
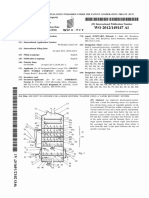
BIOGAS PLANT AND PROCESS WITH IMMOBILISED BACTERIA (Resume)
BIOGAS PLANT AND PROCESS WITH IMMOBILISED BACTERIA (Resume)
You might also like
- Electromagnetic Waves & Antennas Solutions - 2008Document137 pagesElectromagnetic Waves & Antennas Solutions - 2008DM250% (2)
- Quadri Et Al. PROCESS FOR THE PRODUCTION OF EPDM ELASTOMERS IN SOLUTION AND POLYMERISATION REACTORDocument32 pagesQuadri Et Al. PROCESS FOR THE PRODUCTION OF EPDM ELASTOMERS IN SOLUTION AND POLYMERISATION REACTORJohn Patrick DagleNo ratings yet
- Solution of The ST Venant Equations (Part 2)Document61 pagesSolution of The ST Venant Equations (Part 2)abdul_348100% (2)
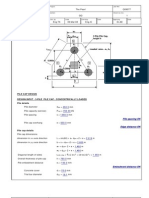
- Pile Cap Design 1Document6 pagesPile Cap Design 1kjpatel2100% (2)
- Pages From Harris - Quantitative Chemical Analysis - 8th EditionDocument2 pagesPages From Harris - Quantitative Chemical Analysis - 8th EditionJorge LunaaNo ratings yet
- B01D 21/02 (2006.01) F04F 10/00 (2006.01) C02F9/00 (2006.01)Document88 pagesB01D 21/02 (2006.01) F04F 10/00 (2006.01) C02F9/00 (2006.01)swordprakashNo ratings yet
- WO2019086134A1Document38 pagesWO2019086134A1Tangina TamannaNo ratings yet
- International BureauDocument33 pagesInternational BureauBobNo ratings yet
- Patent 1 - WO2017122216A1Document61 pagesPatent 1 - WO2017122216A1sci pusatNo ratings yet
- Method For Manufacturing Fibe Preform - WO2007147946Document16 pagesMethod For Manufacturing Fibe Preform - WO2007147946AtulNo ratings yet
- International BureauDocument22 pagesInternational BureauWSERNo ratings yet
- WO2016207355A1Document63 pagesWO2016207355A1Max Jordan DooleyNo ratings yet
- WO2011151724A2Document45 pagesWO2011151724A2ungureanucameliaNo ratings yet
- Davys PatenteDocument31 pagesDavys PatenteCarlos Alberto Ubillas AlcaldeNo ratings yet
- Z / UZ/ AZ: WorldDocument42 pagesZ / UZ/ AZ: Worldn ramanNo ratings yet
- Wo2018216034a1 PDFDocument21 pagesWo2018216034a1 PDFKarthik SambiNo ratings yet
- 20 September 2007 (20.09.2007) : (19) World Intellectual Property OrganizationDocument20 pages20 September 2007 (20.09.2007) : (19) World Intellectual Property OrganizationCarlos SantiagoNo ratings yet
- World: International BureauDocument15 pagesWorld: International BureauAdhisya Salma KhairunnisaNo ratings yet
- Epoxy Reactive DiluentsDocument27 pagesEpoxy Reactive DiluentsAlejandro Sánchez MartínezNo ratings yet
- Unless Otherwise Indicated, For Every Kind of Regional Protection AvailableDocument40 pagesUnless Otherwise Indicated, For Every Kind of Regional Protection AvailableDavid Coello CedeñoNo ratings yet
- WO 2010/115996 Al: 14 October 2010 (14.10.2010)Document29 pagesWO 2010/115996 Al: 14 October 2010 (14.10.2010)Mary HullNo ratings yet
- WO2017122020A1Document47 pagesWO2017122020A1Nuzhat CollectionsNo ratings yet
- WO2007069266A2Document13 pagesWO2007069266A2Dr. Narsinh DodiyaNo ratings yet
- Waste Rubber Composition - WO2021152109 - A1Document18 pagesWaste Rubber Composition - WO2021152109 - A1karim.rashidmaneshNo ratings yet
