as fuels. However, their use 45 two-phase operation in packed bed and other reaction set
eventually results in engine failure. The problems have been tings, some conventional processes for biodiesel production
examined and certain solutions have been proposed in the use high temperatures or volatile toxic co-solvents. Such a
methods described in U.S. Pat. Nos. 6,174.501 and 6,015. process has been investigated and claimed in U.S. Pat. No.
440. This problem is alleviated by conversion of the fatty 6,642,399 B2. Yet another problem with background art pro
acids found in lipids into their simple esters, usually methyl or 50 cesses for producing biodiesel is that water is used to wash
ethyl esters. Such a process is described in U.S. Pat. No. residual glycerin and salts from the FAMEs, generating a
6,398,707. An increasing body of evidence indicates that large volume of wastewater and potentially forming water
these esters perform well in essentially unmodified diesel and FAME emulsions as disclosed in U.S. Pat. No. 5,399,731.
engines and that they can reduce the output of particulate and Starrels in U.S. Pat. No. 1,659,790 discloses a method of
hydrocarbon pollutants relative to petroleum-diesel fuel. The 55 producing commercial stearic acid. This invention is limited
term “biodiesel' is applied to these esters, which are also in that only an esterification step is disclosed.
being explored as replacements for nonrenewable chemicals Goss et al. in U.S. Pat. No. 2.290,609 discloses a process
in other applications, including cleaning agents, fuel addi for producing fatty acid polyhydric esters. This invention is
tives, and substitutes for other organic solvents. Those appli limited in that esterification must be followed by fractionation
cations have been investigated in processes described in U.S. 60 in a solvent system.
Pat. No. 5,713,965. The invention disclosed herein can be Dreger in U.S. Pat. No. 2,383,596 discloses a method for
applied to the production of FAMEs for these applications as treating fatty acid glycerides. This invention is limited in that
well. only an esterification step is disclosed.
It can be appreciated that processes for biodiesel produc Glossop in U.S. Pat. No. 2,383,599 discloses a method for
tion have been in use for years. Typically, a process for biodie 65 treating fatty glycerides. This invention is limited in that free
sel synthesis is comprised of the conversion offatty acids with fatty acids must be separated from the fatty glycerides prior to
acid catalysis such as a process described in U.S. Pat. No. alcoholysis.
US 7,806,945 B2
3 4
Brokaw in U.S. Pat. No. 2,808,421 discloses a method for methyl ester reaction product. This invention is limited in that
preparing mixed triglyceride compositions. This invention is the starting material must be a triglyceride. Moreover, the
limited in that a titanium alcoholate catalyst is required. process is limited to mixing the alcohol and catalyst prior to
Birnbaum in U.S. Pat. No. 2,875,221 discloses a process feeding them to the transesterification operation.
for preparing monoglycerides offatty acids. This invention is 5 Ergun et al. in U.S. Pat. No. 6,440,057 disclose a method
limited in that it requires admixing a substantial proportion of for producing fatty acid methyl ester. This invention is limited
previously reacted monoglyceride product with a freshly in that crack emulsification of the contents of the transesteri
mixed stream of glycerol and fat and rapidly heating the fication reactor is required.
mixture on a hot Surface. Thengumpilliletal. in U.S. Pat. No. 6,500,974 B2 disclose
Birnbaum in U.S. Pat. No. 3,102,129 discloses a process 10 a process for preparation of a monoglyceride. This invention
for producing monoglycerides offatty acids. This invention is is limited in that the presence of a food grade polar solvent is
limited in that monoglycerides are produced, not methyl required in the glycerolysis reactor.
esterS. Boocock in U.S. Patent Application No. 2003/0083514A1
Erner in U.S. Pat. No. 4.364,743 discloses a synthetic discloses a single-phase process for production of fatty acid
liquid fuel and fuel mixtures. This invention is limited in that 15 methyl esters from mixtures of triglycerides and fatty acids.
a process for the production and purification of alkyl esters of This invention is limited in that it requires acid catalyzed
fatty acids is not disclosed. esterification offatty acids prior to the transesterification step.
Matsukura et al. in U.S. Pat. No. 4,371,470 disclose a Fleisher in U.S. Patent Application No. 2003/0229238A1
method for manufacturing high quality fatty acid esters. This discloses a continuous transesterification process. This inven
invention is limited in that a method for processing high free tion is limited in that use of a plug-flow reactor is required for
fatty acid feedstocks is not disclosed. the transesterification reaction.
Billenstein et al. in U.S. Pat. No. 4,668,439 disclose a The background art is also characterized by a number of
process for the preparation of fatty acid esters of short-chain non-patent publications. The limitations of the processes dis
alcohols. This invention is limited in that a process for use on closed by these publications are described below.
high free fatty acid feedstocks is not disclosed. 25 Noureddini et al. in Glycerolysis of Fats and Methyl Esters,
Sternet al. in U.S. Pat. No. 4,695,411 disclose a process for JAOCS, 1997, pp. 419–425, vol. 74, no. 4, AOCS Press, Lin
manufacturing a fatty acid ester composition. This invention coln, Nebr., discloses the glycerolysis of methyl esters and
is limited in that an acid transesterification step must be triglycerides with crude glycerin (glycerin). Glycerolysis of
followed by a basic transesterification step. free fatty acids is not disclosed.
Holmberg et al. in U.S. Pat. No. 4,839.287 disclose a pro 30 Tyson in Brown Grease Feedstocks for Biodiesel, WWW
cess for transesterification of triglycerides. This invention is domain nrel.gov, 2002, pp. 1-33, National Renewable Energy
limited in that the presence of a lipase enzyme is required. Laboratory, Boulder, Colo., discloses techniques for convert
Bametal. in U.S. Pat. No. 5,424,467 disclose a method for ing greases to biodiesel. The techniques disclosed in this
purifying alcohol esters. This invention is limited in that the reference are limited in that washing of crude biodiesel with
starting material must be a triglyceride. Moreover, while 35 mildly acidic water is required. Moreover, the conditions
glycerin is recycled in the process, it is recycled downstream taught for glycerolysis of free fatty acids (temperature in the
of the transesterification reactor. range of 250° C. to 260°C. in the absence of a catalyst or 220
Assmann et al. in U.S. Pat. No. 5,514,820 disclose a con C. with a catalyst) would cause degradation of a major
tinuous process for the production of lower alkyl esters. This amount of the feedstock and loss of yield. The reference
invention is limited in that the transesterification process must 40 teaches that there is “no proven technology for 50+% FFA
be carried out in at least two stages in a tube reactor. More mixes” and that “combined processes for ASTM quality
over, the reference teaches that “it is particularly important to biodiesel not well developed, technical and economic ques
the transesterification reaction that no glycerol (reaction tions exist.”
product) come into contact with starting oil (col. 3, lines Tyson in Biodiesel Technology and Feedstocks, WWW
4-7). 45 domain nrel.gov, 2003, pp. 1-37, National Renewable Energy
Wimmer in U.S. Pat. No. 5,434.279 discloses a process for Laboratory, Boulder, Colo., includes much of the same infor
preparing fatty acid esters of short-chain monohydric alco mation as contained in her 2002 presentation. The reference
hols. This invention is limited in that glycerin produced by the notes that using “glycerolysis to treat FFA to “convert FFA
transesterification process and previously separated off is to monoglycerides, then transesterify is "commercial, not
added back to produced fatty acid ester. 50 currently used in biodiesel.”
Basu et al. in U.S. Pat. No. 5,525,126 disclose a process for Davis Clements in Pretreatment of High Free Fatty Acid
the production of esters for use as a diesel fuel substitute. This Feedstocks, Biodiesel Production Technology Workshop III,
invention is limited in that a catalyst comprising calcium Mar. 26-28, 2003, pp. 78c-78i, Iowa State University, Lin
acetate and barium acetate is required. coln, Nebr. discloses a number of methods for pretreatment of
Sternet al. in U.S. Pat. No. 6,013,817 disclose a process for 55 high free fatty acid feedstocks prior to transesterification.
the production of ethyl esters. This invention is limited in that This invention is limited in that glycerolysis is carried out at
a process for the production of ethyl esters of fatty acids is 200° C. under an 11 pounds per square inch vacuum, usually
disclosed. Moreover, this process uses water as an extractant with a catalyst Such as Zinc chloride, with venting of water.
for purification of the esters. This invention is limited in that in the absence of a catalyst, a
Jeromin et al. in U.S. Pat. No. 6,127.561 discloses a pro 60 residence time of over 5 hours is required to achieve an
cess for the production of monoglycerides. This invention is effluent containing less than 1 percent free fatty acids.
limited in that methyl esters are subjected to glycerolysis. In Summary, the applicants are aware of no reports of using
Peter et al. in U.S. Pat. No. 6,211,390 disclose a method for inexpensive feedstocks and effective technologies to produce
producing fatty acid esters. This invention is limited in that fatty acid esters (biodiesel) economically and without envi
use of a near-critical extractant is required. 65 ronmental concerns. The current processes have the follow
McDonald in U.S. Pat. No. 6,262.285 B1 discloses a pro ing drawbacks, which have been addressed in the process
cess for dry synthesis and continuous separation of fatty acid disclosed herein:
US 7,806,945 B2
5 6
1. High temperatures and pressures, catalyst for rapid salt-free conversion of FFA to glycerides,
2. Acid catalyzed esterification offatty acids present in the and the rapid conversion of glycerides to methyl esters by
starting material, caustic methoxide catalysis.
3. Use of toxic co-solvents, Another object of preferred embodiments of the invention
4. Long processing times, is the optimization of a process for the separation and purifi
5. Low quality glycerin production, and cation of the major by-product of biodiesel production, glyc
6. Using water to extract impurities from biodiesel. erin, to ensure it will be greater than 95 or 99.7 percent purity,
In these respects, the conversion of high free fatty acid with non-detectable levels of methanol and less than 0.5
feedstocks to biodiesel according to the present invention percent weight/weight (w/w) salts.
Substantially departs from the conventional concepts and 10 Another object of preferred embodiments of the invention
designs of the background art, and in so doing provides a is to recover the alkali catalyst and convert it to a marketable
process and apparatus primarily developed for the purpose of phosphorous and potassium fertilizer or potassium Sulfate
producing fatty acid methyl esters and high quality glycerol fertilizer. Another object of preferred embodiments of the
from any low-value high free fatty acid feedstock. present invention is the use of distillation rather than water
15 washing as a means to purify FAMEs.
BRIEF SUMMARY OF THE INVENTION Yet another object of preferred embodiments of the inven
tion is to minimize waste streams during normal operations,
The applicants have invented a novel process for the pro use lower operating temperatures and pressures than other
duction offatty acid methyl esters (FAMEs) and high quality commercial biodiesel processes, use no toxic co-solvents and
glycerin from high free fatty acid grease feedstocks. In accor produce a high quality glycerin byproduct.
dance with this development, it is an object of the invention to A further object of preferred embodiments of the invention
provide a method for the preparation of biodiesel by non is to enable production of biodiesel from low-value high free
catalytic glycerolysis and base catalyzed transesterification fatty acid feedstocks at a market price comparable to that of
using high free fatty acid waste grease as the feedstock. petroleum derived diesel fuels.
Through this novel combination of process steps, these low 25 Another object of preferred embodiments of the invention
grade lipid materials that previously could not be utilized by is to provide a process wherein the impure methanol recov
existing processes are easily converted to biodiesel by means ered from the process is purified such that water is removed.
of the invention disclosed herein. Preferably, this purification comprises adsorption onto
In a preferred embodiment, the process disclosed herein molecular sieves that can then be dried and reused or distill
converts high Free Fatty Acid (FFA) feedstock into biodiesel. 30 lation resulting in a bottoms product consisting mainly of
The disclosed process is an efficient, cost-effective method Water.
