Download as pdf or txt
You might also like
- Design Spreadsheet Calculation For SBR Sequential Biological ReactorDocument12 pagesDesign Spreadsheet Calculation For SBR Sequential Biological ReactorHenry SPNo ratings yet
- Spreadsheet Calculates Critical FlowDocument8 pagesSpreadsheet Calculates Critical Flowhwang20% (1)
- Sample Brgy DTPDocument43 pagesSample Brgy DTPpagangpang galimuyod100% (19)
- Han Solar All V1Document32 pagesHan Solar All V1nandaNo ratings yet
- Ideologies of Laurie BakerDocument3 pagesIdeologies of Laurie Bakerakshay akNo ratings yet
- Design Sheet: Design For Sloping SitesDocument6 pagesDesign Sheet: Design For Sloping Sitessaha_02910% (1)
- A TEC Presentation, About A TECDocument38 pagesA TEC Presentation, About A TECFran jimenez100% (1)
- Cement Process Engineering Vade-Mecum: 8. Fluid FlowDocument10 pagesCement Process Engineering Vade-Mecum: 8. Fluid FlowHasnaoui SamirNo ratings yet
- A TEC - Calciner Combustion - Stefan KernDocument40 pagesA TEC - Calciner Combustion - Stefan KernDilnesa EjiguNo ratings yet
- 503 SNCR NOx and SNCRDocument11 pages503 SNCR NOx and SNCRvũ minh tâmNo ratings yet
- 1-Cement Manufacturing Process and SystemDocument75 pages1-Cement Manufacturing Process and Systemmlwbd2069No ratings yet
- Nox Impacts On Environment and Human HealthDocument5 pagesNox Impacts On Environment and Human HealthnaikNo ratings yet
- Quality and Formulae 4Document1 pageQuality and Formulae 4zane truesdaleNo ratings yet
- V4s46 Stack EmissionsDocument25 pagesV4s46 Stack EmissionsDilnesa EjiguNo ratings yet
- Summaries: Summary Mass BalanceDocument51 pagesSummaries: Summary Mass Balanceirfan100% (1)
- CoolerDocument3 pagesCoolerRizwanKhanNo ratings yet
- Seminar Cement Techonolgy - Thyssenkrupp - Februari 2019Document255 pagesSeminar Cement Techonolgy - Thyssenkrupp - Februari 2019Tommy ChristiantoNo ratings yet
- Blast Furnace Slag Weathering StudyDocument8 pagesBlast Furnace Slag Weathering StudyARNALDO BATTAGIN100% (3)
- Ball Mill OptimiztionDocument8 pagesBall Mill OptimiztionShakil AhmadNo ratings yet
- 1.1 Effect On Burning TemperatureDocument4 pages1.1 Effect On Burning TemperatureTarek FennicheNo ratings yet
- Surface Area of GMDocument6 pagesSurface Area of GMAnoop TiwariNo ratings yet
- Sticky FactorDocument1 pageSticky FactorJulio AguirreNo ratings yet
- Bulletin 9 - CFD Analysis and Flow Smoothening in PH Down Comer Duct To Reduce Pressure DropDocument2 pagesBulletin 9 - CFD Analysis and Flow Smoothening in PH Down Comer Duct To Reduce Pressure DropSivaram KrishnamoorthyNo ratings yet
- Alternative Fuel Systems at Aalborg Portland Cement, Denmark - Macario YapDocument29 pagesAlternative Fuel Systems at Aalborg Portland Cement, Denmark - Macario Yapnathaniel villanuevaNo ratings yet
- AFR Utilization in ACC - 2014Document11 pagesAFR Utilization in ACC - 2014Karthikeyan JagannathanNo ratings yet
- NOx Reduction TA Study Feb2010Document70 pagesNOx Reduction TA Study Feb2010naikNo ratings yet
- PreCal PriorityStudy InstDocument14 pagesPreCal PriorityStudy InstDilnesa EjiguNo ratings yet
- SPL Technical Paper.Document9 pagesSPL Technical Paper.Ragesh JoshiNo ratings yet
- HOD-P & QC Work BookDocument6 pagesHOD-P & QC Work BookvinodsnNo ratings yet
- Cost Estimation of Rotary DryerDocument4 pagesCost Estimation of Rotary DryerAlok NayakNo ratings yet
- Cement Plant VIPDocument51 pagesCement Plant VIPengr kazamNo ratings yet
- 10 081222 CroDocument1 page10 081222 Crorupesh soniNo ratings yet
- 71 LC3 The Cuban ExperienceDocument38 pages71 LC3 The Cuban ExperienceMirza BasitNo ratings yet
- Cpb-Sem2011-P11-Axial Sampling and Tromp CurveDocument54 pagesCpb-Sem2011-P11-Axial Sampling and Tromp Curvechibssa alemayehu100% (1)
- AFR Profile 2003 GuidelinesDocument13 pagesAFR Profile 2003 Guidelinesshani5573No ratings yet
