
L05 - Advanced PLC Topics For Micro800Ö Controllers With Motion Capabilities and CIP Messaging Functionality - Lab Manual
L05 - Advanced PLC Topics For Micro800Ö Controllers With Motion Capabilities and CIP Messaging Functionality - Lab Manual
You might also like
- Relay Setting CalculationDocument3 pagesRelay Setting CalculationSamarendu Baul90% (30)
- PanelView Plus Machine-Level Application Topics - Lab AvanzadoDocument144 pagesPanelView Plus Machine-Level Application Topics - Lab AvanzadoBenjhy Jordan Castillo ValeraNo ratings yet
- L09 - Drive Configuration & Programming Lab: For Classroom Use Only!Document119 pagesL09 - Drive Configuration & Programming Lab: For Classroom Use Only!cuongvcs100% (1)
- P AInDocument48 pagesP AIndroncanciomNo ratings yet
- L07 - Integrated Motion On Ethernet/IP - Basic Lab: For Classroom Use Only!Document58 pagesL07 - Integrated Motion On Ethernet/IP - Basic Lab: For Classroom Use Only!cuongvcs100% (1)
- Factorytalk View Site Edition: Implementing Factorytalk Alarms and EventsDocument0 pagesFactorytalk View Site Edition: Implementing Factorytalk Alarms and EventsRogerio RodriguesNo ratings yet
- Plant PAX Foundation Fieldbus InterfaseDocument291 pagesPlant PAX Foundation Fieldbus InterfaseGabriel VelardeNo ratings yet
- FT Historian IN11Document100 pagesFT Historian IN11Uriel Lv100% (1)
- VZ03Document155 pagesVZ03DanielOrtegaNo ratings yet
- L20 - Integrated Motion On Ethernet/IP: Advanced Lab: For Classroom Use Only!Document70 pagesL20 - Integrated Motion On Ethernet/IP: Advanced Lab: For Classroom Use Only!cuongvcs100% (1)
- L16 ManualDocument150 pagesL16 ManualRavenShieldXNo ratings yet
- 01 PlantPAx 4.1 Intro To Process System For Oper and Engr LabDocument102 pages01 PlantPAx 4.1 Intro To Process System For Oper and Engr Labpisoy30392No ratings yet
- RAOTM 2017 - L07 - Micro800 PLC Programming With Connected Components Workbench Software - ManualDocument154 pagesRAOTM 2017 - L07 - Micro800 PLC Programming With Connected Components Workbench Software - ManualHuy Tran100% (2)
- L09 ManualDocument132 pagesL09 ManualRavenShieldX100% (1)
- MotionDocument110 pagesMotionsonvv2412100% (1)
- Factory Talk SE Alarmas y EventosDocument178 pagesFactory Talk SE Alarmas y EventosAlejandro Almonacid RivasNo ratings yet
- L01 - PlantPAx DCS Eficiencia e Rapidez em Execucao de Projetos - Lab ManualDocument139 pagesL01 - PlantPAx DCS Eficiencia e Rapidez em Execucao de Projetos - Lab ManualLeon RochaNo ratings yet
- Rockwell Automation TechED 2019 - VZ12 - FactoryTalk View SE Introductory Lab For Distributed HMIDocument117 pagesRockwell Automation TechED 2019 - VZ12 - FactoryTalk View SE Introductory Lab For Distributed HMISandra EcheverriNo ratings yet
- Logix 5000 Controllers Major, Minor, and I/O Faults: Programming ManualDocument37 pagesLogix 5000 Controllers Major, Minor, and I/O Faults: Programming Manualhmlf.ityys52No ratings yet
- Abt-Ccp151-Tsm 2008-07Document230 pagesAbt-Ccp151-Tsm 2008-07Rafael Bartolo100% (1)
- Applying EtherNetIP in Real Time Applications PDFDocument100 pagesApplying EtherNetIP in Real Time Applications PDFAngel RangelNo ratings yet