- Increased Homogeneity of Mycological Biopolymer Grown Into Void SpaceDocument40 pagesIncreased Homogeneity of Mycological Biopolymer Grown Into Void SpaceXochitl GarcíaNo ratings yet
- International BureauDocument24 pagesInternational BureauniteshacharyaNo ratings yet
- WO2010069028A1Document26 pagesWO2010069028A1NnaLupizNo ratings yet
- PatentDocument5 pagesPatentMuhammad Misbah FajarNo ratings yet
- (Ocr) Wo2022246181a2Document105 pages(Ocr) Wo2022246181a2Igor SilvaNo ratings yet
- Ciprofloxacin PDFDocument20 pagesCiprofloxacin PDFnurvaniNo ratings yet
- International BureauDocument40 pagesInternational Bureauomar shadyNo ratings yet
- Cele CoxDocument15 pagesCele CoxLinsay Granados CondeNo ratings yet
- Wo 2015151080 A 2Document113 pagesWo 2015151080 A 2Lalit ModiNo ratings yet
- WO2017121980A1Document24 pagesWO2017121980A1Hardimas dwi cahyoNo ratings yet
- WO 2008/074667 Al: International BureauDocument23 pagesWO 2008/074667 Al: International BureauManuel MontañoNo ratings yet
- International BureauDocument13 pagesInternational Bureautsilavo solofonomenaNo ratings yet
- International BureauDocument19 pagesInternational BureauAldi RamadhaniNo ratings yet
- WO2013023249A1Document67 pagesWO2013023249A1Aldi RamadhaniNo ratings yet
- Wo 2014185872 A 1Document11 pagesWo 2014185872 A 1Shahid AliNo ratings yet
- Canada: Demande BrevetDocument70 pagesCanada: Demande Brevetpengyu yanNo ratings yet
- WO 2013/023662 Al: International BureauDocument32 pagesWO 2013/023662 Al: International Bureau12348No ratings yet
- View PDFDocument29 pagesView PDFADARSH PNo ratings yet
- Pecan Nut Kernel Extraction Method (Brevet)Document24 pagesPecan Nut Kernel Extraction Method (Brevet)Cristina Izabela SelageaNo ratings yet
- Wo2010023054a1 PDFDocument50 pagesWo2010023054a1 PDFDuong DoanNo ratings yet
- World: (19) Intellectual Property Organization (10) International Publication Number (43) International Publication DateDocument21 pagesWorld: (19) Intellectual Property Organization (10) International Publication Number (43) International Publication DateshaNo ratings yet
- Corrected Version: International Publication Number (43) International Publication Date 22 April 2010 (22.04.2010)Document1 pageCorrected Version: International Publication Number (43) International Publication Date 22 April 2010 (22.04.2010)Nilabh SinghNo ratings yet
- Spray Dried FlavourDocument22 pagesSpray Dried FlavourAlex HahnNo ratings yet
- GlycerineeDocument81 pagesGlycerineePravin AgalaveNo ratings yet
- 2.5 PH Water Disinfectant PDFDocument15 pages2.5 PH Water Disinfectant PDFEry KaNo ratings yet
- patent-WO2014025244A1-Apparatus and Method For Repair and Renovation of Crankshaft Journal Surfaces In-Situ by Means of Laser CladdingDocument21 pagespatent-WO2014025244A1-Apparatus and Method For Repair and Renovation of Crankshaft Journal Surfaces In-Situ by Means of Laser CladdingMahnooshNo ratings yet
- Process For The Polymerization of Vinyl ChlorideDocument32 pagesProcess For The Polymerization of Vinyl ChlorideThu TongNo ratings yet
- Method For Generating A Reverberation Audio Signal Wo2022045888Document105 pagesMethod For Generating A Reverberation Audio Signal Wo2022045888timeornotimeNo ratings yet