for the conversion of animal fats and recycled vegetable oils In a preferred embodiment, the invention is a process for
into biodiesel fuel. Moreover, the disclosed process is a low the production of biodiesel from a lipid feedstock comprising
cost method to synthesize biodiesel from animal fats and a plurality of free fatty acids, said process comprising: intro
yellow greases. These feedstocks are very complex and dif 35 ducing the lipid feedstock to a conditioning vessel; condition
ficult to economically process because of their high FFA ing the lipid feedstock in the conditioning vessel, wherein the
levels (ranging from a few percent to 50 percent, and higher), lipid feedstock is heated to a temperature in the range of about
and because they contain unprocessable material and con 55° C. to about 65° C., mixed by an agitator with a power
taminates that must be removed prior to processing, or during input per unit volume of about 0.5 watts per gallon (W/gal) to
refinement of the products. To be economically profitable, the 40 about 1.5 W/gal and filtered using a rotary screen to remove
biodiesel industry must take advantage of lower cost feed solids having a dimension over about 1 micron to about 200
stocks. Yield is a very important criterion as feedstock costs microns to produce a conditioned lipid feedstock; reacting the
approach two thirds of the total cost of production of biodie plurality of free fatty acids in the conditioned lipid feedstock
sel. To gain market share in the fuels industry, biodiesel must with a purified glycerin product in a glycerolysis reactor,
be competitively priced with conventional hydrocarbon die 45 wherein the plurality of free fatty acids in the feedstock is
sel. To accomplish this pricing objective and provide glycerin mixed with the purified glycerin product by an agitator with a
for the glycerolysis reaction, glycerin is economically pro power input per unit volume of about 5.5 W/gal to about 60
duced in preferred embodiments of the disclosed process. In W/gal and continuously reacted with the purified glycerin
preferred embodiments, the process described in this disclo product in the absence of a catalyst at a temperature of about
Sure has been developed to accommodate these features. 50 180° C. to about 250° C. and at a pressure of about 0.1 pounds
In a preferred embodiment, the invention disclosed herein per square inch absolute to about 7 pounds per square inch
combines several unit operations into an economical and absolute in a glycerolysis reaction to produce a glycerolysis
unique process for the conversion of free fatty acids to glyc reactor effluent stream that contains less than 0.5 percent by
erides and the Subsequent conversion of glycerides to glyc weight of free fatty acids and a plurality of glycerides, the
erin and FAMEs. Another object of preferred embodiments of 55 purified glycerin product being continuously added to the
the present invention is to provide a biodiesel and glycerin glycerolysis reactorata rate in the range of about 110 percent
production process using high free fatty acid feedstocks that to about 400 percent of the stoichiometric amount of glycerin
overcomes the shortcomings of the background art processes. required for the glycerolysis reaction, water being continu
A preferred aspect of preferred embodiments of the dis ously removed from the glycerolysis reactor as a vapor
closed process is the use of glycerin as a reactant to convert 60 through a fractionation column that returns condensed glyc
the free fatty acid in the feedstock to glycerides (mono-, di-, erinto the glycerolysis reactor, said glycerolysis reactor.com
and tri-) through glycerolysis and then transesterifying the prising at least two continuous stirred tank reactors that are
glycerides into fatty acid alkyl esters and glycerin with a operated in series; said reactors having a combined residence
lower alcohol with 1-5 carbons, in the preferred embodiment, time of not more than about 500 minutes; reacting the plural
methanol, through an alkali catalyzed process. 65 ity of glycerides contained in the glycerolysis effluent stream
Another object of preferred embodiments of the invention with a purified methanol product comprising methanol in a
is the optimization of the process, which uses no co-solventor transesterification reactor, wherein the plurality of glycerides
US 7,806,945 B2
7 8
are mixed with said purified methanol product and potassium temperature and pressure in a glycerolysis reaction to pro
hydroxide by an agitator with a power input per unit volume duce a glycerolysis reactor effluent stream that contains a
of about 3.0 W/gal to about 50 W/gal and continuously glyceride, the purified glycerin product being continuously
reacted with the methanol at a temperature in the range of added to the glycerolysis reactor at a rate that is greater than
about 25°C. to about 65° C. and at a pressure of about 1 bar 5 the Stoichiometric amount of glycerin required for the glyc
in an alkali catalyzed reaction to produce a transesterification erolysis reaction, water being continuously removed from the
reactor effluent stream that contains a plurality of fatty acid glycerolysis reactor as a vapor, reacting the glyceride con
methyl esters and glycerin, the purified methanol product tained in the glycerolysis effluent stream with a purified alco
being added to the transesterification reactorata rate equal to hol product comprising an alcohol in a transesterification
about 200 percent of the stoichiometric amount of methanol 10 reactor, wherein the glyceride is mixed with said purified
required for the catalyzed reaction, the potassium hydroxide alcohol product and continuously reacted with the alcohol at
being added to the transesterification reactor at a rate of about an appropriate temperature and pressure in analkalicatalyzed
0.5 percent by weight to 2.0 percent by weight of glycerides transesterification reaction to produce a transesterification
present in the glycerolysis effluent stream, said transesterifi reactor effluent stream that contains a fatty acid alkyl ester
cation reactor comprising at least two continuous stirred tank 15 and glycerin, the purified alcohol product being added to the
reactors that are operated in series, said reactors having a transesterification reactor at a rate that is greater than the
combined residence time of about 15 minutes to about 90 Stoichiometric amount of alcohol required for the alkali cata
minutes; separating the plurality of fatty acid methyl esters lyzed transesterification reaction; separating the plurality of
from the glycerin in the transesterification effluent stream in fatty acid alkyl esters from the glycerin in the transesterifica
continuous clarifier, wherein a first liquid phase in which the tion effluent stream in a continuous operation, wherein a first
plurality of fatty acid methyl esters are concentrated and a liquid phase in which the plurality of fatty acid methyl esters
second liquid phase in which glycerin is concentrated are are concentrated and a second liquid phase in which glycerin
continuously separated at a temperature of about 25°C. to is concentrated are continuously separated to produce a fatty
about 65° C. to produce a fatty acid methyl ester rich stream acid methyl ester rich stream and a glycerin rich stream;
and a glycerin rich stream; purifying the fatty acid methyl 25 purifying the fatty acid alkyl ester rich stream in a fatty acid
ester rich stream in a distillation column and recovering alkyl ester distillation column or a fatty acid alkyl ester frac
methanol from it to produce a purified biodiesel product and tionation column and recovering the alcohol from it to pro
a wet methanol stream, wherein the distillation column is duce a purified biodiesel product and a first wet alcohol
operated at a temperature in the range of about 180° C. to stream; purifying the glycerin rich stream and recovering the
about 230° C. and at a pressure in the range of about 0.1 30 alcohol from it to produce the purified glycerin product and a
pounds per square inch absolute to about 2 pounds per square second wet alcohol stream, wherein the alkali in the glycerin
inch absolute; purifying the glycerin rich stream and recov rich stream is reacted with an acid to produce an insoluble salt
ering methanol from it to produce the purified glycerin prod that is removed from the glycerin rich stream and thereafter
uct and a wet methanol stream, wherein the potassium filtered and rinsed with the alcohol, the pH of the glycerinrich
hydroxide in the glycerinrich stream is reacted with a mineral 35 stream being adjusted to neutral and the glycerin rich stream
acid to produce an insoluble salt having fertilizer value that is being further purified in a glycerin distillation column or a
removed from the glycerin rich stream in a solids separation glycerin fractionation column and in a decolorization col
operation and thereafter filtered and rinsed with methanol, the umn; and purifying the wet alcohol streams by removing
pH of the glycerin rich stream being adjusted to neutral by excess water to produce a purified alcohol product, wherein
adding an alkali solution and then further purified in a glyc 40 the wet alcohol streams are purified in an alcohol distillation
erin distillation column that is operated at a temperature in the column or an alcohol fractionation column. Preferably, the
range of about 180°C. to about 230°C. and at a pressure in the process further comprises: recycling at least a portion of the
range of about 0.1 pounds per square inch absolute to about 2 purified glycerin product into the glycerolysis reactor for
pounds per square inch absolute and in a decolorization col reaction with the free fatty acid. Preferably, the process fur
umn comprising a packed bed of activated carbon operated at 45 ther comprises: recycling at least a portion of the purified
a temperature in the range of about 40°C. to about 200°C.; alcohol product into the transesterification reactor for reac
purifying the wet methanol stream by removing water from it tion with the glyceride.
to produce a purified methanol product, wherein the wet In yet another preferred embodiment, the invention is a
methanol stream is purified in a methanol distillation column process for the production of biodiesel from a lipid feedstock
that is operated at a temperature in the range of about 60° C. 50 comprising a free fatty acid, said process comprising: a step
to about 110° C. and at a pressure in the range of about 14 for continuously conditioning the lipid feedstock to produce
pounds per square inch absolute to about 20 pounds per a conditioned lipid feedstock; a step for continuously mea
square inch absolute; recycling at least a portion of the puri Suring the concentration of the free fatty acid in the condi
fied glycerin product into the glycerolysis reactor for reaction tioned lipid feedstock by means of an in-line free fatty acid
with the plurality of free fatty acids; and recycling at least a 55 titration device that produces a signal; a step for continuously
portion of the purified methanol product into the transesteri reacting the free fatty acid in the conditioned lipid feedstock
fication reactor for reaction with the plurality of glycerides. in a glycerolysis reaction, wherein the free fatty acid in the
In another preferred embodiment, the invention is a process feedstock is reacted with glycerin to produce a glyceride in
for the production of biodiesel from a lipid feedstock com response to the signal from the in-line free fatty acid titration
prising a free fatty acid, said process comprising: condition 60 device; a step for continuously reacting the glyceride in a
ing the lipid feedstock in a conditioning reactor, wherein the transesterification reaction, wherein the glyceride is con
lipid feedstock is heated, mixed and filtered to produce a Verted to a fatty acid methyl ester and glycerin via an alkali
conditioned lipid feedstock; reacting the free fatty acid in the catalyzed reaction; a step for continuously separating the
conditioned lipid feedstock with a purified glycerin product fatty acid methyl ester from the glycerin to produce a fatty
in a glycerolysis reactor, wherein the free fatty acid in the 65 acid methyl ester rich stream and a glycerinrich stream; a step
feedstock is mixed and continuously reacted with the purified for continuously purifying the fatty acid methyl ester rich
glycerin product in the absence of a catalyst at an appropriate stream and recovering the methanol from the fatty acid
US 7,806,945 B2
10
methyl ester rich stream to produce a purified biodiesel prod acid step further comprises: performing the glycerolysis reac
uct and a first wet methanol stream; a step for continuously tion at a temperature in the range of about 150° C. to about
purifying the glycerin rich stream and recovering the metha 250° C.; and removing water from the glycerolysis reactor.
nol from the glycerin rich stream to produce a purified glyc Preferably, the water is removed as vapor through a fraction
erin product and a second wet methanol stream; a step for ation column or a distillation column that returns condensed
continuously purifying the wet methanol streams to produce glycerin to the glycerolysis reactor.
a purified methanol product; and a step for recycling at least In a preferred embodiment, the reacting the glyceride step
a portion of the purified glycerin product into the glycerolysis further comprises: contacting the glyceride with an effective
reactor for reaction with the free fatty acid. Preferably, the amount of methanol and an effective amount of alkali catalyst
process further comprises: a step for recycling at least a 10 under conditions wherein the glyceride, the effective amount
portion of the purified methanol product into the transesteri of methanol and the effective amount of alkali catalyst come
fication reactor for reaction with the glyceride. into substantially intimate contact; and wherein the effective
In a further preferred embodiment, the invention is a pro amount of the alkali catalyst is selected from the group con
cess for the production of biodiesel from a lipid feedstock sisting of an effective amount of Sodium hydroxide, and an
comprising a free fatty acid, said process comprising: intro 15 effective amount of potassium hydroxide. Preferably the
ducing a lipid feedstock to a conditioning reactor, condition reacting the glyceride step further comprises: performing the
ing the lipid feedstock, wherein the lipid feedstock is heated, transesterification reaction at a temperature in the range of
mixed and filtered to produce a conditioned lipid feedstock; about 20° C. to about 250° C. More preferably, the reacting
reacting the free fatty acid in the conditioned lipid feedstock the glyceride step further comprises: performing the transes
in a glycerolysis reactor, wherein the free fatty acid in the terification reactionata temperature in the range of about 55°
feedstock is continuously reacted with a stoichiometric C. to about 65° C. Preferably, the reacting the glyceride step
excess of glycerin to produce a glyceride via a glycerolysis further comprises: performing the transesterification reaction
reaction; reacting the glyceride in a transesterification reac at an absolute pressure in the range of about 1 bar to about 250
tor, wherein the glyceride is continuously converted to a fatty bar. More preferably, the reacting the glyceride step further
acid methyl ester and glycerin via an alkali catalyzed trans 25 comprises: performing the transesterification reaction at an
esterification reaction; separating the fatty acid methyl ester absolute pressure of about 1 bar. Preferably, a low frequency
from the glycerin, wherein a first liquid phase in which the acoustic transducer is used to mix the glyceride, the effective
fatty acid methyl ester is concentrated and a second liquid amount of methanol and the effective amount of alkali cata
phase in which glycerin is concentrated are continuously lyst.
separated to produce a fatty acid methyl ester rich stream and 30 In a preferred embodiment, the separating the fatty acid
a glycerin rich stream; purifying the fatty acid methyl ester methyl ester from the glycerin step involves using the density
rich stream and recovering the methanol from the fatty acid difference between the first liquid phase and the second liquid
methyl ester rich stream to produce a purified biodiesel prod phase to separate them in a continuous operation. Preferably,
uct and a first wet methanol stream; purifying the glycerin the purifying the fatty acid methyl ester rich stream step
rich stream and recovering the methanol from the glycerin 35 further comprises: using a fatty acid methyl ester distillation
rich stream to produce a purified glycerin product and a column or a fractionation column to separate the fatty acid
second wet methanol stream; purifying the wet methanol methyl ester rich stream into a bottoms fraction, an overhead
streams by removing water from them to produce a purified fraction comprising primarily methanol, and a side stream
methanol product; recycling at least a portion of the purified fraction comprising a fatty acid methyl ester product. Prefer
glycerin product into the glycerolysis reactor for reaction 40 ably the bottoms fraction produced by the fatty acid methyl
with the free fatty acid; and recycling at least a portion of the ester distillation column or fractionation column comprises
purified methanol product into the transesterification reactor impurities, and unsaponafiable materials, unreacted
for reaction with the glyceride. Preferably, the introducing the monoglycerides, unreacted diglycerides, unreacted triglycer
lipid feedstock step further comprises: introducing a feed ides and fatty acids. Preferably, the fatty acid methyl ester
stock that includes at least one free fatty acid at a concentra 45 product produced by the fatty acid methyl ester distillation
tion in the range of about 3 percent to about 97 percent by column meets ASTM specification D 6751-02. Preferably,
weight; moisture, impurities and unsaponafiable matter at a the overhead fraction produced by the fatty acid methyl ester
concentration up to about 5 percent by weight; and a remain distillation column or fractionation column comprises essen
der that includes monoglycerides, diglycerides and/or trig tially methanol. Preferably, the fatty acid methyl ester distil
lycerides. 50 lation column or fractionation column is operated at a pres
In a preferred embodiment, the conditioning the lipid feed sure below about 2 pounds per square inch absolute. More
stock step produces a conditioned feedstock that is a Substan preferably, the fatty acid methyl ester distillation column or
tially uniform mixture of liquid lipids having a temperature in fractionation column is operated at a pressure in the range of
the range of about 35° C. to about 250° C. More preferably, about 0.1 pounds per square inch absolute to about 2 pounds
the conditioning the lipid feedstock step produces a condi 55 per square inch absolute. Preferably, the fatty acid methyl
tioned feedstock having a temperature in the range of about ester distillation column or fractionation column is operated
45° C. to about 65° C. Preferably, the conditioning the lipid at a temperature in the range of about 180°C. to about 280°C.
feedstock step produces a conditioned feedstock that is a More preferably, the fatty acid methyl ester distillation col
substantially free of insoluble solids. umn or fractionation column is operated at a temperature in
In another preferred embodiment, the reacting the free fatty 60 the range of about 180° C. to about 230° C. Preferably, the
acid step further comprises: combining the free fatty acid with fatty acid methyl ester distillation column or fractionation
an effective amount of glycerin for an effective amount of column contains a packing material.