- Logix Wp008 en PDocument27 pagesLogix Wp008 en PAnonymous YhFsrjunV0No ratings yet
- Manual de Entrenamiento PS5Document370 pagesManual de Entrenamiento PS5SAGITARIONo ratings yet
- How To Setup and Run RSLogix Emulation (SLC500&Micrologix 1000)Document4 pagesHow To Setup and Run RSLogix Emulation (SLC500&Micrologix 1000)hzq1eNo ratings yet
- LFP SP004B PDFDocument112 pagesLFP SP004B PDFHans MortenNo ratings yet
- Bài Gi NG Training PLC Abt-Ccp299-Tis 2013-09 PDFDocument66 pagesBài Gi NG Training PLC Abt-Ccp299-Tis 2013-09 PDFNguyenThanhEpu100% (2)
- AddOn (P ValveMO)Document52 pagesAddOn (P ValveMO)carbono980No ratings yet
- L03 ApplyingIntegratedArchitectureDocument130 pagesL03 ApplyingIntegratedArchitecturerajavinugmailcomNo ratings yet
- InfoPLC Net Studio5000 V21 KTACDocument51 pagesInfoPLC Net Studio5000 V21 KTACReynan Giacomin Borlini100% (1)
- Man PowerFlex 755 8ChDocument50 pagesMan PowerFlex 755 8ChJorge Gustavo GoyecheaNo ratings yet
- 1756-HSC Various ConfigurationsDocument6 pages1756-HSC Various ConfigurationsPaul Ramos CarcaustoNo ratings yet
- Vdocuments - MX - Student Manual Abt CCP tsm143 Rslogix 5000 Level 3 Project DevelopmentpdfDocument375 pagesVdocuments - MX - Student Manual Abt CCP tsm143 Rslogix 5000 Level 3 Project DevelopmentpdfSoran FathiNo ratings yet
- PLC Connection GuideDocument520 pagesPLC Connection GuideSara Caldwell100% (1)
- Lab1 - Using The Kinetix 300 Drive - REVIEWDocument35 pagesLab1 - Using The Kinetix 300 Drive - REVIEWChris CornellNo ratings yet
- ControlLogix5000 MSG Instruction - 2.0Document13 pagesControlLogix5000 MSG Instruction - 2.0shijub_001No ratings yet
- Abt-N300-Tsj50 2005-04Document182 pagesAbt-N300-Tsj50 2005-04Luis Godoy Rojas100% (2)
- LAB503 PlantPAx System Operations and Engining Lab PDFDocument103 pagesLAB503 PlantPAx System Operations and Engining Lab PDFAnonymous AsIbqUNo ratings yet
- Tutorial 3 VFD Motor AdvancedDocument20 pagesTutorial 3 VFD Motor AdvancedTrần Nguyên KhảiNo ratings yet
- 00 - PlantPAx System Design and Estimation Tools v5.0 (en-US)Document79 pages00 - PlantPAx System Design and Estimation Tools v5.0 (en-US)ArielistoNo ratings yet
- RSLogix 5000 Emulate Software - SIM Module ConfigurationDocument3 pagesRSLogix 5000 Emulate Software - SIM Module ConfigurationMarisolNo ratings yet
- ControlNet LabsDocument91 pagesControlNet Labsandrei.ciobanasu100% (1)
- L12 - Studio 5000 and Logix: Basics Lab: For Classroom Use Only!Document40 pagesL12 - Studio 5000 and Logix: Basics Lab: For Classroom Use Only!cuongvcs100% (1)
- L12 - Studio 5000 and Studio 5000 Logix Designer: Basics LabDocument128 pagesL12 - Studio 5000 and Studio 5000 Logix Designer: Basics Labcuongvcs100% (1)
- Powerflex 520-Series Adjustable Frequency Ac Drive: User ManualDocument272 pagesPowerflex 520-Series Adjustable Frequency Ac Drive: User ManualMatias GiammariniNo ratings yet
- Vijeo Quick Start Tutorial V710Document86 pagesVijeo Quick Start Tutorial V710idris_pmNo ratings yet
- LBSM Proces At014 en eDocument88 pagesLBSM Proces At014 en eshijub_001No ratings yet
- Micrologix Lab 2Document26 pagesMicrologix Lab 2Fernando Jaime Alonso MartínezNo ratings yet
