
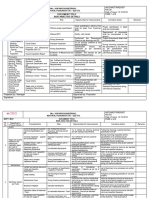
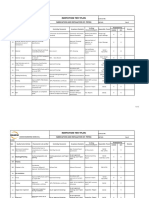
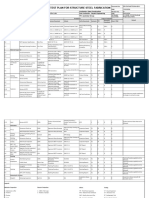
Quality Assurance Plan Equipment: Ss 304L Storage Tanks
Quality Assurance Plan Equipment: Ss 304L Storage Tanks
You might also like
- Solution - SportstuffDocument4 pagesSolution - Sportstuffsattviksharma100% (1)
- ITP - Blockwork R0 - HKHDocument2 pagesITP - Blockwork R0 - HKHabdou90% (10)
- Sample - ITP For Architectural WorksDocument3 pagesSample - ITP For Architectural Worksiman arief100% (4)
- ITP For Earthworks of Onshore HighwayDocument6 pagesITP For Earthworks of Onshore HighwayYay B. Gico100% (2)
- Naadi AstrologyDocument153 pagesNaadi Astrologydrmanishmisra83% (6)
- Inspection and Test Plan Steel Sheet Pile DriDocument6 pagesInspection and Test Plan Steel Sheet Pile DriSofda Imela100% (1)
- Maximum MIDI Music Applications in C++Document525 pagesMaximum MIDI Music Applications in C++camt211280% (5)
- Inspection and Test Plan Piping Work ActivitiesDocument2 pagesInspection and Test Plan Piping Work ActivitiesAbram Berkat100% (2)
- ITP For False Ceiling Works of BuildingsDocument4 pagesITP For False Ceiling Works of BuildingsYay B. Gico0% (1)
- ET - CONCRTE GENERIC ITP - 001 - Rev0 (Prelim) 1Document2 pagesET - CONCRTE GENERIC ITP - 001 - Rev0 (Prelim) 1Sagar Aliasjackey100% (1)
- MR For FRP Pipe - Fittings & FlangesDocument49 pagesMR For FRP Pipe - Fittings & FlangeskasvikrajNo ratings yet
- Inspection-Test-plan For Block WorkDocument3 pagesInspection-Test-plan For Block WorkAbdulrahman Alkilani100% (2)
- Petre Țuțea - Science As DoxologyDocument25 pagesPetre Țuțea - Science As Doxologysym_symNo ratings yet
- Myo Rep TrainingDocument23 pagesMyo Rep TrainingVeeresh Sharma100% (3)
- Itp & Check List For FenceDocument4 pagesItp & Check List For FenceAmran Hossain100% (1)
- Forte (Plots D1D2) : Main Contract Works: Inspection and Test Plan For Abseil Hook InstallationDocument2 pagesForte (Plots D1D2) : Main Contract Works: Inspection and Test Plan For Abseil Hook InstallationfrancisbautistaNo ratings yet
- Itp For Piping QPDocument4 pagesItp For Piping QPRejoy baby100% (2)
- ITP - 031 (Earthing)Document2 pagesITP - 031 (Earthing)mohamed wahebNo ratings yet
- ITP - 028 (Lighting Fixtures)Document2 pagesITP - 028 (Lighting Fixtures)mohamed wahebNo ratings yet
- Installation of Electric Domestic Water Heater.Document3 pagesInstallation of Electric Domestic Water Heater.ahsan308No ratings yet
- Itp Mivan Formwork BlogDocument6 pagesItp Mivan Formwork BlogMohasin KhanNo ratings yet
- ITP For Lightning Protection SystemDocument1 pageITP For Lightning Protection SystemAsfand AyazNo ratings yet
- Quality Control Plan: ClientDocument7 pagesQuality Control Plan: ClienteliiiiiiNo ratings yet
- 02 Inpection and Test Plan - Installation of Air-Cooled ChillersDocument3 pages02 Inpection and Test Plan - Installation of Air-Cooled ChillersBabar Shehzad100% (2)
- SA04C2-00-WG-I-00111-A - ITP Steel Structure - ErectionDocument4 pagesSA04C2-00-WG-I-00111-A - ITP Steel Structure - ErectionABAID ULLAHNo ratings yet
- ITP - 030 (Fire Alarm)Document4 pagesITP - 030 (Fire Alarm)mohamed wahebNo ratings yet
- Quality Control Plan: ClientDocument7 pagesQuality Control Plan: ClienteliiiiiiNo ratings yet
- 17 - Risk Analysis Rev-1Document5 pages17 - Risk Analysis Rev-1vinuNo ratings yet
- ITP - Miscellaneous Metal WorksDocument2 pagesITP - Miscellaneous Metal Worksmohsin.meizaNo ratings yet
- Inspection Test Plan: Fabrication and Instalation of PipingDocument3 pagesInspection Test Plan: Fabrication and Instalation of PipingRejoy babyNo ratings yet
- Installation of BMS System. CorrectedDocument5 pagesInstallation of BMS System. Correctedahsan308No ratings yet
- Inspection and Test Plan: Page 1+0 of 7Document7 pagesInspection and Test Plan: Page 1+0 of 7Jamal Mohamed Rahamathullah100% (1)
- Qap - NRLDocument1 pageQap - NRLStructures ProductionNo ratings yet