time to facilitate the glycerolysis reaction under conditions In a preferred embodiment, the purifying the glycerin rich
wherein the free fatty acid and the glycerin come into sub stream and recovering methanol step further comprises: per
stantially intimate contact. Preferably, a low frequency acous 65 forming glycerin fractionation, wherein the fractions within
tic transducer is used to mix the free fatty acid and the effec the glycerin rich stream are separated by distillation; per
tive amount of glycerin. Preferably, the reacting the free fatty forming phase separation, wherein the impurities that co
US 7,806,945 B2
11 12
fractionate with glycerin are removed by immiscibility and In another preferred embodiment, the invention is a process
differences in density; and glycerin polishing, wherein other for production of biodiesel and glycerin comprising: input
impurities are removed from glycerin. Preferably, the purify ting to a glycerolysis reactor an effective amount of glycerin
ing the glycerin rich stream and recovering methanol step and a feedstock comprising 3 to 100 percent free fatty acids
further comprises: performing alkali catalyst precipitation, and, optionally, a fat and/oran oil; reacting in the glycerolysis
wherein the glycerinrich stream is reacted with a mineral acid reactor the glycerin and at least a portion of the feedstock in
suitable to forman insoluble salt with the alkali catalyst used an esterification reaction, with removal of water, to continu
in the transesterification reaction, wherein the mineral acid is ously produce a first intermediate product comprising glyc
selected from the group consisting of sulfuric acid, and phos erides (including monoglycerides, diglycerides and/or trig
phoric acid; performing solids separation, wherein the 10 lycerides) and essentially no water; performing in a
insoluble salt is removed from the liquid permeate; perform transesterification reactor continuous base-catalyzed transes
ing phase separation, wherein a fatty acid methyl ester rich terification of the intermediate product to produce a second
liquid phase and a glycerin rich liquid phase are separated; intermediate product comprising fatty acid methyl esters and
performing pH adjustment, wherein the pH of the glycerin glycerin; continuously treating the second intermediate prod
rich stream is adjusted by adding an alkali solution; perform 15 uct to separate the fatty acid methyl esters from the glycerinto
ing glycerinfractionation, wherein the glycerinrich stream is produce a fatty acid methyl ester rich stream and a glycerin
purified by means of a glycerin distillation column and rich stream; continuously purifying the fatty acid methyl ester
methanol is collected for further purification and reuse in the rich stream and recovering methanol from it to produce a
process; and performing glycerin polishing, wherein colored purified biodiesel product and a first wet methanol stream;
impurities are removed from the glycerin. Preferably the per continuously purifying the glycerin rich stream to produce a
forming glycerin phase pH adjustment step is performed purified glycerin product and a second wet methanol stream;
using ion exchange media. Preferably, the insoluble salt is continuously purifying the wet methanol streams to produce
separated using a rotary vacuum drum filter, a plate and frame a purified methanol product; and recycling at least a portion of
press or a belt press. Preferably, the alkalicatalyst and mineral the purified glycerin product into the glycerolysis reactor for
acid used for alkali catalyst precipitation are chosen so that 25 reaction with the free fatty acids; and recycling at least a
their reaction will produce a byproduct salt having fertilizer portion of the purified methanol product into the transesteri
value; said byproduct salts are washed free of organic mate fication reactor for reaction with the glycerides. Preferably,
rials with a solvent to produce a purified salt and the purified the feedstock comprises an animal fat and/or a vegetable oil.
salt is then dried and the solvent is recovered for reuse in the Preferably, the effective amount of glycerin is about two
process. Preferably, the insoluble salt is washed free of 30 times the stoichiometric amount of fatty acids in the feed
organic impurities with a solvent prior to the performing stock. Preferably, the reacting step is carried out at a tempera
solids separation step or during the performing solids sepa ture in the range of about 200° C. to about 250° C., under
ration step using filtration equipment. Preferably, the process agitation and to the extent that the first intermediate product
further comprises drying the insoluble salt in a drier under contains no more than 0.5 percent w/w of free fatty acids.
conditions wherein temperature of the drier exceeds the boil 35 Preferably, the performing step comprises adding potassium
ing point of the solvent at the operating pressure of the dryer, methoxide to the intermediate product to facilitate base
the dryer is optionally operated under a vacuum to improve catalysis and wherein the performing step is carried out at a
the drying; and the drier includes a condenser to recover the temperature in the range of about 40°C. to about 60° C.
solvent for reuse. Preferably, the solvent is methanol. Prefer In yet another preferred embodiment, the invention is a
ably, the insoluble salt is further processed for use as a fertil 40 system for the production of biodiesel from a lipid feedstock
izer by dissolving it in water. comprising a plurality of free fatty acids, said system com
In a preferred embodiment, the performing glycerin frac prising: means for introducing the lipid feedstock to a condi
tionation step further comprises: distilling the neutralized tioning reactor; means for conditioning the lipid feedstock in
crude glycerin stream to produce a bottoms material, a side the conditioning reactor, said means for conditioning com
stream and an overhead stream. Preferably, the bottoms mate 45 prising means for heating the lipid feedstock, an acoustic
rial contains essentially waste materials; the side stream con transducer or an impellor system (or mixing the lipid feed
tains essentially glycerin and trace impurities; and the over stock), and means for filtering the lipid feedstock comprising
head stream contains essentially water and methanol that is a traveling screen, said means for conditioning being opera
recovered and recycled. Preferably, the glycerin distillation tive to produce a conditioned lipid feedstock; means for mea
column is operated under a reduced pressure of below about 50 Suring the concentration of free fatty acids in the conditioned
2 pounds per square inch absolute. More preferably, the glyc lipid feedstock; first means for reacting the plurality of free
erin distillation column contains packing material and is fatty acids in the conditioned lipid feedstock with a purified
operated under a reduced pressure of between about 0.1 and glycerin product in a glycerolysis reactor, said first means for
about 2 pounds per square inch absolute. Preferably, the glyc reacting comprising first means for mixing the plurality of
erin distillation column is operated at an elevated temperature 55 free fatty acids in the feedstock with the purified glycerin
between about 180° C. and about 280° C. More preferably, product, said first means for mixing comprising an acoustic
the glycerin distillation column contains packing material transducer oran impellor system, and means for continuously
and is operated at an elevated temperature between about reacting the plurality of fatty acids with the purified glycerin
180° C. and about 230°C. Preferably, the glycerin polishing product in the absence of a catalyst in a glycerolysis reaction,
step comprises contacting the glycerin with activated carbon 60 means for continuously adding the purified glycerin product
at a temperature that is between about 35° C. and 200° C. to the glycerolysis reactor, and means for removing water
Preferably, the glycerin polishing step comprises contacting continuously from the glycerolysis reactor as a vapor, said
the glycerin with a packed bed of activated carbon for a means for removing water comprising a fractionation column
contact time of less than four hours at a temperature that is that is operative to return condensed glycerin to the glycer
between about 40° C. and 100° C. and wherein activated 65 olysis reactor, said glycerolysis reactor comprising at least
carbon fines carried through the packed bed are removed by two continuous stirred tank reactors that are operated in
filtration through a hydrophilic filter material. series, said at least two continuous stirred tank reactors hav
US 7,806,945 B2
13 14
ing a combined residence time of about 200 minutes, said first glycerolysis reaction, means for continuously adding the
means for reacting being operative to produce a glycerolysis purified glycerin product to the glycerolysis reactor at a rate
reactor effluent stream; second means for reacting the plural that is greater than the Stoichiometric amount of glycerin
ity of glycerides contained in the glycerolysis effluent stream required for the glycerolysis reaction, and means for continu
with a purified methanol product in a transesterification reac ously removing water from the glycerolysis reactor as a
tor, said second means for reacting comprising second means vapor, said first means for reacting being operative to produce
for mixing the plurality of glycerides with said purified a glycerolysis reactor effluent stream that contains a glycer
methanol product and potassium hydroxide, said second ide; second means for reacting the glyceride contained in the
means for mixing comprising an acoustic transducer or an glycerolysis effluent stream with a purified alcohol product in
impellor system, means for continuously reacting the glycer 10 a transesterification reactor, said second means for reacting
ides with the methanol in an alkali catalyzed transesterifica comprising second means for mixing the glyceride with said
tion reaction, means for adding the purified methanol product purified alcohol product, means for continuously reacting the
to the transesterification reactor, means for adding the potas glyceride with the alcohol in an alkali catalyzed transesteri
sium hydroxide to the transesterification reactor, said trans fication reaction, means for adding the purified alcohol prod
esterification reactor comprising at least two continuous 15 uct to the transesterification reactor at a rate that is greater
stirred tank reactors that are operated in series, said reactors than the stoichiometric amount of alcohol required for the
having a combined residence time of about 60 minutes, said alkali catalyzed transesterification reaction, said second
second means for reacting being operative to produce a trans means for reacting being operative to produce a transesteri
esterification reactor effluent stream that contains a plurality fication reactor effluent stream that contains a fatty acid
offatty acid methyl esters and glycerin; means for separating methyl ester and glycerin; means for separating the plurality
the plurality of fatty acid methyl esters from the glycerin in of fatty acid methyl esters from the glycerin in the transes
the transesterification effluent stream, said means for separat terification effluent stream, said means for separating com
ing comprising means for concentrating a first liquid phase in prising a continuous operation, and said means for separating
which the plurality of fatty acid methyl esters are concen being operative to produce a first liquid phase in which the
trated and a second liquid phase in which glycerin is concen 25 plurality of fatty acid methyl esters are concentrated and a
trated, said means for concentrating comprising a continuous second liquid phase in which glycerin is concentrated to
clarifier, said means for separating being operative to produce produce a fatty acid methyl ester rich stream and a glycerin
a fatty acid methyl ester rich stream and a glycerin rich rich stream; first means for purifying the fatty acid methyl
stream; first means for purifying the fatty acid methyl ester ester rich stream comprising a fatty acid methyl ester distil
rich stream comprising a fatty acid methyl ester distillation 30 lation column or a fatty acid methyl ester fractionation col
column and means for recovering methanol from it to produce umn and first means for recovering alcohol from the fatty acid
a purified biodiesel product and a first wet methanol stream: methyl ester rich stream that are operative to produce a puri
second means for purifying the glycerin rich stream and fied biodiesel product and a first wet alcohol stream; second
recovering methanol from it to produce the purified glycerin means for purifying the glycerin rich stream and second
product and a second wet methanol stream, said second 35 means for recovering alcohol from the glycerin rich stream
means for purifying comprising means for reacting the potas that are operative to produce the purified glycerin product and
sium hydroxide in the glycerin rich stream with phosphoric a second wet alcohol stream, said second means for purifying
acid to produce an insoluble salt having fertilizer value, a comprising means for reacting the alkali in the glycerin rich
Solids separation operation for removing the insoluble salt stream with an acid to produce an insoluble salt, means for
from the glycerinrich stream, means for rinsing the insoluble 40 removing the insoluble salt from the glycerin rich stream,
salt with methanol and filtering the insoluble salt, means for means for filtering the insoluble salt and rinsing the insoluble
adjusting the pH of the glycerin rich stream to about neutral salt with the alcohol, means for adjusting the pH of the glyc
by adding an alkali solution and a glycerin distillation column erin rich stream to about neutral, a glycerin distillation col
for further purifying the glycerin rich stream and a decolori umn or a glycerin fractionation column, and a decolorization
Zation column comprising a packed bed of activated carbon 45 column; and third means for purifying the wet alcohol
column; third means for purifying the wet methanol streams streams by removing water that is operative to produce a
by removing water to produce a purified methanol product, purified alcohol product, said third means for purifying com
said third means for purifying comprising a methanol distil prising an alcohol distillation column or an alcohol fraction
lation column wherein the wet methanol streams are purified; ation column. Preferably, the system further comprises: first
first means for recycling at least a portion of the purified 50 means for recycling at least a portion of the purified glycerin
glycerin product into the glycerolysis reactor for reaction product into the glycerolysis reactor for reaction with the free
with the plurality of free fatty acids; and second means for fatty acid. Preferably, the system further comprises: second
recycling at least a portion of the purified methanol product means for recycling at least a portion of the purified alcohol
into the transesterification reactor for reaction with the plu product into the transesterification reactor for reaction with
rality of glycerides. 55 the glyceride. Preferably, the system further comprises means
In a further preferred embodiment, the invention is a sys for delivering at least a portion of the purified biodiesel prod
tem for the production of biodiesel from a lipid feedstock uct and at least a portion of the purified glycerin product to
comprising a free fatty acid, said system comprising: means their markets.
for conditioning the lipid feedstock in a conditioning reactor, In another preferred embodiment, the invention is a system
said means for conditioning being operative to heat, mix and 60 for the production of biodiesel from a lipid feedstock com
filter the lipid feedstock to produce a conditioned lipid feed prising a free fatty acid, said system comprising: means for
stock; first means for reacting the free fatty acid in the con continuously conditioning the lipid feedstock that is opera
ditioned lipid feedstock with a purified glycerin product in a tive to produce a conditioned lipid feedstock; means for con
glycerolysis reactor, said first means for reacting comprising tinuously measuring the concentration of the free fatty acid in
first means for mixing the free fatty acid in the feedstock, and 65 the conditioned lipid feedstock; first means for continuously
means for continuously reacting the free fatty acid with the reacting the free fatty acid in the conditioned lipid feedstock
purified glycerin product in the absence of a catalyst in a in a glycerolysis reaction that is operative to react the free
US 7,806,945 B2
15 16
fatty acid in the feedstock with glycerin to produce a glycer glycerolysis reaction in response to a signal from the in-line
ide; second means for continuously reacting the glyceride in free fatty acid titration device; a continuous transesterifica
a transesterification reaction that is operative to convert the tion reactor that is operative to continuously convert the glyc
glyceride to a fatty acid methyl ester and glycerin via analkali eride to a fatty acid methyl ester and glycerin via an alkali
catalyzed reaction; means for continuously separating the catalyzed transesterification reaction in response to the signal
fatty acid methyl ester from the glycerin that is operative to from the in-line free fatty acid titration device; a phase sepa
produce a fatty acid methyl ester rich stream and a glycerin ration centrifuge that is operative to produce a first liquid
rich stream; first means for continuously purifying the fatty phase in which the fatty acid methyl ester is concentrated and
acid methyl ester rich stream and means for recovering a second liquid phase in which glycerin is concentrated that
methanol from the fatty acid methyl ester rich stream that are 10 are continuously separated to produce a fatty acid methyl
operative to produce a purified biodiesel product and a first ester rich stream and a glycerin rich stream; a fatty acid
wet methanol stream; second means for continuously purify methyl ester fractionation column that is operative to produce
ing the glycerin rich stream that is operative to produce a a purified biodiesel product and a first wet methanol stream;
purified glycerin product and a second wet methanol stream; a glycerin fractionation column that is operative to produce a
third means for continuously purifying the wet methanol 15 purified glycerin product and a second wet methanol stream;
streams that is operative to produce a purified methanol prod a methanol fractionation column that is operative to treat the
uct; and first means for recycling at least a portion of the first wet methanol stream and the second wet methanol
purified glycerin product into the first means for continuously stream to produce a purified methanol product; first pump for
reacting for reaction with the free fatty acid. Preferably, the recycling at least a portion of the purified glycerin product
system further comprises: means for recycling at least a por into the glycerolysis reactor for reaction with the free fatty
tion of the purified methanol product into the second means acid; and second pump for recycling at least a portion of the
for continuously reacting for reaction with the glyceride. purified methanol product into the transesterification reactor
In yet another preferred embodiment, the invention is a for reaction with the glyceride.