- TechED EMEA 2019 - VZ03 - Designing Machine-Level HMI With PanelView™ 5000 and Studio 5000 View DesigneDocument17 pagesTechED EMEA 2019 - VZ03 - Designing Machine-Level HMI With PanelView™ 5000 and Studio 5000 View Designemrb20No ratings yet
- Connected Components Workbench v21 Software Bottle Filling Application LabDocument102 pagesConnected Components Workbench v21 Software Bottle Filling Application LabNixiusNo ratings yet
- Introduction To Logix Hands-On Lab Presenter: Liz Bahl Commercial EngineeringDocument84 pagesIntroduction To Logix Hands-On Lab Presenter: Liz Bahl Commercial EngineeringRaul Roque YujraNo ratings yet
- Timer ApplicationsDocument28 pagesTimer ApplicationsghanNo ratings yet
- Micrologix: Rslogix 500 Lab#3Document31 pagesMicrologix: Rslogix 500 Lab#3Fernando Jaime Alonso Martínez100% (1)
- Factory Talk Process BookDocument378 pagesFactory Talk Process BookRandy GillumNo ratings yet
- Cip Safety Pf527 Hott 2015 v1 - 2 Mar 18 2015Document16 pagesCip Safety Pf527 Hott 2015 v1 - 2 Mar 18 2015ipasa100% (1)
- FactoryTalk View SE LabDocument164 pagesFactoryTalk View SE LabRoyal Ritesh SharmaNo ratings yet
- Compact GuardLogix 5370 ControllersDocument208 pagesCompact GuardLogix 5370 ControllersPatrick LiuNo ratings yet
- Mastering Siemens S7: A Comprehensive Guide to PLC ProgrammingFrom EverandMastering Siemens S7: A Comprehensive Guide to PLC ProgrammingNo ratings yet
- MB03 - BAsic Programing 800micro PDFDocument128 pagesMB03 - BAsic Programing 800micro PDFLuis angelNo ratings yet
- MagneMotion Independent Cart Technology Hands-On Experience-Manual V4Document109 pagesMagneMotion Independent Cart Technology Hands-On Experience-Manual V4RudimarNo ratings yet
- ELEC1207 Opamps Master2022Document152 pagesELEC1207 Opamps Master2022tyrsvannanNo ratings yet
- Digital Satellite News GatheringDocument5 pagesDigital Satellite News GatheringSanket KaulkarNo ratings yet
- Jetmove 204-480 Ba 201 ManualDocument126 pagesJetmove 204-480 Ba 201 ManualleandroNo ratings yet
- Tutorial On BJT - PartDocument34 pagesTutorial On BJT - PartVinay PasiNo ratings yet
- Syllabus For B. Tech in Electrical EngineeringDocument20 pagesSyllabus For B. Tech in Electrical EngineeringRISHAV kumarNo ratings yet
- JBL Basspro Car Active Subwoofer Rev.0Document18 pagesJBL Basspro Car Active Subwoofer Rev.0Edgar MamaniNo ratings yet
- EEEB273 N05 - Diff Amp BJT x6 PDFDocument7 pagesEEEB273 N05 - Diff Amp BJT x6 PDFNur AdhiraaNo ratings yet
- Voice Data Video CrosswalkDocument11 pagesVoice Data Video CrosswalkJulio SibrianNo ratings yet
- AIC SatyaDocument141 pagesAIC SatyaMr. RAVI KUMAR INo ratings yet
- Current SensorDocument2 pagesCurrent SensorRagavendiran AppavuNo ratings yet
- Electronic Test EquipmentDocument566 pagesElectronic Test EquipmentBobby Chipping100% (1)
- Solving DC Analysis and Plotting Load Line With Q PointDocument29 pagesSolving DC Analysis and Plotting Load Line With Q PointMOHD REZA FADHLAN B DAUD100% (3)
- Nibbelink - Capacitive Humidity Sensor CombinedDocument14 pagesNibbelink - Capacitive Humidity Sensor CombinedDan ZerupNo ratings yet
- MICROCONTROLLER-BASED TACHOMETER - Kits 'N' Spares PDFDocument4 pagesMICROCONTROLLER-BASED TACHOMETER - Kits 'N' Spares PDFsafe cityNo ratings yet