- WO 2021/250702 Al: 16 December 2021 (16.12.2021)Document22 pagesWO 2021/250702 Al: 16 December 2021 (16.12.2021)rgNo ratings yet
- Alfa Laval U BendDocument23 pagesAlfa Laval U BendPRASANNANo ratings yet
- International BureauDocument28 pagesInternational BureauNace AtanasovNo ratings yet
- NETmix Static Mixer PCR US PatentDocument10 pagesNETmix Static Mixer PCR US Patent124002045No ratings yet
- D 3Document23 pagesD 3Anonymous C3BD7OdNo ratings yet
- WO2018075145A1Document49 pagesWO2018075145A1samik4uNo ratings yet
- WO 2014/174291 Al: International BureauDocument20 pagesWO 2014/174291 Al: International BureauTreerat VacharanukrauhNo ratings yet
- Wo2012149147a1 PDFDocument15 pagesWo2012149147a1 PDFNdjidda DjamaNo ratings yet
- Liquid Hand Dishwashing Detergent CompositionDocument38 pagesLiquid Hand Dishwashing Detergent CompositionEdgardo Ed RamirezNo ratings yet
- Patent Hand SanitizerDocument15 pagesPatent Hand SanitizerFebrianto DimazNo ratings yet
- Hexoskin Patent PDFDocument34 pagesHexoskin Patent PDFSayantan RahaNo ratings yet
- Broken Lullaby by Chibireina124Document135 pagesBroken Lullaby by Chibireina124Aulya S. WataawaNo ratings yet
- hw2 PDFDocument2 pageshw2 PDFAulya S. WataawaNo ratings yet
- hw1 PDFDocument2 pageshw1 PDFAulya S. WataawaNo ratings yet
- Mechanics of Material Systems: Franz-Josef UlmDocument13 pagesMechanics of Material Systems: Franz-Josef UlmAulya S. WataawaNo ratings yet
- Design and Analysis of Pressure Vessel: Durga Prasanth & Sachidananda. H. KDocument12 pagesDesign and Analysis of Pressure Vessel: Durga Prasanth & Sachidananda. H. KTJPRC PublicationsNo ratings yet
- MIT Ising ModelDocument43 pagesMIT Ising ModelAritra LahiriNo ratings yet
- Olimpiade Internasional Topik StoikiometriDocument7 pagesOlimpiade Internasional Topik StoikiometriHeru Christian Strecker AritonangNo ratings yet
- High Pitch Low PitchDocument2 pagesHigh Pitch Low PitchLovieAlfonsoNo ratings yet
- CHP 15-3 Wave InteractionsDocument6 pagesCHP 15-3 Wave InteractionsDoyNo ratings yet
- Presentation - Compressive Strength of Hardened ConcreteDocument5 pagesPresentation - Compressive Strength of Hardened ConcreteMuhammad Sufian Sarwar100% (1)
- 1970-Petukhov - Heat Transfer and Friction in Turbulent Pipe Flow With Variable Physical PropertiesDocument62 pages1970-Petukhov - Heat Transfer and Friction in Turbulent Pipe Flow With Variable Physical Propertiesmonsterh5No ratings yet
- Ansys LabDocument47 pagesAnsys LabPraveen KumarNo ratings yet
- Behaviour of Laterally Loaded Rigid Piles in Cohesive Soils BasedDocument15 pagesBehaviour of Laterally Loaded Rigid Piles in Cohesive Soils BasedLeo XuNo ratings yet
- Optimum Unbraced Length Ratios of Slender Steel Sections: Saleem M. Umair, Q. Hisham, and Zahid A. SiddiqiDocument5 pagesOptimum Unbraced Length Ratios of Slender Steel Sections: Saleem M. Umair, Q. Hisham, and Zahid A. SiddiqimargitorsiNo ratings yet
- Mototaro Eguchi - Electret PDFDocument2 pagesMototaro Eguchi - Electret PDFLeonardo MartoneNo ratings yet