system for the production of biodiesel from a lipid feedstock In another preferred embodiment, the invention is a process
comprising a free fatty acid, said system comprising: means 25 for the production of biodiesel from a lipid feedstock com
for introducing a lipid feedstock to a conditioning reactor, prising a plurality of free fatty acids, said process comprising:
means for conditioning the lipid feedstock that is operative to reacting the plurality of free fatty acids in the lipid feedstock
heat, mix and filter the lipid feedstock to produce a condi with a purified glycerin product in a glycerolysis reactor,
tioned lipid feedstock; first means for reacting the free fatty wherein the plurality of free fatty acids in the feedstock is
acid in the conditioned lipid feedstock comprising a glycer 30 mixed with the purified glycerin product in an agitated vessel
olysis reactor that is operative to continuously react the free to produce a glycerolysis reactor effluent stream that contains
fatty acid in the feedstock with glycerinto produce a glycer less than 0.5 percent by weight of free fatty acids and a
ide via a glycerolysis reaction; second means for reacting the plurality of glycerides, the purified glycerin product being
glyceride comprising a transesterification reactor that is added to the glycerolysis-reactor in the range of about 110
operative to continuously convert the glyceride to a fatty acid 35 percent to about 400 percent of the stoichiometric amount of
methyl ester and glycerin via an alkali catalyzed transesteri glycerin required for the glycerolysis reaction, and water
fication reaction; means for separating the fatty acid methyl being continuously removed from the glycerolysis reactor as
ester from the glycerin that is operative to produce a first a vapor through a vent in the reactor headspace; reacting the
liquid phase in which the fatty acid methyl ester is concen plurality of glycerides contained in the glycerolysis effluent
trated and a second liquid phase in which glycerin is concen 40 stream with an alcohol in a transesterification reactor,
trated that are continuously separated to produce a fatty acid wherein the plurality of glycerides are mixed with said alco
methyl ester rich stream and a glycerin rich stream; first hol and a catalyst to produce a transesterification reactor
means for purifying the fatty acid methyl ester rich stream and effluent stream that contains a plurality of fatty acid alkyl
first means for recovering methanol from the fatty acid esters and glycerin, the alcohol being added to the transes
methyl ester rich stream that are operative to produce a puri 45 terification reactor as a purified alcohol product at a rate equal
fied biodiesel product and a first wet methanol stream; second to about 200 percent of the stoichiometric amount of alcohol
means for purifying the glycerin rich stream and means for required for the catalyzed reaction, and the catalyst being
recovering methanol from the glycerin rich stream that are added to the transesterification reactor at a rate sufficient to
operative to produce a purified glycerin product and a second catalyze the reaction; separating the plurality of fatty acid
wet methanol stream; third means for purifying the wet 50 alkyl esters from the glycerin in the transesterification efflu
methanol streams by removing water from them that is opera ent stream by the difference in their densities, wherein the
tive to produce a purified methanol product; first means for force of gravity or centrifugal force is used to separate two
recycling at least a portion of the purified glycerin product distinct immiscible phases, a first liquid phase in which the
into the glycerolysis reactor for reaction with the free fatty plurality of fatty acid alkyl esters are concentrated and a
acid; and second means for recycling at least a portion of the 55 second liquid phase in which glycerin is concentrated, to
purified methanol product into the transesterification reactor produce a fatty acid alkyl ester rich stream and a glycerin rich
for reaction with the glyceride. stream; purifying the fatty acid alkyl ester rich stream by
In another preferred embodiment, the invention is a system using the differences in the vapor pressures of the compo
for the production of biodiesel from a lipid feedstock com nents of the fatty acid alkyl ester rich stream, and recovering
prising a free fatty acid, said system comprising: a condition 60 a first alcohol stream, a high purity biodiesel product and a
ing reactor that is operative to heat, mix and filter the lipid first high boiling point impurities stream; purifying the glyc
feedstock to produce a conditioned lipid feedstock; an in-line erin rich stream and recovering a second alcohol stream, the
free fatty acid titration device that is operative to quantify the purified glycerin product and a second high boiling point
concentration of the free fatty acid in the conditioned lipid impurities stream; purifying the recovered alcohol streams by
feedstock; a continuous glycerolysis reactor that is operative 65 removing water from them to produce the purified alcohol
to continuously react the free fatty acid in the conditioned product; recycling at least a portion of the purified glycerin
lipid feedstock with glycerin to produce a glyceride via a product into the glycerolysis reactor for reaction with the free
US 7,806,945 B2
17 18
fatty acids in the feedstock; and recycling at least a portion of erin distillation column or a glycerin fractionation column
the purified methanol product into the transesterification and in a decolorization column; purifying the wet alcohol
operation for reaction with the plurality of glycerides. Pref streams by removing water to produce a purified alcohol
erably, the process further comprises: prior to the step of product, wherein the wet alcohol streams are purified in an
reacting the plurality of free fatty acids, conditioning the alcohol distillation column or an alcohol fractionation col
feedstock by elevating the temperature of the feedstock to at umn; and recycling at least a portion of the purified alcohol
least 35°C., mixing the feedstock and filtering out insoluble product into the transesterification reactor for reaction with
Solids to generate a uniform mixture of glycerides, free fatty the glyceride.
acids and unsaponafiable materials. Preferably, the glyceroly
sis reactor is a continuous reactor and the step of reacting the 10 In another preferred embodiment, the invention is a process
plurality of free fatty acids is carried out in a continuous for the production of biodiesel from a lipid feedstock com
fashion. Preferably, the step of reacting the plurality of free prising a plurality of free fatty acids, said process comprising:
fatty acids is carried out in a series of at least two continuous reacting the plurality of free fatty acids in the lipid feedstock
stirred tank reactors. Preferably, the step of reacting the plu with a purified glycerin product in a glycerolysis reactor,
rality of free fatty acids is carried out without a catalyst at a 15 wherein the plurality of free fatty acids in the feedstock is
temperature between 150° C. and 250° C. and at a pressure mixed with the purified glycerin product in an agitated vessel
between 0.1 pounds per square inch absolute and 7.0 pounds to produce a glycerolysis reactor effluent stream that contains
per square inch absolute. Preferably, the vapor vented from less than 0.5 percent by weight of free fatty acids and a
the glycerolysis reactor is fractionated to yield a liquid frac plurality of glycerides, the purified glycerin product being
tion having a high concentration of glycerin and a vapor added to the glycerolysis reactor in the range of about 110
fraction having a high concentration of water, the liquid frac percent to about 400 percent of the stoichiometric amount of
tion being recycled to the glycerolysis reactor. Preferably, the glycerin required for the glycerolysis reaction, and water
transesterification reactor is a continuous reactor and the step being continuously removed from the glycerolysis reactor as
of reacting the plurality of glycerides is carried out in a a vapor through a vent in the reactor headspace; reacting the
continuous fashion. Preferably, the step of reacting the plu 25
plurality of glycerides contained in the glycerolysis effluent
rality of glycerides is carried out in a plug flow reactor. Pref stream with an alcohol in a transesterification reactor,
erably, the step of reacting the plurality of glycerides is car wherein the plurality of glycerides are mixed with said alco
ried out in a series of at least two continuous stirred tank
reactors. Preferably, the step of reacting the plurality of glyc hol and a catalyst to produce a transesterification reactor
erides is carried out in the presence of a caustic alkali catalyst 30 effluent stream that contains a plurality of fatty acid alkyl
selected from the group consisting of lithium hydroxide, esters and glycerin, the alcohol being added to the transes
sodium hydroxide and potassium hydroxide. Preferably, at terification reactor as a purified alcohol product at a rate equal
least a portion of the glycerin is removed from the transes to about 200 percent of the stoichiometric amount of alcohol
terification reactor before the step of reacting the plurality of required for the catalyzed reaction, and the catalyst being
glycerides is complete. Preferably, multiple methanol or cata 35 added to the transesterification reactor at a rate sufficient to
lyst additions are made to the transesterification reactor. catalyze the reaction; separating the plurality of fatty acid
In another preferred embodiment, the invention is a process alkyl esters from the glycerin in the transesterification efflu
for the production of biodiesel from a feedstock comprising a ent stream by means of membrane filtration into two distinct
glyceride, said process comprising: reacting the glyceride in immiscible phases, a first liquid phase in which the plurality
the feedstock with a purified alcohol product comprising an 40 offatty acid alkyl esters are concentrated and a second liquid
alcohol in a transesterification reactor, wherein the glyceride phase in which glycerin is concentrated, to produce a fatty
is mixed with said purified alcohol product and continuously acid alkyl ester rich stream and a glycerin rich stream; puri
reacted with the alcohol at an appropriate temperature and fying the fatty acid alkyl ester rich stream by using the dif
pressure in an alkali catalyzed transesterification reaction to ferences in the vapor pressures of the components of the fatty
produce a transesterification reactor effluent stream that con 45
acid alkyl ester rich stream, and recovering a first alcohol
tains a fatty acid alkyl ester and glycerin, the purified alcohol stream, a high purity biodiesel product and a first high boiling
product being added to the transesterification reactor at a rate point impurities stream; purifying the glycerin rich stream
that is greater than the Stoichiometric amount of alcohol and recovering a second alcohol stream, the purified glycerin
required for the alkali catalyzed transesterification reaction; product and a second high boiling point impurities stream;
separating the plurality of fatty acid alkyl esters from the 50
purifying the recovered alcohol streams by removing water
glycerin in the transesterification effluent stream in a continu from them to produce the purified alcohol product; recycling
ous operation, wherein a first liquid phase in which the plu
rality of fatty acid alkyl esters are concentrated and a second at least a portion of the purified glycerin product into the
liquid phase in which glycerin is concentrated are continu glycerolysis reactor for reaction with the free fatty acids in the
ously separated to produce a fatty acid alkyl ester rich stream 55 feedstock; and recycling at least a portion of the purified
and a glycerinrich stream; purifying the fatty acid alkyl ester alcohol product into the transesterification operation for reac
rich stream in a fatty acid alkyl ester distillation column or a tion with the plurality of glycerides.
fatty acid alkyl ester fractionation column and recovering the Other objects and advantages of the present invention are
alcohol from it to produce a purified biodiesel product and a involved in filtration, glycerolysis, transesterification, sepa
first wet alcohol stream; purifying the glycerin rich stream 60 rations, solvent recovery, product purification and decolora
and recovering the alcohol from it to produce the purified tion, and will become obvious to the reader. These and other
glycerin product and a second wet alcohol stream, wherein aspects of the invention will become apparent from consid
the alkali in the glycerin rich stream is reacted with an acid to eration of the drawings and the ensuing description of pre
produce an insoluble salt that is removed from the glycerin ferred embodiments of the invention. A person skilled in the
rich stream and thereafter filtered and rinsed with the alcohol, 65 art will realize that other embodiments of the invention are
the pH of the glycerin rich stream being adjusted to neutral possible and that the details of the invention can be modified
and the glycerin rich stream being further purified in a glyc in a number of respects, all without departing from the con
US 7,806,945 B2
19 20
cept. Thus, the following drawings and description are to be 126 glycerolysis reaction Subsystem
regarded as illustrative in nature and not restrictive. 128 glycerin addition apparatus
132 input heater
BRIEF DESCRIPTION OF THE SEVERAL 134 first glycerolysis reactor
VIEWS OF THE DRAWINGS 136 second glycerolysis reactor
138 glycerolysis effluent cooler
The features of the invention will be better understood by 142 alkali catalyzed transesterification Subsystem
reference to the accompanying drawings which illustrate 144 methanol metering apparatus
presently preferred embodiments of the invention. In the 146 potassium hydroxide metering apparatus
drawings: 10 148 methoxide addition apparatus
FIG. 1 is a schematic flow diagram for a preferred embodi 150 first transesterification reactor
ment of the invention. 151 second transesterification reactor
FIG. 2 is a schematic block diagram for another preferred 152 phase separation subsystem
embodiment of the invention. 154 phase separation tank, phase separation unit, continu
The following reference numerals are used to indicate the 15 ous clarifier
parts and environment of the invention on the drawings: 156 biodiesel purification subsystem
10 biodiesel production process 158 FAME fractionation column, FAME distillation col
12 feedstock introduction step, introducing step l
14 feedstock conditioning step, feedstock conditioning 162 catalyst separation Subsystem
operation 164 phosphoric acid addition apparatus
16 feedstockheating and mixing step 166 catalyst precipitation reactor
18 free fatty acid quantification step 168 methanol
24 first separation step, feedstock filtration step, first sepa 170 catalyst precipitation reactor effluent filter
ration operation 171 potassium phosphate
26 glycerolysis reaction step, glycerolysis operation 25
172 permeate separation tank
28 glycerin addition step
32 heating step 174 pH neutralization tank
34 glycerolysis step 176 free fatty acid recycling apparatus
35 water venting step 180 glycerin purification subsystem
38 glycerolysis effluent cooling step 30 184 glycerin distillation or fractionation column
42 alkali catalyzed transesterification step, transesterifica 186 glycerin decolorization column, activated carbon bed
tion operation 190 methanol purification subsystem
44 alcohol metering step 192 glycerin recycling apparatus
46 catalyst metering step 194 methanol recycling apparatus
48 methoxide addition step 35 196 biodiesel delivery vehicle
50 transesterification step 198 glycerin delivery vehicle
52 second separation step, second separation operation,
transesterification effluent separation step DETAILED DESCRIPTION OF THE INVENTION
54 phase separation step
56 biodiesel purification step, fatty acid methyl esters puri 40 Referring to FIG. 1, a preferred embodiment of a process
fication step for the conversion of high free fatty acid feedstocks into
58 biodiesel distillation step biodiesel is presented. Biodiesel production process 10 pref
62 catalyst separation step erably comprises a number of unit operations as described
64 phosphoric acid addition step below.
66 catalyst precipitation step 45 In feedstock introduction step 12, the feedstock is intro
68 methanol washing step duced to process 10. The introduced feedstock is preferably
70 catalyst precipitation reactor effluent filtration step conditioned in feedstock conditioning operation 14 compris
71 salt recovery step ing feedstockheating and mixing step 16 in which the high
72 permeate separation step free fatty acid feedstock is heated and mixed to ensure a
74 pH neutralization step 50 uniform, heterogeneous mixture with uniform viscosity, free
76 free fatty acid recycling step fatty acid quantification step 18 in which the concentration of
80 glycerin purification step, glycerin refining operation free fatty acids in the feedstock is measured, and first sepa
84 glycerin distillation or fractionalization step, glycerin ration operation 24 in which solid (insoluble) substances are
separation step removed. In a preferred embodiment, free fatty acid measure
86 glycerin decolorization step 55 ment is performed by an automatic titration device.
88 methanol purification step Preferably, the conditioning step is carried out and pro
90 methanol distillation or fractionalization step duces a conditioned feedstock with a temperature in the range
92 glycerin recycling step of about 35° C. to about 250° C. and more preferably in the
94 methanol recycling step range of about 45° C. to about 65°C. In a preferred embodi
96 biodiesel delivery step 60 ment, the feedstock is heated to a temperature in the range of
98 glycerin delivery step about 55° C. to about 65° C., mixed by an agitator with a
110 biodiesel production system power input per unit volume of about 0.5 W/gal to about 1.5
112 feedstock introduction subsystem W/gal. It is then filtered using a rotary screen to remove solids
114 feedstock conditioning Subsystem having a dimension over about 0.01 inch to produce a condi
116 feedstockheating and mixing vessel 65 tioned feedstock. In a preferred embodiment, the rotary
118 free fatty acid titration device screen is a Model No. IFO 1824, manufactured by IPEC
124 filter Industries of Burnaby, BC, Canada.