- Crown Macro Tech 1202 2402Document36 pagesCrown Macro Tech 1202 2402danielarteagaNo ratings yet
- Effective Vocal DeliveryDocument33 pagesEffective Vocal DeliveryEmmanuel de LeonNo ratings yet
- FET Circuits - Rufus P. Turner PDFDocument155 pagesFET Circuits - Rufus P. Turner PDFray davisNo ratings yet
- Chapter 3 - OscillatorDocument19 pagesChapter 3 - Oscillatormae beronNo ratings yet
- Read/Write Base Station U2270B: FeaturesDocument18 pagesRead/Write Base Station U2270B: FeaturesJuan CarlosNo ratings yet
- II ND YEAR SEM B U.G. Elex and TC Syllabus 2022-23Document12 pagesII ND YEAR SEM B U.G. Elex and TC Syllabus 2022-23Mitali KhareNo ratings yet
- AnalizerDocument230 pagesAnalizerLugigan NicusorNo ratings yet
- OPA454 High-Voltage (100-V), High-Current (50-Ma) Operational Amplifiers, G 1 StableDocument48 pagesOPA454 High-Voltage (100-V), High-Current (50-Ma) Operational Amplifiers, G 1 StableLincolnNo ratings yet
- Lm8365 Digital Clock Circuit BoardDocument1 pageLm8365 Digital Clock Circuit BoardMd Kamruzzaman KhanNo ratings yet
- A New Low-Cost Active Rod AntennaDocument4 pagesA New Low-Cost Active Rod AntennaJuanPajueloChipanaNo ratings yet
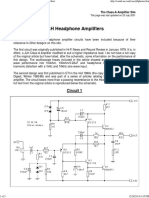
- JLH 1985 HeadphoneDocument5 pagesJLH 1985 HeadphoneDave LeeNo ratings yet
- E D C T: Lectronic Evices AND Ircuit HeoryDocument9 pagesE D C T: Lectronic Evices AND Ircuit HeoryDoymer Garcia DuarteNo ratings yet
- EC 1 Notes PDFDocument315 pagesEC 1 Notes PDFparantn100% (1)
- MA-352 - Owner's ManualDocument28 pagesMA-352 - Owner's ManualStefanoViganóNo ratings yet
- JBL Partybox OnthegoDocument42 pagesJBL Partybox Onthegovs674584No ratings yet
























































































Download as pdf or txt
You might also like
- Relay Setting CalculationDocument3 pagesRelay Setting CalculationSamarendu Baul90% (30)
- PanelView Plus Machine-Level Application Topics - Lab AvanzadoDocument144 pagesPanelView Plus Machine-Level Application Topics - Lab AvanzadoBenjhy Jordan Castillo ValeraNo ratings yet
- L09 - Drive Configuration & Programming Lab: For Classroom Use Only!Document119 pagesL09 - Drive Configuration & Programming Lab: For Classroom Use Only!cuongvcs100% (1)
- P AInDocument48 pagesP AIndroncanciomNo ratings yet
- L07 - Integrated Motion On Ethernet/IP - Basic Lab: For Classroom Use Only!Document58 pagesL07 - Integrated Motion On Ethernet/IP - Basic Lab: For Classroom Use Only!cuongvcs100% (1)
- Factorytalk View Site Edition: Implementing Factorytalk Alarms and EventsDocument0 pagesFactorytalk View Site Edition: Implementing Factorytalk Alarms and EventsRogerio RodriguesNo ratings yet
- Plant PAX Foundation Fieldbus InterfaseDocument291 pagesPlant PAX Foundation Fieldbus InterfaseGabriel VelardeNo ratings yet
- FT Historian IN11Document100 pagesFT Historian IN11Uriel Lv100% (1)
- VZ03Document155 pagesVZ03DanielOrtegaNo ratings yet
- L20 - Integrated Motion On Ethernet/IP: Advanced Lab: For Classroom Use Only!Document70 pagesL20 - Integrated Motion On Ethernet/IP: Advanced Lab: For Classroom Use Only!cuongvcs100% (1)
- L16 ManualDocument150 pagesL16 ManualRavenShieldXNo ratings yet