- Lab Energy For Proximate Analysis of Coal and BiomassDocument14 pagesLab Energy For Proximate Analysis of Coal and BiomassPadam Prasad PaudelNo ratings yet
- 9 - RAWGRINDING CementDocument28 pages9 - RAWGRINDING CementAnoop Tiwari100% (2)
- Kiln OptimizationDocument7 pagesKiln Optimizationneo 87No ratings yet
- Field Operator Certification: Air BlastersDocument25 pagesField Operator Certification: Air BlastersSatya MakhijaNo ratings yet
- Technical Specifications line-II, IIIDocument8 pagesTechnical Specifications line-II, IIIhmaza shakeelNo ratings yet
- Energy ManagementDocument9 pagesEnergy Managementhasan_jafri_2No ratings yet
- EMR Standard #3 2017Document10 pagesEMR Standard #3 2017Hasnaoui SamirNo ratings yet
- SPL Utilization in Cement Steel IndustryDocument19 pagesSPL Utilization in Cement Steel IndustryVincent 2020No ratings yet
- Kiln Operation AnalysisDocument169 pagesKiln Operation AnalysisAnonymous 3ESYcrKPNo ratings yet
- Precalciner Kilns Systems & OperationDocument58 pagesPrecalciner Kilns Systems & OperationDilnesa EjiguNo ratings yet
- QC Cement PresentationDocument57 pagesQC Cement PresentationIrfan YousafNo ratings yet
- Recent Advancement in Batac Jig Technology, 2017Document22 pagesRecent Advancement in Batac Jig Technology, 2017Sushil DubeyNo ratings yet
- False Air CalcDocument2 pagesFalse Air CalcVijay Bhan100% (1)
- Refused Derived Fuel Technical and Economic Viability: Pedro Miguel de Oliveira CaracolDocument12 pagesRefused Derived Fuel Technical and Economic Viability: Pedro Miguel de Oliveira CaracolAnonymous wpAQQka0100% (1)
- 241.BF500 Safety Precautions When Using Coal and Lignite General Precautions For Inflammable Dust Safety InstructionDocument27 pages241.BF500 Safety Precautions When Using Coal and Lignite General Precautions For Inflammable Dust Safety Instructionharis khanNo ratings yet
- Williams Mill Diagnostic and DesignDocument12 pagesWilliams Mill Diagnostic and DesignIrshad HussainNo ratings yet
- Energy Consumption Norms For Cement Sector Under Energy Conservation Act - 2001Document28 pagesEnergy Consumption Norms For Cement Sector Under Energy Conservation Act - 2001Sarah FrazierNo ratings yet
- 2021-11-20 FMartirena Egypt LC3 Day PDFDocument51 pages2021-11-20 FMartirena Egypt LC3 Day PDFnadeem razaNo ratings yet
- 05 Measurement Gas FlowDocument68 pages05 Measurement Gas FlowYhaneNo ratings yet
- Cem Train-21 SamplingDocument7 pagesCem Train-21 SamplingmohamedredaNo ratings yet
- Elect Enrgy Effic Cement 05+23Document68 pagesElect Enrgy Effic Cement 05+23hendriNo ratings yet
- IEEE Cement 2002 PDFDocument307 pagesIEEE Cement 2002 PDFpbaculimaNo ratings yet
- Calcined ClayDocument3 pagesCalcined ClaytimothyNo ratings yet
- Kiln Stopped Due To BBS LeakageDocument8 pagesKiln Stopped Due To BBS LeakageSafrin SangiaNo ratings yet
- FLS - Teoría Funcionamiento CF Silo 2Document9 pagesFLS - Teoría Funcionamiento CF Silo 2Nicolás CanelliNo ratings yet
- Alkali Activation of Natural Pozzolan For Geopolymer Cement ProductionDocument10 pagesAlkali Activation of Natural Pozzolan For Geopolymer Cement Productionyusef_behdari100% (7)
- enDocument22 pagesenAnonymous iI88LtNo ratings yet
- Solid Fuels: 朱信 Hsin Chu Professor Dept. of Environmental Engineering National Cheng Kung UniversityDocument36 pagesSolid Fuels: 朱信 Hsin Chu Professor Dept. of Environmental Engineering National Cheng Kung UniversitysreeNo ratings yet
- IPPU-Waste - Workshop Problems - FinalDocument7 pagesIPPU-Waste - Workshop Problems - FinalYuri PaderesNo ratings yet
- Enir11 Unit4Document63 pagesEnir11 Unit4R TharunishNo ratings yet
- PH Measurement and Control - Che Aug 2010Document8 pagesPH Measurement and Control - Che Aug 2010hwang2No ratings yet
- (Sumitomo) Abma Vs VGB For Boiler Water QualityDocument14 pages(Sumitomo) Abma Vs VGB For Boiler Water Qualityhwang2No ratings yet
- IT3HWC MassEnergyBalancesDocument34 pagesIT3HWC MassEnergyBalanceshwang2No ratings yet