US 7,806,945 B2
21 22
The conditioned feedstock is introduced to glycerolysis agitator with a power to unit volume of about 3.0 W/gal to
reaction step 26 which preferably comprises glycerin addi about 50 W/gal and continuously reacted with the methanol at
tion step 28, heating step 32, glycerolysis step 34 in which a temperature in the range of about 25°C. to about 65° C. and
free fatty acids are converted to glycerides and glycerolysis at a pressure of about 1 bar in an alkali catalyzed reaction to
effluent cooling step 38. Preferably, glycerolysis reaction step produce a transesterification reactor effluent stream that con
26 further comprises: performing the glycerolysis reaction at tains a plurality of fatty acid methyl esters and glycerin.
a temperature in the range of about 150° C. to about 250° C.; Preferably, the methanol is added to the transesterification
and removing water from the environment of the glycerolysis reactor at a rate equal to about 200 percent of the stoichio
reaction. More preferably, glycerolysis reaction step 26 fur metric amount of methanol required for the catalyzed reac
ther comprises using two or more continuous stirred tank 10 tion and the potassium hydroxide is added to the transesteri
reactors in series. fication reactor at a rate of about 0.5 percent by weight to 2.0
In a preferred embodiment, the free fatty acids in the feed percent by weight of glycerides present in the glycerolysis
stock are mixed with a purified glycerin product using an effluent stream. More preferably, the potassium hydroxide is
agitator with a power input per unit volume of about 5.5W/gal dissolved in the methanol prior to their introduction to the
to about 60 W/gal and continuously reacted with the purified 15 transesterification reactor. Preferably, the transesterification
glycerin product in the absence of a catalyst at a temperature reactor comprises at least two continuous stirred tank reactors
of about 220° C. and at a pressure of about 2 pounds per that are operated in series, said reactors having a combined
square inch absolute in a glycerolysis reaction to produce a residence time of not more than about 90 minutes.
glycerolysis reactor effluent stream that contains less than 0.5 The effluent from transesterification reaction step 42 is
percent by weight of free fatty acids and a plurality of glyc preferably introduced to second separation operation 52 in
erides. Preferably, the purified glycerin product is continu which a light phase (specific gravity 0.69-0.74) is separated
ously added to the glycerolysis reactorata rate in the range of from a heavy phase (specific gravity 0.90-0.97). In biodiesel
about 110 percent to about 400 percent of the stoichiometric purification step (operation) 58, excess methanol and high
amount of glycerin required for the glycerolysis reaction and boiling impurities are preferably separated from fatty acid
water is continuously removed from the glycerolysis reactor 25 methyl esters in the light phase and methanol is collected for
as a vapor through a fractionation column that returns con reuse. Preferably, separating the fatty acid methyl esters from
densed glycerin to the glycerolysis reactor. In a preferred the glycerin involves using the density difference between the
embodiment, the esterification vacuum system draws the first light liquid phase and the second heavy liquid phase to
vapor through a heat exchanger to condense the water vapor separate them. In biodiesel purification step 56, differences in
and reduce the energy requirement for the vacuum source. 30 component vapor pressures are used to separate excess
Preferably, the glycerolysis reactor comprises at least two methanol and high-boiling impurities from fatty acid methyl
continuous stirred tank reactors that are operated in series, the esters in the light phase, and methanol is collected for reuse.
reactors having a combined residence time of not greater than In a preferred embodiment, second separation step 52 com
about 200 minutes for feedstock with a 20 percent by weight prises: separating the fatty acid methyl esters from the glyc
free fatty acid concentration. 35 erin in the transesterification effluent stream in a continuous
The effluent from glycerolysis reaction step 26 is intro clarifier in phase separation step 54. Preferably, in the con
duced to alkali catalyzed transesterification reaction step (op tinuous clarifier, a first light liquid phase in which the plural
eration) 42 which preferably comprises alcohol metering step ity of fatty acid methyl esters are concentrated and a second
44, catalyst metering step 46, methoxide addition step 48 and heavy liquid phase in which glycerin is concentrated are
transesterification step 50 in which the glycerides undergo 40 continuously separated at a temperature of about 25°C. to
transesterification. Preferably, transesterification reaction about 65° C. to produce a fatty acid methyl ester rich stream
step further comprises: contacting the glycerides with an and a glycerin rich stream.
effective amount of methanol and an effective amount of In preferred embodiments, the light phase is separated in
alkali catalyst under conditions wherein the glycerides, the fatty acid methyl esters purification step 56. In step 56, dif
effective amount of methanol and the effective amount of 45 ferences in component vapor pressures are used to separate
alkali catalyst come into Substantially intimate contact. Pref excess methanol and high-boiling impurities from fatty acid
erably, the alkali catalyst is selected from the group consisting methyl esters in the light phase, and methanol is collected for
of Sodium hydroxide, and potassium hydroxide. reuse. Preferably, purifying the fatty acid methyl ester rich
Preferably, transesterification reaction step 42 further com stream step 58 further comprises: using a distillation column
prises: performing the transesterification reaction at a tem 50 to separate the fatty acid methyl ester rich stream into a
perature in the range of about 20°C. to about 250° C. and at bottoms fraction, an overhead fraction comprising primarily
an absolute pressure in the range of about 1 bar to about 250 methanol, and a side stream fraction comprising a fatty acid
bar. More preferably, transesterification reaction step 42 fur methyl ester product. Preferably, the bottoms fraction pro
ther comprises: performing the transesterification reaction at duced by the distillation column comprises impurities, unsa
a temperature in the range of about 25°C. to about 65° C. and 55 ponafiable materials, unreacted monoglycerides, unreacted
at an absolute pressure of about 1 bar. Preferably, a mixer with diglycerides, unreacted triglycerides and free fatty acids.
a power to unit volume of about 3.0 W/gal to about 50 W/gal Preferably, the fatty acid methyl ester product produced by
to mix the glyceride, the effective amount of methanol and the the distillation column meets ASTM specification D 6751-02.
effective amount of alkali catalyst. In a preferred embodi Preferably, the overhead fraction produced by the distillation
ment, the alcohol and alkali catalyst are mixed at prescribed 60 column comprises essentially methanol. Preferably, the dis
rates prior to their addition to the transesterification reaction tillation column is operated at a pressure below about 2
operation. pounds per square inch absolute and at a temperature in the
In a preferred embodiment, transesterification reaction range of about 180° C. to about 280° C. More preferably, the
step 42 comprises: reacting the plurality of glycerides con distillation column is operated at a pressure in the range of
tained in the glycerolysis effluent stream with methanol in a 65 about 0.1 pounds per square inch absolute to about 1 pound
transesterification reactor, wherein the plurality of glycerides per square inch absolute and at a temperature in the range of
are mixed with said methanol and potassium hydroxide by an about 180° C. to about 230° C. Preferably, the distillation
US 7,806,945 B2
23 24
column contains packing material that is operative to achieve Referring to FIG. 2, a preferred embodiment of system 110
high efficiency vacuum distillation. More preferably, the dis for the conversion of high free fatty acid feedstocks into
tillation column is packed with a structured packing. biodiesel is presented. Biodiesel production system 110 pref
In preferred embodiments, the heavy phase from second erably comprises the Subsystems and reactors described
separation step 52 is treated in catalyst separation step 62 below.
comprising mineral acid addition step 64, catalyst precipita In feedstock introduction subsystem 112, the feedstock is
tion step 66 in which the alkali catalyst is reacted with a introduced to system 110. In a preferred embodiment, a feed
mineral acid to produce a solid precipitate, catalyst precipi material is composed of between 0 and 100 percent free fatty
tation reactor effluent filtration step 70 in which methanol acid content, with the remainder comprising mono-, di- and
washing step 68 occurs before the alkali salt precipitate is 10 tri-glycerides, moisture, impurities and unsaponafiables
removed in salt recovery step 71, permeate separation step 72 (MIU).
in which the precipitate-free permeate is separated into two In preferred embodiments, the introduced feedstock is con
liquid phases, with the fatty acids and fatty acid methyl esters ditioned in feedstock conditioning Subsystem 114 compris
floating to the top and the glycerin and most of the methanol ing feedstockheating and mixing vessel 116 in which the high
sinking to the bottom, pH neutralization step 74 in which the 15 free fatty acid feedstock is heated and mixed to ensure a
pH of the glycerin is increased, and free fatty acid recycling uniform, heterogeneous mixture with uniform viscosity, free
step 76. fatty acid inline titration device 118 in which the concentra
In preferred embodiments, crude glycerin is treated in tion of free fatty acids in the feedstock is measured, and filter
glycerin purification step 80 which comprises glycerin puri 124 in which solid insoluble substances are removed. Prefer
fication by differences in component vapor pressures. A pre ably, the feed material is heated in feedstock heating and
ferred embodiment comprises distillation or fractionation mixing vessel 116 to ensure that all of the available lipids are
step 84 in which methanol and high boiling impurities are liquid and solids are Suspended. The applicants have found
separated from the glycerin. Glycerin decolorization step that temperatures in the range of at least 35 degrees () Cen
(operation) 86 comprises using a packed bed of activated tigrade (C) but not more than 200°C., are adequate to melt the
carbon to remove color from the distilled glycerin. 25 lipids, decrease their viscosity and allow thorough mixing of
Preferably, in purifying the glycerin rich stream and recov the feedstock. The methods employed to provide agitation
ering methanol from it to produce the purified glycerin prod and increase temperature are considered to be obvious to
uct and a wet methanol stream, the potassium hydroxide in those skilled in the art, but the preferred embodiment of this
the glycerin rich stream is reacted with phosphoric acid or invention uses a jacketed stirred tank.
sulfuric acid to produce an insoluble salt having fertilizer 30 The concentration of free fatty acid in the conditioned
value that is removed from the glycerinrich stream in a solids feedstock is then measured in on-line free fatty acid titration
separation operation and thereafter filtered and rinsed with device 118. The concentration is measured continuously to
methanol, the pH of the glycerinrich stream being adjusted to allow continuous control of downstream process steps.
about neutral by adding a caustic alkali Solution and then The heated mixture is then filtered in feedstock filter 124 to
further purified in a glycerin distillation column that is oper 35 remove substantially all insoluble solids greater than 100
ated at a temperature in the range of about 180° C. to about microns in size that could damage downstream processing
230° C. and at a pressure in the range of about 0.1 pounds per units. There are many types of commercially-available Solids
square inch absolute to about 1 pounds per square inch abso separation equipment capable of performing this separation
lute and in a decolorization column comprising a packedbed and their substitution would have been obvious to those
of activated carbon operated at a temperature in the range of 40 skilled in the art. In a preferred embodiment, a rotary screen
about 40° C. to about 200° C. is used.
Preferably, the wet methanol is treated in methanol purifi In preferred embodiments, the conditioned feedstock is
cation step 88 in which water is removed from the wet metha introduced to glycerolysis reaction subsystem 126 which
nol. More preferably, the water is removed by vapor pressure comprises glycerin addition apparatus 128, input heater 132,
differences or adsorption. In a preferred embodiment, the 45 first glycerolysis reactor 134 and second glycerolysis reactor
methanol is purified by distillation or fractionation in metha 136 and glycerolysis effluent cooler 138. The filtered product
nol distillation or fractionation step 90. In preferred embodi of step 24 is combined with glycerin and Subjected to condi
ments, purifying the wet methanol stream comprises remov tions that promote the glycerolysis reaction in glycerolysis
ing water from it to produce a purified methanol product. reaction subsystem 126. In preferred embodiments, these
Preferably, the wet methanol stream is purified in a methanol 50 conditions area temperature between about 150° C. and about
distillation column that is operated at a temperature in the 250° C. and a pressure between about 0.1 pounds per square
range of about 60° C. to about 110°C. and at a pressure in the inch, absolute (psia) and about 30 psia. A more preferred
range of about 14 pounds per square inch absolute to about 20 condition is a temperature of about 220° C. and a pressure of
pounds per square inch absolute. about 2 psia. Glycerin is added to the filtered grease feedstock
In glycerin recycling step 92, glycerin is preferably 55 in excess of the free fatty acid molar quantity of the grease
recycled to step 28 and in methanol recycling step 94, metha feedstock. This excess is in the range of 10 percent to 300
nol is preferably recycled to step 44. Preferably, glycerin percent excess glycerin (from 110 percent to 400 percent of
recycling step 92 involves recycling at least a portion of the the Stoichiometric amount). In this embodiment, the glycer
purified glycerin product into the glycerolysis reactor for olysis reactors used as elements 134 and 136 are configured as
reaction with the plurality of free fatty acids in the feedstock. 60 two heated, continuous stirred tank reactors (CSTRs) in
Preferably, the methanol recycling step involves recycling at series. In these vessels, the mixture of glycerin and grease
least a portion of the purified methanol product into the trans (containing free fatty acids) is agitated to keep the two immis
esterification reactor for reaction with the plurality of glycer cible fluids in intimate contact. In a preferred embodiment,
ides. The additional methanol required for the transesterifi mixing is provided by an agitator with a power input per unit
cation reaction is Supplied to the methoxide tank. Biodiesel is 65 volume of about 20 W/gal to about 25 W/gal to achieve
delivered to its market in biodiesel delivery step 96 and glyc intense micromixing and high free fatty acid conversion rates.
erin is delivered to its market in glycerin delivery step 98. Under these conditions, the free fatty acids are converted into
US 7,806,945 B2
25 26
glycerides (mono-, di-, or tri-glycerides) with the production liquid separator would be obvious to one skilled in the art. In
of water. The water is vented as vapor and removed from the a preferred embodiment, continuous clarifier 154 is used.
system together with any water that was initially present in Preferably, in biodiesel purification subsystem 156, excess
the feedstock in water vapor vent 135. The free fatty acid methanol and high-boiling impurities are separated from fatty
content of the reactor effluent stream in this preferred 5 acid methyl esters in the light phase in FAME fractionation
embodiment of the invention can consistently be maintained column 158 and methanol is collected for reuse. Preferably,
at less than 0.5 percent w/w. Because of the corrosive nature purifying the fatty acid methyl ester rich stream Subsystem
of free fatty acids, the glycerolysis reactor is preferably con 156 further comprises: FAME distillation column 158 for
structed of materials resistant to organic acids. Suitable mate separating the fatty acid methyl ester rich stream into a bot
rials include stainless steel, Teflon R fluorocarbon, glass or 10 toms fraction, an overhead fraction comprising primarily
coated carbon Steel.