- 01 PlantPAx 4.1 Intro To Process System For Oper and Engr LabDocument102 pages01 PlantPAx 4.1 Intro To Process System For Oper and Engr Labpisoy30392No ratings yet
- RAOTM 2017 - L07 - Micro800 PLC Programming With Connected Components Workbench Software - ManualDocument154 pagesRAOTM 2017 - L07 - Micro800 PLC Programming With Connected Components Workbench Software - ManualHuy Tran100% (2)
- L09 ManualDocument132 pagesL09 ManualRavenShieldX100% (1)
- MotionDocument110 pagesMotionsonvv2412100% (1)
- Factory Talk SE Alarmas y EventosDocument178 pagesFactory Talk SE Alarmas y EventosAlejandro Almonacid RivasNo ratings yet
- L01 - PlantPAx DCS Eficiencia e Rapidez em Execucao de Projetos - Lab ManualDocument139 pagesL01 - PlantPAx DCS Eficiencia e Rapidez em Execucao de Projetos - Lab ManualLeon RochaNo ratings yet
- Rockwell Automation TechED 2019 - VZ12 - FactoryTalk View SE Introductory Lab For Distributed HMIDocument117 pagesRockwell Automation TechED 2019 - VZ12 - FactoryTalk View SE Introductory Lab For Distributed HMISandra EcheverriNo ratings yet
- Logix 5000 Controllers Major, Minor, and I/O Faults: Programming ManualDocument37 pagesLogix 5000 Controllers Major, Minor, and I/O Faults: Programming Manualhmlf.ityys52No ratings yet
- Abt-Ccp151-Tsm 2008-07Document230 pagesAbt-Ccp151-Tsm 2008-07Rafael Bartolo100% (1)
- Applying EtherNetIP in Real Time Applications PDFDocument100 pagesApplying EtherNetIP in Real Time Applications PDFAngel RangelNo ratings yet
- Logix Wp008 en PDocument27 pagesLogix Wp008 en PAnonymous YhFsrjunV0No ratings yet
- Manual de Entrenamiento PS5Document370 pagesManual de Entrenamiento PS5SAGITARIONo ratings yet
- How To Setup and Run RSLogix Emulation (SLC500&Micrologix 1000)Document4 pagesHow To Setup and Run RSLogix Emulation (SLC500&Micrologix 1000)hzq1eNo ratings yet
- LFP SP004B PDFDocument112 pagesLFP SP004B PDFHans MortenNo ratings yet
- Bài Gi NG Training PLC Abt-Ccp299-Tis 2013-09 PDFDocument66 pagesBài Gi NG Training PLC Abt-Ccp299-Tis 2013-09 PDFNguyenThanhEpu100% (2)
- AddOn (P ValveMO)Document52 pagesAddOn (P ValveMO)carbono980No ratings yet
- L03 ApplyingIntegratedArchitectureDocument130 pagesL03 ApplyingIntegratedArchitecturerajavinugmailcomNo ratings yet
- InfoPLC Net Studio5000 V21 KTACDocument51 pagesInfoPLC Net Studio5000 V21 KTACReynan Giacomin Borlini100% (1)
- Man PowerFlex 755 8ChDocument50 pagesMan PowerFlex 755 8ChJorge Gustavo GoyecheaNo ratings yet
- 1756-HSC Various ConfigurationsDocument6 pages1756-HSC Various ConfigurationsPaul Ramos CarcaustoNo ratings yet
- Vdocuments - MX - Student Manual Abt CCP tsm143 Rslogix 5000 Level 3 Project DevelopmentpdfDocument375 pagesVdocuments - MX - Student Manual Abt CCP tsm143 Rslogix 5000 Level 3 Project DevelopmentpdfSoran FathiNo ratings yet
- PLC Connection GuideDocument520 pagesPLC Connection GuideSara Caldwell100% (1)
- Lab1 - Using The Kinetix 300 Drive - REVIEWDocument35 pagesLab1 - Using The Kinetix 300 Drive - REVIEWChris CornellNo ratings yet
- ControlLogix5000 MSG Instruction - 2.0Document13 pagesControlLogix5000 MSG Instruction - 2.0shijub_001No ratings yet