- Verification of Capacity of Secondary Air Fan For Bagasse Fired BoilerDocument2 pagesVerification of Capacity of Secondary Air Fan For Bagasse Fired Boilerhwang2No ratings yet
- Verification of Economizer ParameterDocument2 pagesVerification of Economizer Parameterhwang2No ratings yet
- Design of Boiler Forced Draft FanDocument5 pagesDesign of Boiler Forced Draft Fanhwang2No ratings yet
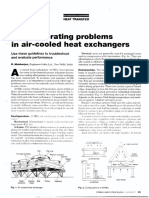
- Avoid Operating ProblemDocument6 pagesAvoid Operating Problemhwang2No ratings yet
- Vertical 2 Phase FlowDocument6 pagesVertical 2 Phase Flowhwang2No ratings yet
- Kiln Operation AnalysisDocument116 pagesKiln Operation Analysishwang2No ratings yet
- Specify Packaged Steam Generator Properly CEP 1996Document6 pagesSpecify Packaged Steam Generator Properly CEP 1996hwang2No ratings yet
- Boiler Performance ImproveDocument5 pagesBoiler Performance Improvehwang2No ratings yet
- Control Valves Jan11 - EP - SASDocument2 pagesControl Valves Jan11 - EP - SAShwang2No ratings yet
- Pipe Insulation Finding The Optimal Thickness Oct15 - EPDocument5 pagesPipe Insulation Finding The Optimal Thickness Oct15 - EPhwang2No ratings yet
- Measuring Differential Pressure Mechanical or Electronic Dec16 - fr2Document4 pagesMeasuring Differential Pressure Mechanical or Electronic Dec16 - fr2hwang2No ratings yet
- The Excretory System: Biology-Unit 8Document15 pagesThe Excretory System: Biology-Unit 8HNo ratings yet
- Use of Fish As Bioindicator of The Effects of Heavy Metals Pollution 2155 9546 1000328Document13 pagesUse of Fish As Bioindicator of The Effects of Heavy Metals Pollution 2155 9546 1000328cristiano himaNo ratings yet
- Surat DraftDocument34 pagesSurat DraftgercbrdNo ratings yet
- LabsaDocument5 pagesLabsaShahbazQureshiNo ratings yet
- COPARDocument19 pagesCOPARMabNo ratings yet
- Sanitary Eng'g LawDocument5 pagesSanitary Eng'g LawBelle Micole EcleoNo ratings yet
- New 2013 Flexowell BrochureDocument7 pagesNew 2013 Flexowell BrochureleinadhdezcasNo ratings yet
- E PR 491Document41 pagesE PR 491aizzuan_1No ratings yet
- Low Cost Building TechnologiesDocument28 pagesLow Cost Building TechnologiesKriti ModiNo ratings yet
- Presentation 1Document37 pagesPresentation 1Aruji ZhukhiNo ratings yet
- SPM P3 Speaking Test (F5 Unit 5)Document3 pagesSPM P3 Speaking Test (F5 Unit 5)deathangel88 Gt100% (2)
- Ohmsett User Manual PDFDocument46 pagesOhmsett User Manual PDFekoimampNo ratings yet
- Waste Management SurveyDocument35 pagesWaste Management Surveychandermanali100% (1)
- Tle6 Ia 1PTDocument4 pagesTle6 Ia 1PTRiza GusteNo ratings yet
- Thermax Absortion ChillersDocument28 pagesThermax Absortion ChillersFrancisco Alexander Navas Torres100% (5)
- Caterpillar CG260 - 60 y 50 HZDocument5 pagesCaterpillar CG260 - 60 y 50 HZEdutam67% (3)
- Solid Waste Management On The Municipality of Lower Tomay, Bahong La Trinidad BenguetDocument5 pagesSolid Waste Management On The Municipality of Lower Tomay, Bahong La Trinidad BenguetcaseytodlemNo ratings yet
- Btoiletcl PDFDocument2 pagesBtoiletcl PDFddrak1964No ratings yet
- Reference Book On Chemical Eng 1Document363 pagesReference Book On Chemical Eng 1jegjegt100% (1)
- Liu Yi-Design and Construction of Biogas Digester 2017Document74 pagesLiu Yi-Design and Construction of Biogas Digester 2017Stanley Wishmore MukuraNo ratings yet
- ThesisDocument4 pagesThesisdanilorodolfa4631No ratings yet
- Comprehensive Design Project: Final ReportDocument182 pagesComprehensive Design Project: Final ReportVindula RanawakaNo ratings yet
- Safety Policy (Administrative)Document89 pagesSafety Policy (Administrative)salamon2tNo ratings yet
- Sevilla Cuartos PolicyDocument7 pagesSevilla Cuartos PolicyGeeflor PanongNo ratings yet
- NMA SupplierManual Edition1 08 - 2015Document61 pagesNMA SupplierManual Edition1 08 - 2015juanegaraNo ratings yet