- Hach Pocket Pro TestersDocument4 pagesHach Pocket Pro TestersDavid Cruz ZamoraNo ratings yet
- Molar Volume of HydrogenDocument5 pagesMolar Volume of HydrogenILrahmaPradira'ges'GesariNo ratings yet
- Modern Online Testing of Induction Motors For Predictive Maintenance and MonitoringDocument7 pagesModern Online Testing of Induction Motors For Predictive Maintenance and MonitoringJonas BorgesNo ratings yet
- Advances in Heat Transfer 1 (1964)Document464 pagesAdvances in Heat Transfer 1 (1964)alejandro_baro419No ratings yet
- Non Destructive TestingDocument4 pagesNon Destructive Testingأحمد دعبسNo ratings yet
- CARB in Industrial FansDocument8 pagesCARB in Industrial FansJurun_Bidanshi100% (1)
- Quiz in Physical Science1Document2 pagesQuiz in Physical Science1Lorraine Anne Perez CalsesNo ratings yet
- OLD AUTOMATION Midterm-Exam SolutionDocument2 pagesOLD AUTOMATION Midterm-Exam SolutionsilverhandxNo ratings yet
- ASTM C518-15 Standard Test Method For Steady-StatDocument15 pagesASTM C518-15 Standard Test Method For Steady-StatRoberto ColoniaNo ratings yet
- Mellin Transform ExampleDocument2 pagesMellin Transform ExamplelazciscoNo ratings yet
- IBO 2009 Theory AnswersDocument9 pagesIBO 2009 Theory AnswersPei JingNo ratings yet
- Some Ky Fan Type Inequalities On Time ScalesDocument5 pagesSome Ky Fan Type Inequalities On Time ScalesIulia IuliaNo ratings yet
- Chapter 5Document37 pagesChapter 5TajTajNo ratings yet
- Group # 3: 4cheaDocument16 pagesGroup # 3: 4cheaNishant ChughNo ratings yet
- PropagacionDocument41 pagesPropagacionJuan PabloNo ratings yet



























































































Download as pdf or txt
You might also like
- Electromagnetic Waves & Antennas Solutions - 2008Document137 pagesElectromagnetic Waves & Antennas Solutions - 2008DM250% (2)
- Quadri Et Al. PROCESS FOR THE PRODUCTION OF EPDM ELASTOMERS IN SOLUTION AND POLYMERISATION REACTORDocument32 pagesQuadri Et Al. PROCESS FOR THE PRODUCTION OF EPDM ELASTOMERS IN SOLUTION AND POLYMERISATION REACTORJohn Patrick DagleNo ratings yet
- Solution of The ST Venant Equations (Part 2)Document61 pagesSolution of The ST Venant Equations (Part 2)abdul_348100% (2)
- Pile Cap Design 1Document6 pagesPile Cap Design 1kjpatel2100% (2)
- Pages From Harris - Quantitative Chemical Analysis - 8th EditionDocument2 pagesPages From Harris - Quantitative Chemical Analysis - 8th EditionJorge LunaaNo ratings yet
- B01D 21/02 (2006.01) F04F 10/00 (2006.01) C02F9/00 (2006.01)Document88 pagesB01D 21/02 (2006.01) F04F 10/00 (2006.01) C02F9/00 (2006.01)swordprakashNo ratings yet
- WO2019086134A1Document38 pagesWO2019086134A1Tangina TamannaNo ratings yet
- International BureauDocument33 pagesInternational BureauBobNo ratings yet
- Patent 1 - WO2017122216A1Document61 pagesPatent 1 - WO2017122216A1sci pusatNo ratings yet
- Method For Manufacturing Fibe Preform - WO2007147946Document16 pagesMethod For Manufacturing Fibe Preform - WO2007147946AtulNo ratings yet
- International BureauDocument22 pagesInternational BureauWSERNo ratings yet