- Abt-N300-Tsj50 2005-04Document182 pagesAbt-N300-Tsj50 2005-04Luis Godoy Rojas100% (2)
- LAB503 PlantPAx System Operations and Engining Lab PDFDocument103 pagesLAB503 PlantPAx System Operations and Engining Lab PDFAnonymous AsIbqUNo ratings yet
- Tutorial 3 VFD Motor AdvancedDocument20 pagesTutorial 3 VFD Motor AdvancedTrần Nguyên KhảiNo ratings yet
- 00 - PlantPAx System Design and Estimation Tools v5.0 (en-US)Document79 pages00 - PlantPAx System Design and Estimation Tools v5.0 (en-US)ArielistoNo ratings yet
- RSLogix 5000 Emulate Software - SIM Module ConfigurationDocument3 pagesRSLogix 5000 Emulate Software - SIM Module ConfigurationMarisolNo ratings yet
- ControlNet LabsDocument91 pagesControlNet Labsandrei.ciobanasu100% (1)
- L12 - Studio 5000 and Logix: Basics Lab: For Classroom Use Only!Document40 pagesL12 - Studio 5000 and Logix: Basics Lab: For Classroom Use Only!cuongvcs100% (1)
- L12 - Studio 5000 and Studio 5000 Logix Designer: Basics LabDocument128 pagesL12 - Studio 5000 and Studio 5000 Logix Designer: Basics Labcuongvcs100% (1)
- Powerflex 520-Series Adjustable Frequency Ac Drive: User ManualDocument272 pagesPowerflex 520-Series Adjustable Frequency Ac Drive: User ManualMatias GiammariniNo ratings yet
- Vijeo Quick Start Tutorial V710Document86 pagesVijeo Quick Start Tutorial V710idris_pmNo ratings yet
- LBSM Proces At014 en eDocument88 pagesLBSM Proces At014 en eshijub_001No ratings yet
- Micrologix Lab 2Document26 pagesMicrologix Lab 2Fernando Jaime Alonso MartínezNo ratings yet
- TechED EMEA 2019 - VZ03 - Designing Machine-Level HMI With PanelView™ 5000 and Studio 5000 View DesigneDocument17 pagesTechED EMEA 2019 - VZ03 - Designing Machine-Level HMI With PanelView™ 5000 and Studio 5000 View Designemrb20No ratings yet
- Connected Components Workbench v21 Software Bottle Filling Application LabDocument102 pagesConnected Components Workbench v21 Software Bottle Filling Application LabNixiusNo ratings yet
- Introduction To Logix Hands-On Lab Presenter: Liz Bahl Commercial EngineeringDocument84 pagesIntroduction To Logix Hands-On Lab Presenter: Liz Bahl Commercial EngineeringRaul Roque YujraNo ratings yet
- Timer ApplicationsDocument28 pagesTimer ApplicationsghanNo ratings yet
- Micrologix: Rslogix 500 Lab#3Document31 pagesMicrologix: Rslogix 500 Lab#3Fernando Jaime Alonso Martínez100% (1)
- Factory Talk Process BookDocument378 pagesFactory Talk Process BookRandy GillumNo ratings yet
- Cip Safety Pf527 Hott 2015 v1 - 2 Mar 18 2015Document16 pagesCip Safety Pf527 Hott 2015 v1 - 2 Mar 18 2015ipasa100% (1)
- FactoryTalk View SE LabDocument164 pagesFactoryTalk View SE LabRoyal Ritesh SharmaNo ratings yet
- Compact GuardLogix 5370 ControllersDocument208 pagesCompact GuardLogix 5370 ControllersPatrick LiuNo ratings yet
- Mastering Siemens S7: A Comprehensive Guide to PLC ProgrammingFrom EverandMastering Siemens S7: A Comprehensive Guide to PLC ProgrammingNo ratings yet
- MB03 - BAsic Programing 800micro PDFDocument128 pagesMB03 - BAsic Programing 800micro PDFLuis angelNo ratings yet
- MagneMotion Independent Cart Technology Hands-On Experience-Manual V4Document109 pagesMagneMotion Independent Cart Technology Hands-On Experience-Manual V4RudimarNo ratings yet