The effluent from glycerolysis reaction subsystem 126 methanol, and a side stream fraction comprising a fatty acid
methyl ester product. Preferably, the bottoms fraction pro
contains mono-, di-, and tri-glycerides and residual fatty duced by FAME distillation column 158 comprises impuri
acids. The glycerolysis reaction effluent is introduced to ties, and unsaponafiable materials, unreacted monoglycer
alkali catalyzed transesterification subsystem 142 which 15 ides, unreacted diglycerides, unreacted triglycerides and fatty
preferably comprises methanol metering apparatus 144, acids. Preferably, the fatty acid methyl esterproduct produced
potassium hydroxide metering apparatus 146, methoxide by FAME distillation column 158 meets ASTM specification
addition apparatus 148 and first transesterification reactor D6751-02. Preferably, the overhead fraction produced by
150 and second transesterification reactor 151 in which the
glycerides undergo transesterification. FAME distillation column 158 comprises essentially metha
nol. Preferably, FAME distillation column 158 is operated
In transesterification reaction Subsystem 142, the glycer underpressure below about 2 pounds per square inch absolute
ides are transesterified with an alkali catalyst and a simple and at a temperature in the range of about 180° C. to about
alcohol having 1 to 5 carbons. In a preferred embodiment, the 280° C. More preferably, FAME distillation column 158 is
alkali catalyst is potassium hydroxide and the alcohol is operated under pressure in the range of about 0.1 pounds per
methanol. The residual FFAS are saponified consuming a 25 square inch absolute to about 2 pounds per square inch abso
molar quantity of alkali catalyst equal to the number of moles lute and at a temperature in the range of about 180°C. to about
of FFA present. 230° C. Preferably, FAME distillation column 158 contains
The transesterification (TE) reaction is preferably cata high efficiency structured packing material.
lyzed by potassium methoxide, which is formed from the The heavy phase separated in phase separation tank 154 is
addition of potassium hydroxide to methanol. The amount of 30 preferably treated in catalyst separation Subsystem 162 com
potassium hydroxide added is preferably equivalent to 0.5
prising phosphoric
percent to 2.0 percent w/w of the glycerides present in the cipitation reactor 166, acid addition apparatus 164, catalyst pre
feed solution. The methanol and catalyst are combined and filter 170 in which washing catalyst precipitation reactor effluent
added to the solution of glycerides coming from the glycer the potassium phosphate precipitate with methanol 168 occurs before
olysis reactors by methoxide addition apparatus 148. A two 35 filter, permeate separation tank 172,171 pH
is removed from the
neutralization tank
times (200 percent) stoichiometric excess of methanol based and free fatty acid recycling apparatus 176.
upon the molar concentration offatty acids tied up as glycer
ides is added to the reaction mixture. Upon entering each In preferred embodiments, in catalyst separation Sub
transesterification reactor 150 and 151, the two-phase system system 162, the crude glycerin phase is pumped to a catalyst
undergoes vigorous mixing. Preferably, the reaction tempera- 40 precipitation reactor where a mineral acid 164 is added. Pref
ture is held between about 25° C. and about 65° C. At this erably, the amount of acid added is a molar quantity equal to
temperature, the miscibility of the phases is limited and mix the molar quantity of alkali catalyst used in the transesterifi
ing is required to achieve a high conversion rate. The resi cation reaction. The product of the reaction is an insoluble salt
dence time required is dependent on glyceride composition of that can be separated as a solid. In addition to forming an
the feed (between mono-, di- and tri-glycerides), tempera 45 insoluble salt, the acid converts Soaps formed in transesteri
ture, catalyst concentration and mass transfer rate. Thus, agi fication reaction Subsystem 142 to free fatty acids. In a pre
tation intensity is preferably considered in selecting a resi ferred embodiment, potassium hydroxide is used as the trans
dence time. Typically, the residence time required for greater esterification catalyst, and the precipitation reaction uses
than (>) 99 percent conversion of tri-glycerides to methyl phosphoric acid to form monobasic potassium phosphate.
esters is 20 to 30 minutes. In the transesterification reactor, 50 This salt is not soluble in this system and can be removed by
the presence of potassium hydroxide, methanol, and fatty simple filtration. As the potassium phosphate salt is filtered in
acid esters can be corrosive. In a preferred embodiment, at catalyst precipitation reactor effluent filter 170, methanol 168
least two CSTRs in series are used. Suitable resistant mate is used to wash glycerin and other process chemicals off of the
rials are preferably chosen for the reactors. precipitate.
In preferred embodiments, the effluent from transesterifi 55 The permeate from catalyst precipitation reactor effluent
cation Subsystem 142 is introduced to phase separation Sub filter 170 is sent to another phase separation operation where
system 152 which comprise phase separation tank 154 in two liquid phases form and separate according to their rela
which a light phase (specific gravity 0.69-0.74) is separated tive specific gravities in permeate separation tank 172. Glyc
from a heavy phase (specific gravity 0.90-0.97). The effluent erin, water, impurities and most of the methanol report to the
streams from the phase separator are a light phase (FAMEs) 60 bottom or heavy phase, while FAME, some methanol and
comprised of methanol and methyl esters (biodiesel), a frac fatty acids report to the top, or light phase. The light phase is
tion of the excess alcohol and some impurities, and a heavy combined with the light phase from the previous phase sepa
phase (crude glycerin) containing glycerin, alcohol, FAMEs, ration subsystem (subsystem 152) and sent to the FAME
Soaps, alkali catalyst, a trace of water and some impurities. fractionation column 158. The heavy phase is sent to a reac
Phase separation unit 154 is preferably a conventional liquid/ 65 tion operation where any residual acid is neutralized in pH
liquid separator, capable of separating of the heavy phase neutralization reactor 174 by adding a small amount of caus
from the light phase. Selection of a specific type of liquid/ tic. In a preferred embodiment, this is performed in a CSTR.
US 7,806,945 B2
27 28
Following pH neutralization reactor 174, the crude glyc added. The potassium hydroxide was added at a rate of 1.1
erin phase is sent to the glycerin refining Subsystem 180, lbs/min and mixed with 22 lbs/min of methanol. The trans
where the methanol and water are separated and collected for esterification took place in two CSTRs in series, each with a
reuse and the glycerin is separated from the high boiling two-hour residence time.
impurities. In a preferred embodiment, glycerin separation is The transesterified product was then fed to a phase sepa
performed in glycerin distillation or fractionation column 184 ration tank where the majority of the FAMEs and a small
with a glycerin side draw. In preferred embodiments, the concentration of the unreacted methanol floated to the top.
distilled glycerin is treated in glycerin decolorization column The glycerin, the majority of the unreacted methanol. Some
186 in which activated carbon is used to remove color from FAMEs, potassium hydroxide and soaps sank to the bottom.
the distilled glycerin. 10 The bottom, or heavy phase was sent to an acidification
The methanol recovered from the distillation column con reactor where the potassium hydroxide catalyst added in the
tains trace amounts of water and is therefore considered a transesterification step was reacted with 1.96 lbs/min phos
“wet' methanol stream that must be purified prior to reuse in phoric acid. The Soaps converted back to free fatty acids and
the process in methanol purification subsystem 188. This the potassium hydroxide was neutralized. The product of this
“wet' methanol stream is collected and purified by distilla 15 acidification was monobasic potassium phosphate, which
tion in methanol purification column 190 before being was not soluble in this system.
pumped back into the inventory storage tanks. The monobasic potassium phosphate precipitate was fil
The distilled glycerin stream is then subjected to decolori tered out and the permeate was fed to a second phase separa
zation through activated carbon bed 186. The feed enters the tion tank where the FAMEs and free fatty acids present in the
column from the bottom and is allowed to flow upwards permeate floated to the top and the glycerin and methanol
through the activated carbon bed resulting in a colorless, sank to the bottom. The top, or light, phase was mixed with the
solventless and salt free glycerin that is >95 percent pure. light phase from the first phase separation tank and fed to the
In preferred embodiments, glycerin recycling pump 192 is FAME fractionation column. The pH of the heavy phase was
used to recycle glycerin to glycerin addition apparatus 128. adjusted back to 7.5 with potassium hydroxide and fed to the
Methanol recycling apparatus 194 is preferably used to 25 glycerin fractionation column.
recycle methanol to methanol metering apparatus 144. The glycerinfractionation column recovered 10 lbs/min of
Biodiesel is delivered to its market in biodiesel delivery methanol and 18 lbs/min of glycerin. The glycerin produced
vehicle 196 and glycerin is delivered to its market in glycerin was more than 95 percent pure with non-detectable concen
delivery vehicle 198. trations of salts and methanol. This glycerin stream was split
With respect to the above description then, it is to be 30 into two streams: 13 lbs/min was recycled back to the glycerin
realized that the optimum dimensional relationships for the feed tank for the glycerolysis reaction and 5 lbs/min was
parts of the invention, to include variations in size, materials, pumped through the decolorization column and collected for
shape, form, function and manner of operation, assembly and market.
use, are deemed readily apparent and obvious to one skilled in The two light phase streams were fed to the FAME frac
the art, and all equivalent relationships to those illustrated in 35 tionation column where 2 lbs/min of methanol was recovered
the drawings and described in the specification are intended to and 92 lbs/min of FAMEs meeting ASTM D 6751-02 (Stan
be encompassed by the present invention. dard Specification for Biodiesel Fuel (B100) Blend Stock for
Therefore, the foregoing is considered as illustrative only Distillate Fuels) were produced.
of the principles of the invention. Further, since numerous
modifications and changes will readily occur to those skilled 40 WORKING EXAMPLE NO. 2
in the art, it is not desired to limit the invention to the exact
construction and operation shown and described, and accord Fancy bleachable inedible tallow with a free fatty acid
ingly, all Suitable modifications and equivalents may be concentration of 4 percent by weight and 0.5 percent MIU
resorted to, falling within the scope of the invention. (moisture, impurities and unsaponafiable) was fed to a pre
45 ferred embodiment of the invention at 100 lbs/min. The
WORKING EXAMPLE NO. 1 grease was filtered and titrated continuously as it was fed to
the glycerolysis reactors. Glycerin was added at a rate of 2.6
Rendered yellow grease with a free fatty acid concentration lbs/min. The temperature of the grease and glycerin mixture
of 20 percent by weight and 2 percent moisture, impurities was raised to 210°C. as it was fed into the first of the glyc
and unsaponafiable (MIU) was fed to a preferred embodiment 50 erolysis CSTRs. In the reactor the pressure was reduced to 2
of the invention at 100 pounds per minute (1bs/min). The psia and the temperature was maintained. The vessel was
grease was filtered and titrated intermittently as it was fed to fitted with an agitator to keep the immiscible liquids in con
the glycerolysis reactors. Glycerin was added at a rate of 13 tact. Water vapor produced by the reaction was removed
lbs/min. The temperature of the grease and glycerin mixture through vents in the reactor headspace. The residence time in
was raised to 210°C. as it was fed into the first of the glyc 55 each of the glycerolysis reactors was 2.5 hours. The conver
erolysis CSTRs. In the reactor, the pressure was reduced to 2 sion of fatty acids to glycerides in the first vessel was 92
psia and the temperature was maintained at 210° C. The percent. The fatty acid concentration leaving the second reac
vessel is fitted with a high intensity agitator to keep the tor was maintained at 0.5 percent by weight.
immiscible liquids in contact. Water vapor produced by the The product from the glycerolysis reactors was cooled to
reaction was removed through vents in the reactor headspace. 60 50° C. and fed to the transesterification reactors in which a
The residence time in each of the glycerolysis reactors was solution of potassium hydroxide in methanol was added. The
2.5 hours. The conversion of fatty acids to glycerides in the potassium hydroxide was added at a rate of 1.0 lbs/min and
first vessel was 85 percent. The fatty acid concentration leav mixed with 22 lbs/min of methanol. The transesterification
ing the second reactor was maintained at 0.5 percent w/w. took place in two CSTRs in series, each with a two-hour
The product from the glycerolysis reactors was cooled to 65 residence time.
50° C. and fed continuously to the transesterification reactors The transesterified product was then fed to a phase sepa
in which a solution of potassium hydroxide in methanol was ration tank where the majority of the FAMEs and a small
US 7,806,945 B2
29 30
concentration of the unreacted methanol floated to the top. to 7.4 with 0.1 lbs/min potassium hydroxide. Then, the glyc
The glycerin, the majority of the unreacted methanol. Some erin/methanol mixture was fed to the glycerin fractionation
FAMEs, potassium hydroxide and soaps sank to the bottom. column.
The bottom, or heavy phase was sent to an acidification The glycerinfractionation column recovered 10 lbs/min of
reactor where the potassium hydroxide catalyst added in the methanol and 8.5 lbs/min of glycerin. The glycerin produced
transesterification operation was reacted with 1.79 lbs/min had a purity greater than 95 percent with non-detectable con
phosphoric acid. The Soaps converted back to free fatty acids centrations of salts and methanol. The glycerin was collected
and the potassium hydroxide was neutralized. The product of for market.
this acidification was monobasic potassium phosphate, which The two light phase streams were fed to the FAME frac
was not soluble in this system. 10 tionation column where 2.1 lbs/min of methanol was recov
The monobasic potassium phosphate precipitate was fil ered and 93 lbs/min of FAMEs meeting ASTM D 6751-02
tered out and the permeate was fed to a second phase separa (Standard Specification for Biodiesel Fuel (B100) Blend
tion tank where the FAMEs and free fatty acids floated to the Stock for Distillate Fuels) were produced.
top and the glycerin and methanol sank to the bottom. The 15 WORKING EXAMPLE NO. 4
top, or light, phase was mixed with the light phase from the
first phase separation tank and fed to the FAME fractionation Rendered trap grease with a free fatty acid concentration of
column. The pH of the heavy phase was adjusted back to 7.8 68 percent by weight and 5% MIU (moisture, impurities and
with 0.1 lbs/min potassium hydroxide and fed to the glycerin unsaponafiable) was fed to the invention at 100 lbs/min. The
fractionation column.
grease was filtered and titrated continuously as it was fed to
The glycerinfractionation column recovered 10 lbs/min of the glycerolysis reactors. Glycerin was added at a rate of 44
methanol and 10.2 lbs/min of glycerin. The glycerin pro lbs/min. The temperature of the grease and glycerin mixture
duced was more than 95 percent pure with non-detectable was raised to 210°C. as it was fed into the first of the glyc
concentrations of salts and methanol. The glycerin stream erolysis CSTRs. In the reactor, the pressure was reduced to 2
was split into two streams: 2.6 lbs/min was recycled back to 25 psia and the temperature was maintained. The vessel was
the glycerin feed tank for the glycerolysis reaction and 7.6 fitted with a low frequency acoustic transducer operating at a
lbs/min was collected for market. frequency of about 30-80 Hz, and a displacement of about 0.2
The two light phase streams were fed to the FAME frac inch to about 1.0 inch to achieve intense micromixing and to
tionation column in which 2.1 lbs/min of methanol was keep the immiscible liquids in contact. Water vapor produced
recovered and 93 lbs/min of FAMEs meeting ASTM D 6751 30 by the reaction was removed through vents in the reactor
02 (Standard Specification for Biodiesel Fuel (B100) Blend headspace. The residence time in each of the glycerolysis
Stock for Distillate Fuels) was produced. reactors was 3.5 hours. The conversion of fatty acids to glyc
erides in the first vessel was 87 percent. The fatty acid con
WORKING EXAMPLE NO. 3 centration leaving the second reactor was maintained at 0.5
35 percent by weight.