- WO2016207355A1Document63 pagesWO2016207355A1Max Jordan DooleyNo ratings yet
- WO2011151724A2Document45 pagesWO2011151724A2ungureanucameliaNo ratings yet
- Davys PatenteDocument31 pagesDavys PatenteCarlos Alberto Ubillas AlcaldeNo ratings yet
- Z / UZ/ AZ: WorldDocument42 pagesZ / UZ/ AZ: Worldn ramanNo ratings yet
- Wo2018216034a1 PDFDocument21 pagesWo2018216034a1 PDFKarthik SambiNo ratings yet
- 20 September 2007 (20.09.2007) : (19) World Intellectual Property OrganizationDocument20 pages20 September 2007 (20.09.2007) : (19) World Intellectual Property OrganizationCarlos SantiagoNo ratings yet
- World: International BureauDocument15 pagesWorld: International BureauAdhisya Salma KhairunnisaNo ratings yet
- Epoxy Reactive DiluentsDocument27 pagesEpoxy Reactive DiluentsAlejandro Sánchez MartínezNo ratings yet
- Unless Otherwise Indicated, For Every Kind of Regional Protection AvailableDocument40 pagesUnless Otherwise Indicated, For Every Kind of Regional Protection AvailableDavid Coello CedeñoNo ratings yet
- WO 2010/115996 Al: 14 October 2010 (14.10.2010)Document29 pagesWO 2010/115996 Al: 14 October 2010 (14.10.2010)Mary HullNo ratings yet
- WO2017122020A1Document47 pagesWO2017122020A1Nuzhat CollectionsNo ratings yet
- WO2007069266A2Document13 pagesWO2007069266A2Dr. Narsinh DodiyaNo ratings yet
- Waste Rubber Composition - WO2021152109 - A1Document18 pagesWaste Rubber Composition - WO2021152109 - A1karim.rashidmaneshNo ratings yet
- Increased Homogeneity of Mycological Biopolymer Grown Into Void SpaceDocument40 pagesIncreased Homogeneity of Mycological Biopolymer Grown Into Void SpaceXochitl GarcíaNo ratings yet
- International BureauDocument24 pagesInternational BureauniteshacharyaNo ratings yet
- WO2010069028A1Document26 pagesWO2010069028A1NnaLupizNo ratings yet
- PatentDocument5 pagesPatentMuhammad Misbah FajarNo ratings yet
- (Ocr) Wo2022246181a2Document105 pages(Ocr) Wo2022246181a2Igor SilvaNo ratings yet
- Ciprofloxacin PDFDocument20 pagesCiprofloxacin PDFnurvaniNo ratings yet
- International BureauDocument40 pagesInternational Bureauomar shadyNo ratings yet
- Cele CoxDocument15 pagesCele CoxLinsay Granados CondeNo ratings yet
- Wo 2015151080 A 2Document113 pagesWo 2015151080 A 2Lalit ModiNo ratings yet
- WO2017121980A1Document24 pagesWO2017121980A1Hardimas dwi cahyoNo ratings yet
- WO 2008/074667 Al: International BureauDocument23 pagesWO 2008/074667 Al: International BureauManuel MontañoNo ratings yet
- International BureauDocument13 pagesInternational Bureautsilavo solofonomenaNo ratings yet
- International BureauDocument19 pagesInternational BureauAldi RamadhaniNo ratings yet
- WO2013023249A1Document67 pagesWO2013023249A1Aldi RamadhaniNo ratings yet
- Wo 2014185872 A 1Document11 pagesWo 2014185872 A 1Shahid AliNo ratings yet
- Canada: Demande BrevetDocument70 pagesCanada: Demande Brevetpengyu yanNo ratings yet
- WO 2013/023662 Al: International BureauDocument32 pagesWO 2013/023662 Al: International Bureau12348No ratings yet
- View PDFDocument29 pagesView PDFADARSH PNo ratings yet