- ELEC1207 Opamps Master2022Document152 pagesELEC1207 Opamps Master2022tyrsvannanNo ratings yet
- Digital Satellite News GatheringDocument5 pagesDigital Satellite News GatheringSanket KaulkarNo ratings yet
- Jetmove 204-480 Ba 201 ManualDocument126 pagesJetmove 204-480 Ba 201 ManualleandroNo ratings yet
- Tutorial On BJT - PartDocument34 pagesTutorial On BJT - PartVinay PasiNo ratings yet
- Syllabus For B. Tech in Electrical EngineeringDocument20 pagesSyllabus For B. Tech in Electrical EngineeringRISHAV kumarNo ratings yet
- JBL Basspro Car Active Subwoofer Rev.0Document18 pagesJBL Basspro Car Active Subwoofer Rev.0Edgar MamaniNo ratings yet
- EEEB273 N05 - Diff Amp BJT x6 PDFDocument7 pagesEEEB273 N05 - Diff Amp BJT x6 PDFNur AdhiraaNo ratings yet
- Voice Data Video CrosswalkDocument11 pagesVoice Data Video CrosswalkJulio SibrianNo ratings yet
- AIC SatyaDocument141 pagesAIC SatyaMr. RAVI KUMAR INo ratings yet
- Current SensorDocument2 pagesCurrent SensorRagavendiran AppavuNo ratings yet
- Electronic Test EquipmentDocument566 pagesElectronic Test EquipmentBobby Chipping100% (1)
- Solving DC Analysis and Plotting Load Line With Q PointDocument29 pagesSolving DC Analysis and Plotting Load Line With Q PointMOHD REZA FADHLAN B DAUD100% (3)
- Nibbelink - Capacitive Humidity Sensor CombinedDocument14 pagesNibbelink - Capacitive Humidity Sensor CombinedDan ZerupNo ratings yet
- MICROCONTROLLER-BASED TACHOMETER - Kits 'N' Spares PDFDocument4 pagesMICROCONTROLLER-BASED TACHOMETER - Kits 'N' Spares PDFsafe cityNo ratings yet
- Crown Macro Tech 1202 2402Document36 pagesCrown Macro Tech 1202 2402danielarteagaNo ratings yet
- Effective Vocal DeliveryDocument33 pagesEffective Vocal DeliveryEmmanuel de LeonNo ratings yet
- FET Circuits - Rufus P. Turner PDFDocument155 pagesFET Circuits - Rufus P. Turner PDFray davisNo ratings yet
- Chapter 3 - OscillatorDocument19 pagesChapter 3 - Oscillatormae beronNo ratings yet
- Read/Write Base Station U2270B: FeaturesDocument18 pagesRead/Write Base Station U2270B: FeaturesJuan CarlosNo ratings yet
- II ND YEAR SEM B U.G. Elex and TC Syllabus 2022-23Document12 pagesII ND YEAR SEM B U.G. Elex and TC Syllabus 2022-23Mitali KhareNo ratings yet
- AnalizerDocument230 pagesAnalizerLugigan NicusorNo ratings yet
- OPA454 High-Voltage (100-V), High-Current (50-Ma) Operational Amplifiers, G 1 StableDocument48 pagesOPA454 High-Voltage (100-V), High-Current (50-Ma) Operational Amplifiers, G 1 StableLincolnNo ratings yet
- Lm8365 Digital Clock Circuit BoardDocument1 pageLm8365 Digital Clock Circuit BoardMd Kamruzzaman KhanNo ratings yet
- A New Low-Cost Active Rod AntennaDocument4 pagesA New Low-Cost Active Rod AntennaJuanPajueloChipanaNo ratings yet
- JLH 1985 HeadphoneDocument5 pagesJLH 1985 HeadphoneDave LeeNo ratings yet
- E D C T: Lectronic Evices AND Ircuit HeoryDocument9 pagesE D C T: Lectronic Evices AND Ircuit HeoryDoymer Garcia DuarteNo ratings yet
- EC 1 Notes PDFDocument315 pagesEC 1 Notes PDFparantn100% (1)
- MA-352 - Owner's ManualDocument28 pagesMA-352 - Owner's ManualStefanoViganóNo ratings yet
- JBL Partybox OnthegoDocument42 pagesJBL Partybox Onthegovs674584No ratings yet