Degummed food grade soybean oil with a free fatty acid The product from the glycerolysis reactors was cooled to
concentration of 0.5 percent by weight and 0.5 percent MIU 50° C. and fed to the transesterification reactors where a
(moisture, impurities and unsaponafiable) was fed to a pre solution of potassium hydroxide in methanol was added. The
ferred embodiment of the invention at 100 lbs/min. The potassium hydroxide was added at a rate of 1.4 lbs/min and
grease was filtered and titrated continuously as it was trans 40 mixed with 21 lbs/min of methanol. The transesterification
ferred from the feedstock conditioner. Due to the low concen took place in two CSTRs in series, each with a two-hour
tration of free fatty acids, the glycerolysis section of the residence time.
process was bypassed when using this feedstock. The transesterified product was then fed to a phase sepa
The fatty acid concentration entering the transesterification ration tank where the majority of the FAMEs and 10 percent
reactors was 0.5 percent by weight. The potassium hydroxide 45 of the unreacted methanol floated to the top and the glycerin,
was added at a rate of 1.0 lbs/min and mixed with 22 lbs/min the majority of the unreacted methanol, some FAMEs, potas
of methanol. The transesterification took place in two CSTRs sium hydroxide and Soaps sank to the bottom.
in series, each with a two-hour residence time. The bottom, or heavy, phase was sent to an acidification
reactor where the potassium hydroxide catalyst added in the
The transesterified product was then fed to a phase sepa 50 transesterification operation was reacted with 2.45 lbs/min
ration tank where the majority of the FAMEs and a small phosphoric acid. The Soaps converted back to free fatty acids
concentration of the unreacted methanol floated to the top. and the potassium hydroxide was neutralized. The product of
The glycerin, the majority of the unreacted methanol. Some this acidification was monobasic potassium phosphate, which
FAMEs, potassium hydroxide and soaps sank to the bottom. was not soluble in this system.
The bottom, or heavy, phase was sent to an acidification 55 The monobasic potassium phosphate precipitate was fil
reactor where the potassium hydroxide catalyst added in the tered out at 3.1 lbs/min and the permeate was fed to a second
transesterification operation was reacted with 1.76 lbs/min phase separation tank where the FAMEs and free fatty acids
phosphoric acid. The pH of the solution was decreased, and floated to the top and the glycerin and methanol sank to the
the product of this acidification was monobasic potassium bottom. The top, or light, phase was mixed with the light
phosphate, which was not soluble in this system. 60 phase from the first phase separation tank and fed to the
The precipitate was filtered out at 2.2 lbs/min and the filter FAME fractionation column. The pH of the heavy phase was
permeate was fed to a phase separation tank in which the adjusted back to 7.3 with 0.14 lbs/min potassium hydroxide
FAMEs and free fatty acids floated to the top and the glycerin and fed to the glycerin fractionation column.
and methanol sank to the bottom. The top, or light, phase was The glycerinfractionation column recovered 10 lbs/min of
mixed with the light phase from the first phase separation tank 65 methanol and 40 lbs/min of glycerin. The glycerin produced
and fed to the FAME fractionation column. The heavy phase had a purity greater than 95 percent with non-detectable con
was transferred to another tank and the pH was adjusted back centrations of salts and methanol. This glycerin stream was
US 7,806,945 B2
31 32
recycled back to the glycerin feed tank for the glycerolysis (Standard Specification for Biodiesel Fuel (B100) Blend
reaction and an additional 4 lbs/min of fresh glycerin was Stock for Distillate Fuels) were produced.
added to the glycerin feed tank to provide enough glycerin Many variations of the invention will occur to those skilled
feed for the glycerolysis reaction. in the art. Some variations include using other background art
The two light phase streams were fed to the FAME frac reactor configurations to perform the process steps. Other
tionation column where 2.1 lbs/min of methanol was recov variations call for using other background art operating con
ered and 91 lbs/min of FAMEs meeting ASTM D 6751-02 ditions to perform the process steps. Other variations call for
(Standard Specification for Biodiesel Fuel (B100) Blend inserting additional unit operations, for example, separation
Stock for Distillate Fuels) were produced. of the glycerin product from a partially completed transes
10 terification reaction prior to a Subsequent transesterification
WORKING EXAMPLE NO. 5 reaction operation. All Such variations are intended to be
within the scope and spirit of the invention.
Rendered brown grease with a free fatty acid concentration Although some embodiments are shown to include certain
of 37 percent by weight and 5 percent MIU (moisture, impu features, the applicant(s) specifically contemplate that any
rities and unsaponafiable) was fed to the invention at 100 15 step or feature disclosed herein may be used together or in
lbs/min. The grease was filtered and titrated continuously as it combination with any other step or feature on any embodi
was fed to the glycerolysis reactors. Glycerin was added at a ment of the invention. It is also contemplated that any step or
rate of 24 lbs/min. The temperature of the grease and glycerin feature may be specifically excluded from any embodiment of
mixture was raised to 210°C. as it was fed into the first of the an invention.
glycerolysis CSTRs. In the reactor, the pressure was reduced What is claimed is:
to 2 psia and the temperature was maintained. The vessel is 1. A process for the production of purified biodiesel from a
fitted with an agitator to keep the immiscible liquids in con feedstock containing at least one fatty acid, the process com
tact. Water vapor produced by the reaction was removed prising:
through vents in the reactor headspace. The residence time in (A) converting the at least one fatty acid in the feedstock to
each of the glycerolysis reactors was 3.0 hours. The conver 25 a glyceride;
sion of fatty acids to glycerides in the first vessel was 90 (B) reacting the glyceride with at least one alcohol to
percent. The fatty acid concentration leaving the second reac produce a fatty acid alkyl ester wherein the reaction is
tor was maintained at 0.5 percent by weight. conducted in a transesterification reactor and further
The product from the glycerolysis reactors was cooled to wherein the at least one alcohol is added to the transes
50° C. and fed to the transesterification reactors where a 30 terification reactor at a rate that is greater than the sto
solution of potassium hydroxide in methanol was added. The ichiometric amount of alcohol required for transesteri
potassium hydroxide was added at a rate of 1.2 lbs/min and fication; and
mixed with 21 lbs/min of methanol. The transesterification (C) separating the product of step (B) into a fatty acid alkyl
took place in two CSTRs in series, each with a two-hour ester rich stream and a glycerin rich stream; and
residence time. 35 (D) purifying the fatty acid alkyl ester rich stream by dis
The transesterified product was then fed to a phase sepa tillation or fractionation to produce purified biodiesel
ration tank where the majority of the FAMEs and 10 percent having an acid number less than or equal to 0.80 mg
of the unreacted methanol floated to the top. The glycerin, the KOHAg and total glycerin less than or equal to 0.24.0%
majority of the unreacted methanol, Some FAMEs, potassium mass without Subjecting the fatty acid alkyl ester rich
hydroxide and Soaps sank to the bottom. 40 steam to water washing.
The bottom, or heavy, phase was sent to an acidification 2. The process of claim 1, wherein step (A) comprises
reactor where the potassium hydroxide catalyst added in the mixing the feedstock with glycerin for a time Sufficient to
transesterification was reacted with 2.13 lbs/min phosphoric convert the at least one fatty acid in the feedstock to a glyc
eride.
acid. The soaps converted back to free fatty acids and the 45 3. The process of claim 2, wherein the feedstock and glyc
potassium hydroxide was neutralized. The product of this erin is mixed at an elevated temperature in the absence of a
acidification was monobasic potassium phosphate, which is catalyst.
not soluble in this system. 4. The process of claim 2, wherein the glycerin is purified.
The monobasic potassium phosphate precipitate was fil 5. The process of claim 2, wherein the at least one fatty acid
tered out at 2.7 lbs/min and the filter permeate was fed to a 50 in the feedstock is converted to a glyceride by adding glycerin
second phase separation tank where the FAMEs and free fatty to the feedstock while mixing and Subjecting the admixture to
acids floated to the top and the glycerin and methanol sank to reduced pressure.
the bottom. The top, or light, phase was mixed with the light 6. The process of claim 2, wherein the at least one fatty acid
phase from the first phase separation tank and fed to the in the feedstock is converted to a glyceride in a glycerolysis
FAME fractionation column. The pH of the heavy phase was 55 reactor and further wherein glycerin is continuously added at
adjusted back to 7.5 with 0.12 lbs/min potassium hydroxide a rate greater than the Stoichiometric amount of glycerin
and fed to the glycerin fractionation column. required for glycerolysis.
The glycerinfractionation column recovered 10 lbs/min of 7. The process of claim 6, wherein in step (A) glycerin is
methanol and 25.2 lbs/min of glycerin. The glycerin pro continuously added to the glycerolysis reactor at a rate in the
duced had a purity greater than 95 percent with non-detect 60 range of about 110 percent to about 400 percent of the sto
able concentrations of salts and methanol. This glycerin ichiometric amount of glycerin required for glycerolysis.
stream was split into two streams: 24 lbs/min was recycled 8. The process of claim 1, wherein step (B) comprises
back to the glycerin feed tankfor the glycerolysis reaction and reacting the glyceride with the at least one alcohol in the
1.2 lbs/min was collected for market. presence of an alkali catalyst to produce glycerin and the fatty
The two light phase streams were fed to the FAME frac 65 acid alkyl ester.
tionation column where 2.0 lbs/min of methanol was recov 9. The process of claim 1, wherein prior to step (A) the
ered and 89.8 lbs/min of FAMEs meeting ASTM D 6751-02 feedstock is conditioned to remove solids.
US 7,806,945 B2
33 34
10. The process of claim 1, wherein the feedstock com 16. A process for the production of purified biodiesel from
prises at least one fatty acid at a concentration in the range of a feedstock containing at least one fatty acid, the process
about 3 to about 97 percent by weight. comprising:
11. The process of claim 1, wherein in step (B) the alcohol (A) converting the at least one fatty acid in the feedstock to
is added at a rate equal to about 200 percent of the stoichio 5 a glyceride;
metric amount of alcohol required for transesterification. (B) reacting the glyceride with at least one alcohol to
produce a fatty acid alkyl ester wherein the reaction is
12. The process of claim 1, wherein the process is continu conducted in a transesterification reactor and further
OS. wherein the at least one alcohol is added to the transes
13. The process of claim 1, further comprising adjusting 10 terification reactor at a rate that is greater than the sto
the pH of the glycerin rich stream by adding an acid solution ichiometric amount of alcohol required for transesteri
thereto. fication; and
14. A process for the production of purified biodiesel from (C) separating the product of step (B) into a fatty acid alkyl
a feedstock containing at least one fatty acid, the process ester rich stream and a glycerin rich stream; and
comprising: 15 (D) purifying the fatty acid alkyl ester rich stream by dis
(A) converting the at least one fatty acid in the feedstock to tillation or fractionation to produce purified biodiesel
a glyceride; having an acid number less than or equal to 0.80 mg
KOHAg and total glycerin less than or equal to 0.24.0%
(B) reacting the glyceride with at least one alcohol to mass without Subjecting the fatty acid alkyl ester rich
produce a fatty acid alkyl ester wherein the reaction is stream to water washing; wherein the purified biodiesel
conducted in a transesterification reactor and further produced in step (D) meets ASTM specification D 6751.
wherein the at least one alcohol is added to the transes 17. A process for the production of purified biodiesel from
terification reactor at a rate that is greater than the sto a feedstock containing at least one fatty acid, the process
ichiometric amount of alcohol required for transesteri comprising:
fication; and 25 (A) converting the at least one fatty acid in the feedstock to
(C) separating the product of step (B) into a fatty acid alkyl a glyceride;
ester rich stream and a glycerin rich stream; and (B) reacting the glyceride with at least one alcohol to
(D) purifying the fatty acid alkyl ester rich stream by dis produce a fatty acid alkyl ester wherein the reaction is
tillation or fractionation to produce purified biodiesel conducted in a transesterification reactor and further
having an acid number less than or equal to 0.80 mg 30 wherein the at least one alcohol is added to the transes
KOHAg and total glycerin less than or equal to 0.24.0% terification reactor at a rate that is greater than the sto
mass without subjecting the fatty acid alkyl ester rich ichiometric amount of alcohol required for transesteri
stream to water washing; fication; and
wherein step (A) comprises mixing the feedstock with (C) separating the product of step (B) into a fatty acid alkyl
glycerin for a time Sufficient to convert the at least one 35 ester rich stream and a glycerin rich stream; and
fatty acid in the feedstock to a glyceride; wherein the (D) purifying the fatty acid alkyl ester rich stream by dis
feedstock and glycerin are reacted in at least two con tillation or fractionation to produce purified biodiesel
tinuous stirred tank reactors. without subjecting the fatty acid alkyl ester rich steam to
15. The process of claim 14, wherein the at least two water washing.
reactors have a combined residence time of not more than
40 18. The product produced by the process of claim 17.