- Pecan Nut Kernel Extraction Method (Brevet)Document24 pagesPecan Nut Kernel Extraction Method (Brevet)Cristina Izabela SelageaNo ratings yet
- Wo2010023054a1 PDFDocument50 pagesWo2010023054a1 PDFDuong DoanNo ratings yet
- World: (19) Intellectual Property Organization (10) International Publication Number (43) International Publication DateDocument21 pagesWorld: (19) Intellectual Property Organization (10) International Publication Number (43) International Publication DateshaNo ratings yet
- Corrected Version: International Publication Number (43) International Publication Date 22 April 2010 (22.04.2010)Document1 pageCorrected Version: International Publication Number (43) International Publication Date 22 April 2010 (22.04.2010)Nilabh SinghNo ratings yet
- Spray Dried FlavourDocument22 pagesSpray Dried FlavourAlex HahnNo ratings yet
- GlycerineeDocument81 pagesGlycerineePravin AgalaveNo ratings yet
- 2.5 PH Water Disinfectant PDFDocument15 pages2.5 PH Water Disinfectant PDFEry KaNo ratings yet
- patent-WO2014025244A1-Apparatus and Method For Repair and Renovation of Crankshaft Journal Surfaces In-Situ by Means of Laser CladdingDocument21 pagespatent-WO2014025244A1-Apparatus and Method For Repair and Renovation of Crankshaft Journal Surfaces In-Situ by Means of Laser CladdingMahnooshNo ratings yet
- Process For The Polymerization of Vinyl ChlorideDocument32 pagesProcess For The Polymerization of Vinyl ChlorideThu TongNo ratings yet
- Method For Generating A Reverberation Audio Signal Wo2022045888Document105 pagesMethod For Generating A Reverberation Audio Signal Wo2022045888timeornotimeNo ratings yet
- WO 2021/250702 Al: 16 December 2021 (16.12.2021)Document22 pagesWO 2021/250702 Al: 16 December 2021 (16.12.2021)rgNo ratings yet
- Alfa Laval U BendDocument23 pagesAlfa Laval U BendPRASANNANo ratings yet
- International BureauDocument28 pagesInternational BureauNace AtanasovNo ratings yet
- NETmix Static Mixer PCR US PatentDocument10 pagesNETmix Static Mixer PCR US Patent124002045No ratings yet
- D 3Document23 pagesD 3Anonymous C3BD7OdNo ratings yet
- WO2018075145A1Document49 pagesWO2018075145A1samik4uNo ratings yet
- WO 2014/174291 Al: International BureauDocument20 pagesWO 2014/174291 Al: International BureauTreerat VacharanukrauhNo ratings yet
- Wo2012149147a1 PDFDocument15 pagesWo2012149147a1 PDFNdjidda DjamaNo ratings yet
- Liquid Hand Dishwashing Detergent CompositionDocument38 pagesLiquid Hand Dishwashing Detergent CompositionEdgardo Ed RamirezNo ratings yet
- Patent Hand SanitizerDocument15 pagesPatent Hand SanitizerFebrianto DimazNo ratings yet
- Hexoskin Patent PDFDocument34 pagesHexoskin Patent PDFSayantan RahaNo ratings yet
- Broken Lullaby by Chibireina124Document135 pagesBroken Lullaby by Chibireina124Aulya S. WataawaNo ratings yet
- hw2 PDFDocument2 pageshw2 PDFAulya S. WataawaNo ratings yet
- hw1 PDFDocument2 pageshw1 PDFAulya S. WataawaNo ratings yet
- Mechanics of Material Systems: Franz-Josef UlmDocument13 pagesMechanics of Material Systems: Franz-Josef UlmAulya S. WataawaNo ratings yet