about 500 minutes. k k k k k
You might also like
- Freebitcoin Script 2019 Big SatoshiDocument1 pageFreebitcoin Script 2019 Big SatoshiL1N2M3G462% (26)
- Maths Socrative Quizzes BankDocument48 pagesMaths Socrative Quizzes BankJacm100% (1)
- (2012) US8231765 Process For The Purification of LactamsDocument9 pages(2012) US8231765 Process For The Purification of LactamsThitikorn WassanarpheernphongNo ratings yet
- US8178353 - Method For Determination of Polymer Concentration in Water SystemsDocument15 pagesUS8178353 - Method For Determination of Polymer Concentration in Water SystemsKhanh Nguyen TuanNo ratings yet
- US7673686Document20 pagesUS7673686Raqi IzdiharaNo ratings yet
- US Patent US6657057Document6 pagesUS Patent US6657057Vandit KhareNo ratings yet
- United States Patent (10) Patent No.: US 7,980,087 B2Document13 pagesUnited States Patent (10) Patent No.: US 7,980,087 B2viniciusschwabNo ratings yet
- United States Patent: (12) (10) Patent No.: US 7.219.480 B2Document7 pagesUnited States Patent: (12) (10) Patent No.: US 7.219.480 B2Cảnh ĐoànNo ratings yet
- United States Patent (10) Patent No.: US 8,147,768 B2Document12 pagesUnited States Patent (10) Patent No.: US 8,147,768 B2habbibrachmanNo ratings yet
- Sai Gó: (5) (5) (5) (Sics211Document33 pagesSai Gó: (5) (5) (5) (Sics211Dhrubajyoti BoraNo ratings yet
- Us6974107 Torque Limiter Thrust ReverserDocument12 pagesUs6974107 Torque Limiter Thrust ReverserTurk Solo100% (1)
- US7094341Document31 pagesUS7094341Diego RossoNo ratings yet
- US7596959Document48 pagesUS7596959Yu An ShihNo ratings yet
- US6351692Document12 pagesUS6351692Aram MorenoNo ratings yet
- United States Patent: Et Ai. Patent No.: Date PatentDocument15 pagesUnited States Patent: Et Ai. Patent No.: Date Patentnalin_gupta_1No ratings yet
- United States Patent (10) Patent No.: US 6,326,458 B1Document26 pagesUnited States Patent (10) Patent No.: US 6,326,458 B1Citra Adelina SitorusNo ratings yet
- United States Patent (10) Patent No.: US 9,017,983 B2Document90 pagesUnited States Patent (10) Patent No.: US 9,017,983 B2Дмитрий КоваленкоNo ratings yet
- United States Patent: (10) Patent No.: (45) Date of PatentDocument7 pagesUnited States Patent: (10) Patent No.: (45) Date of PatentHP ghnNo ratings yet
- United States Patent (10) Patent No.: US 6,908,151 B2Document20 pagesUnited States Patent (10) Patent No.: US 6,908,151 B2dylan tikoyNo ratings yet
- Patente Del Proceso Cryomax MreDocument10 pagesPatente Del Proceso Cryomax MreRuben PerezNo ratings yet
- Ojo Patente Del Proceso Cryomax MreDocument10 pagesOjo Patente Del Proceso Cryomax MrerubenpeNo ratings yet
- United States Patent: Swersey Et Al. Jan. 18, 2005Document14 pagesUnited States Patent: Swersey Et Al. Jan. 18, 2005Anonymous G1iPoNOKNo ratings yet
- Patente EGDocument19 pagesPatente EGRodrigo Thomaz TaralloNo ratings yet
- 59 0f1-,-,,é - 1,, M 13,553 $525113ei Iiii?if III Fifit 21811101511121.1118Document22 pages59 0f1-,-,,é - 1,, M 13,553 $525113ei Iiii?if III Fifit 21811101511121.1118Qwerty UiopNo ratings yet
- US6852957 Patend Bread CrumbDocument10 pagesUS6852957 Patend Bread CrumbMichael ChristoferNo ratings yet
- United States Patent (10) Patent No.: US 7,208,943 B2: Godoy Et Al. (45) Date of Patent: Apr. 24, 2007Document15 pagesUnited States Patent (10) Patent No.: US 7,208,943 B2: Godoy Et Al. (45) Date of Patent: Apr. 24, 2007Vansala GanesanNo ratings yet
- Capacitive Discharge Plasma Ion SourceDocument37 pagesCapacitive Discharge Plasma Ion SourceVEDANAND BELUTNo ratings yet
- United States Patent (10) Patent No.: US 6,419,788 B1: Wingerson (45) Date of Patent: Jul. 16, 2002Document11 pagesUnited States Patent (10) Patent No.: US 6,419,788 B1: Wingerson (45) Date of Patent: Jul. 16, 2002ahmetNo ratings yet
- US8658823Document16 pagesUS8658823Santiago BorgesNo ratings yet
- US7109268Document8 pagesUS7109268Kamilo ArciniegazNo ratings yet
- US7525004 New EditedDocument11 pagesUS7525004 New EditedFahreza HidayatullahNo ratings yet
- Us 7004185Document14 pagesUs 7004185My best Of bestNo ratings yet
- US7387748Document7 pagesUS7387748MaboodNo ratings yet
- United States Patent (10) Patent No.: US 7.416,645 B2: Weber Et Al. (45) Date of Patent: Aug. 26, 2008Document7 pagesUnited States Patent (10) Patent No.: US 7.416,645 B2: Weber Et Al. (45) Date of Patent: Aug. 26, 2008Maria PaulaNo ratings yet
- Backpack Suspension SystemDocument13 pagesBackpack Suspension SystemAnureet BhardwajNo ratings yet
- Us8771313 PDFDocument24 pagesUs8771313 PDFhuyenthanh1807No ratings yet
- Neste NexbtlDocument16 pagesNeste NexbtljonathanNo ratings yet
- United States Patent (10) Patent No.: US 8,584,752 B2Document17 pagesUnited States Patent (10) Patent No.: US 8,584,752 B2M FNo ratings yet
- US6337429Document14 pagesUS6337429Tasneem MNo ratings yet
- United States Patent: Nagyetal. (45) Date of Patent: Oct. 20, 2020Document11 pagesUnited States Patent: Nagyetal. (45) Date of Patent: Oct. 20, 2020Burak PalaNo ratings yet
- 12) United States Patent 10) Patent No.: US 8.841,243 B2: Tobias Et Al. 45) Date of Patent: Seb. 23, 2014Document12 pages12) United States Patent 10) Patent No.: US 8.841,243 B2: Tobias Et Al. 45) Date of Patent: Seb. 23, 2014بن زيدون المخزوميNo ratings yet
- Us8048971 PDFDocument8 pagesUs8048971 PDFSyahdillaNo ratings yet
- US9322588Document11 pagesUS9322588Uchenna BacchusNo ratings yet
- United States Patent (10) Patent No.: US 7.988,763 B2Document11 pagesUnited States Patent (10) Patent No.: US 7.988,763 B2Ernane MagalhãesNo ratings yet
- Importante Fator Q 322lecture6Document7 pagesImportante Fator Q 322lecture6AndersonNo ratings yet
- United States Patent (10) Patent No.: US 7,939.469 B2Document6 pagesUnited States Patent (10) Patent No.: US 7,939.469 B2live streamNo ratings yet
- Saturation Process For Making Lubricant Base OilsDocument27 pagesSaturation Process For Making Lubricant Base OilsBreak LimsNo ratings yet
- United States Patent: (10) Patent No.: (45) Date of PatentDocument21 pagesUnited States Patent: (10) Patent No.: (45) Date of PatentRicardo Jimenez SNo ratings yet
- US7741796Document9 pagesUS7741796ALiftsNo ratings yet
- United States Patent (10) Patent No.: US 8,381544 B2: Coyle (45) Date of Patent: Feb. 26, 2013Document43 pagesUnited States Patent (10) Patent No.: US 8,381544 B2: Coyle (45) Date of Patent: Feb. 26, 2013Erin GokNo ratings yet
- United States Patent (10) Patent No.: US 7,928,345 B2Document8 pagesUnited States Patent (10) Patent No.: US 7,928,345 B2alfarisyi27No ratings yet
- Adsorption 5ADocument9 pagesAdsorption 5ANguyễn Thị Kim PhượngNo ratings yet
- US7713387 HHHHBDocument9 pagesUS7713387 HHHHBsatria jayaNo ratings yet
- United States Patent (10) Patent No.: US 7,681,342 B2: Choi (45) Date of Patent: Mar. 23, 2010Document20 pagesUnited States Patent (10) Patent No.: US 7,681,342 B2: Choi (45) Date of Patent: Mar. 23, 2010Ronan RojasNo ratings yet
- United States Patent: Jaeger Et Al. (45) Date of Patent: Mar. 27, 2007Document5 pagesUnited States Patent: Jaeger Et Al. (45) Date of Patent: Mar. 27, 2007zibaNo ratings yet
- United States Patent (10) Patent No.: US 7.498,471 B2: Schultz Et Al. (45) Date of Patent: Mar. 3, 2009Document7 pagesUnited States Patent (10) Patent No.: US 7.498,471 B2: Schultz Et Al. (45) Date of Patent: Mar. 3, 2009m yusuf syafzaNo ratings yet
- US7946356Document53 pagesUS7946356Ahmad Reza FarokhiNo ratings yet
- United States Patent: (12) (10) Patent N0.: US 6,344,071 B1Document20 pagesUnited States Patent: (12) (10) Patent N0.: US 6,344,071 B143No ratings yet
- United States Patent (10) Patent No.: US 7.587,842 B2: Tajiri Et Al. (45) Date of Patent: Sep. 15, 2009Document11 pagesUnited States Patent (10) Patent No.: US 7.587,842 B2: Tajiri Et Al. (45) Date of Patent: Sep. 15, 2009emre yıldırımNo ratings yet
- United States Patent: (10) Patent No.: US 9.234,068 B2Document21 pagesUnited States Patent: (10) Patent No.: US 9.234,068 B2Özlem YılmazNo ratings yet
- Evergreen International Aerial Delivery System - Patent US7413145 PDFDocument12 pagesEvergreen International Aerial Delivery System - Patent US7413145 PDFJeannie LorraineNo ratings yet
- Is Bad-Faith the New Wilful Blindness?: The Company Directors’ Duty of Good Faith and Wilful Blindness Doctrine Under Common Law Usa (Delaware) and Uk (England): a Comparative StudyFrom EverandIs Bad-Faith the New Wilful Blindness?: The Company Directors’ Duty of Good Faith and Wilful Blindness Doctrine Under Common Law Usa (Delaware) and Uk (England): a Comparative StudyNo ratings yet
- Novi Ken Sydney 1306621021 Review PaperDocument4 pagesNovi Ken Sydney 1306621021 Review PaperesiNo ratings yet
- United States Patent (19) : Argo Et Al. (11) 4,086,070Document16 pagesUnited States Patent (19) : Argo Et Al. (11) 4,086,070esiNo ratings yet
- United States PatentDocument4 pagesUnited States PatentesiNo ratings yet
- Process Engineering Flow Diagram Pra Rancangan Pabrik Bioetanol Dari Tandan Kosong Kelapa Sawit Kapasitas 40.000 Ton/TahunDocument1 pageProcess Engineering Flow Diagram Pra Rancangan Pabrik Bioetanol Dari Tandan Kosong Kelapa Sawit Kapasitas 40.000 Ton/TahunesiNo ratings yet
- Kualitas Minyak Blend Kelapa Kopra Dan Minyak Kelapa Sawit Ditinjau Dari Kadar Air, Kadar Asam Lemak Bebas Dan Bilangan PeroksidaDocument8 pagesKualitas Minyak Blend Kelapa Kopra Dan Minyak Kelapa Sawit Ditinjau Dari Kadar Air, Kadar Asam Lemak Bebas Dan Bilangan PeroksidaesiNo ratings yet
- Purification of Crude Glycerol From Transesterific PDFDocument11 pagesPurification of Crude Glycerol From Transesterific PDFesiNo ratings yet
- SE Comp M III Index 1Document35 pagesSE Comp M III Index 1prafullaNo ratings yet
- Educating Green Building Stakeholders About The Benefits of BIM - The Philippines ExperienceDocument19 pagesEducating Green Building Stakeholders About The Benefits of BIM - The Philippines ExperiencePeter Adrian NgoNo ratings yet
- E StatementDocument3 pagesE StatementEvin JoyNo ratings yet
- Busbar Design GuideDocument22 pagesBusbar Design Guidejohnwu_2009100% (6)
- Electric Vehicle Fire Testing: Dean D. MacneilDocument19 pagesElectric Vehicle Fire Testing: Dean D. Macneilluke hainesNo ratings yet
- FrustrationDocument13 pagesFrustrationdxtyle-1No ratings yet
- International Economics 4th Edition Feenstra Test Bank 1Document48 pagesInternational Economics 4th Edition Feenstra Test Bank 1steven100% (42)
- Fibonacci NumberDocument291 pagesFibonacci NumbersrikantsauravNo ratings yet
- Module 1 Metacognition and Multiple Intelligences Theory.Document14 pagesModule 1 Metacognition and Multiple Intelligences Theory.Danica AdobasNo ratings yet
- Accenture CRMDocument2 pagesAccenture CRMagupta@cantab.netNo ratings yet
- India - EU Free Trade AgreementDocument3 pagesIndia - EU Free Trade AgreementJay KothariNo ratings yet
- MT Educare LTD.: Sr. No. Subject PortionDocument2 pagesMT Educare LTD.: Sr. No. Subject PortionRutviNo ratings yet
- Process Industry Practices Insulation: PIP INIH1000 Hot Insulation Installation DetailsDocument25 pagesProcess Industry Practices Insulation: PIP INIH1000 Hot Insulation Installation DetailsSarwar KhanNo ratings yet
- L2.5 Using A Compound Light Microscope OptDocument8 pagesL2.5 Using A Compound Light Microscope Optochattc100% (1)
- On Site Wiring, Travelling CableDocument3 pagesOn Site Wiring, Travelling CableAli DiabNo ratings yet
- Questionnaire DesignDocument12 pagesQuestionnaire DesignYashi SinghNo ratings yet
- Interoperability Unit Running Dynamics APPLICATION OF EN 14363:2005 - Modifications and ClarificationsDocument64 pagesInteroperability Unit Running Dynamics APPLICATION OF EN 14363:2005 - Modifications and ClarificationsPratik ThakurNo ratings yet
- Soalan Assignment emDocument9 pagesSoalan Assignment emafieqafariha1904No ratings yet
- Deleting Old History Files On The As 400Document2 pagesDeleting Old History Files On The As 400rachmat99No ratings yet
- ECONOMIZERDocument17 pagesECONOMIZERTrần Văn Trọng 7350No ratings yet
- Hardness Desalination1Document18 pagesHardness Desalination1Swati U NaikNo ratings yet
- Social Media Marketing To Customer EngagementDocument27 pagesSocial Media Marketing To Customer EngagementEarly Joy BorjaNo ratings yet
- DELIBERATE Plagiarism ACCIDENTAL PlagiarismDocument1 pageDELIBERATE Plagiarism ACCIDENTAL PlagiarismJem BicolNo ratings yet
- Data Sheet For Three-Phase Squirrel-Cage-Motors: MLFB-Ordering Data: 1LE5633-3AB73-4FB0-Z Safe AreaDocument1 pageData Sheet For Three-Phase Squirrel-Cage-Motors: MLFB-Ordering Data: 1LE5633-3AB73-4FB0-Z Safe AreaSamir SabicNo ratings yet
- Yunus Et Al, 2015 - Geophysics Field Camp (GFC)Document6 pagesYunus Et Al, 2015 - Geophysics Field Camp (GFC)Muhammad YusriadyNo ratings yet
- Keynote 6,7,8Document16 pagesKeynote 6,7,8salome mumladzeNo ratings yet
- Datasheet Eaton 93 STS - Static Transfer SwitchDocument2 pagesDatasheet Eaton 93 STS - Static Transfer SwitchWilliam QuintelaNo ratings yet
- Oral Comm Q2 Module 1Document16 pagesOral Comm Q2 Module 1JESSA MAE ARADONo ratings yet