- Design and Analysis of Pressure Vessel: Durga Prasanth & Sachidananda. H. KDocument12 pagesDesign and Analysis of Pressure Vessel: Durga Prasanth & Sachidananda. H. KTJPRC PublicationsNo ratings yet
- MIT Ising ModelDocument43 pagesMIT Ising ModelAritra LahiriNo ratings yet
- Olimpiade Internasional Topik StoikiometriDocument7 pagesOlimpiade Internasional Topik StoikiometriHeru Christian Strecker AritonangNo ratings yet
- High Pitch Low PitchDocument2 pagesHigh Pitch Low PitchLovieAlfonsoNo ratings yet
- CHP 15-3 Wave InteractionsDocument6 pagesCHP 15-3 Wave InteractionsDoyNo ratings yet
- Presentation - Compressive Strength of Hardened ConcreteDocument5 pagesPresentation - Compressive Strength of Hardened ConcreteMuhammad Sufian Sarwar100% (1)
- 1970-Petukhov - Heat Transfer and Friction in Turbulent Pipe Flow With Variable Physical PropertiesDocument62 pages1970-Petukhov - Heat Transfer and Friction in Turbulent Pipe Flow With Variable Physical Propertiesmonsterh5No ratings yet
- Ansys LabDocument47 pagesAnsys LabPraveen KumarNo ratings yet
- Behaviour of Laterally Loaded Rigid Piles in Cohesive Soils BasedDocument15 pagesBehaviour of Laterally Loaded Rigid Piles in Cohesive Soils BasedLeo XuNo ratings yet
- Optimum Unbraced Length Ratios of Slender Steel Sections: Saleem M. Umair, Q. Hisham, and Zahid A. SiddiqiDocument5 pagesOptimum Unbraced Length Ratios of Slender Steel Sections: Saleem M. Umair, Q. Hisham, and Zahid A. SiddiqimargitorsiNo ratings yet
- Mototaro Eguchi - Electret PDFDocument2 pagesMototaro Eguchi - Electret PDFLeonardo MartoneNo ratings yet
- Hach Pocket Pro TestersDocument4 pagesHach Pocket Pro TestersDavid Cruz ZamoraNo ratings yet
- Molar Volume of HydrogenDocument5 pagesMolar Volume of HydrogenILrahmaPradira'ges'GesariNo ratings yet
- Modern Online Testing of Induction Motors For Predictive Maintenance and MonitoringDocument7 pagesModern Online Testing of Induction Motors For Predictive Maintenance and MonitoringJonas BorgesNo ratings yet
- Advances in Heat Transfer 1 (1964)Document464 pagesAdvances in Heat Transfer 1 (1964)alejandro_baro419No ratings yet
- Non Destructive TestingDocument4 pagesNon Destructive Testingأحمد دعبسNo ratings yet
- CARB in Industrial FansDocument8 pagesCARB in Industrial FansJurun_Bidanshi100% (1)
- Quiz in Physical Science1Document2 pagesQuiz in Physical Science1Lorraine Anne Perez CalsesNo ratings yet
- OLD AUTOMATION Midterm-Exam SolutionDocument2 pagesOLD AUTOMATION Midterm-Exam SolutionsilverhandxNo ratings yet
- ASTM C518-15 Standard Test Method For Steady-StatDocument15 pagesASTM C518-15 Standard Test Method For Steady-StatRoberto ColoniaNo ratings yet
- Mellin Transform ExampleDocument2 pagesMellin Transform ExamplelazciscoNo ratings yet
- IBO 2009 Theory AnswersDocument9 pagesIBO 2009 Theory AnswersPei JingNo ratings yet
- Some Ky Fan Type Inequalities On Time ScalesDocument5 pagesSome Ky Fan Type Inequalities On Time ScalesIulia IuliaNo ratings yet
- Chapter 5Document37 pagesChapter 5TajTajNo ratings yet
- Group # 3: 4cheaDocument16 pagesGroup # 3: 4cheaNishant ChughNo ratings yet
- PropagacionDocument41 pagesPropagacionJuan PabloNo ratings yet