- PBI-ITP-QA-0001 Inspection and Test Plan Rev.0Document7 pagesPBI-ITP-QA-0001 Inspection and Test Plan Rev.0Tadaya KasaharaNo ratings yet
- Itp - 029 (CCTV)Document2 pagesItp - 029 (CCTV)mohamed wahebNo ratings yet
- III.1 - SDRL FittingsDocument2 pagesIII.1 - SDRL Fittingssoni pravinNo ratings yet
- 2021.12.13 ITP - Concreting (5244.009) V.0Document4 pages2021.12.13 ITP - Concreting (5244.009) V.0huot phirunNo ratings yet
- Itp Structural Steel Work Erection BlogDocument6 pagesItp Structural Steel Work Erection BlogIndwell RaigarhNo ratings yet
- ITP & Checklist FOR Excavation & Backfilling and CompactionDocument7 pagesITP & Checklist FOR Excavation & Backfilling and CompactionAmran Hossain100% (4)
- Wooden Doors & WindowsDocument6 pagesWooden Doors & Windowsparesh.ahirNo ratings yet
- ITT BEDV SIG 01 - Signature and Stamp Use - 01!08!2013Document8 pagesITT BEDV SIG 01 - Signature and Stamp Use - 01!08!2013shanish jobNo ratings yet
- Pressure Safety Valves SDRL Rev 1Document3 pagesPressure Safety Valves SDRL Rev 1salesNo ratings yet
- EG04-W-04 Tech Spec RebarDocument15 pagesEG04-W-04 Tech Spec Rebarbharat shindeNo ratings yet
- QAP1Document2 pagesQAP1akshaymehra2354No ratings yet
- 0000100324/17-Civil Inspection and Test Plan: 0000100324/17 03-100000-0000100324 - FTC-CIV-ITP-xxxxxxDocument1 page0000100324/17-Civil Inspection and Test Plan: 0000100324/17 03-100000-0000100324 - FTC-CIV-ITP-xxxxxxMeshaal ALBalharithNo ratings yet
- ITP-MEP-006 Dismantling of MEPDocument1 pageITP-MEP-006 Dismantling of MEPjagathmukundhan00No ratings yet
- ITP Installation of Containments QC REV 2Document4 pagesITP Installation of Containments QC REV 2irfan vpNo ratings yet
- Annexure - 111Document13 pagesAnnexure - 111Teja KopalleNo ratings yet
- Project Quality Plan (ITP)Document2 pagesProject Quality Plan (ITP)SuresharNo ratings yet
- Installation of Irrigation Pumps.Document4 pagesInstallation of Irrigation Pumps.ahsan308No ratings yet
- Ceiling Works - Grid & Tile SystemDocument5 pagesCeiling Works - Grid & Tile Systemparesh.ahirNo ratings yet
- Itp - Electrical Second FixDocument4 pagesItp - Electrical Second Fixirfan vpNo ratings yet
- Masinloc Power Plant Expansion Project Inspection and Test Plan For EarthworksDocument1 pageMasinloc Power Plant Expansion Project Inspection and Test Plan For EarthworksJoyce GordonioNo ratings yet
- Saadiyat Itp Concreting For Sub-Structure Boundary Wall InfrastructureDocument5 pagesSaadiyat Itp Concreting For Sub-Structure Boundary Wall InfrastructuresoorajNo ratings yet
- ITP For Structured Cabling System & Accessories InstallationDocument1 pageITP For Structured Cabling System & Accessories InstallationInfas YahyaNo ratings yet
- Buffco Eng AS9100 Quality Manual 2-28-06Document26 pagesBuffco Eng AS9100 Quality Manual 2-28-06savlafNo ratings yet
- Itp Plastering Works BlogDocument5 pagesItp Plastering Works BlogMohasin KhanNo ratings yet
- EG04-W-08 Tech Spec Door WindowsDocument34 pagesEG04-W-08 Tech Spec Door Windowsbharat shindeNo ratings yet
- Checklist Cable TrayDocument1 pageChecklist Cable TrayFarhan SaitNo ratings yet
- ITP FormatDocument2 pagesITP FormatRussell RaferNo ratings yet
- S96029-F07C-ITP-006 Rev0-OSM Exhaust Duct WorkDocument2 pagesS96029-F07C-ITP-006 Rev0-OSM Exhaust Duct WorktinzarmoeNo ratings yet
- 00257650-0000-33EG-0001 - Rev PB - Attachment A - ITP ExampleDocument4 pages00257650-0000-33EG-0001 - Rev PB - Attachment A - ITP ExampleSubrata Das100% (1)
- Revise Proposed Fabrication ITPDocument2 pagesRevise Proposed Fabrication ITPTech 5No ratings yet
- Codification of Statements on Auditing Standards: Numbers 122 to 133, January 2018From EverandCodification of Statements on Auditing Standards: Numbers 122 to 133, January 2018No ratings yet
- Process Analytical Technology: Spectroscopic Tools and Implementation Strategies for the Chemical and Pharmaceutical IndustriesFrom EverandProcess Analytical Technology: Spectroscopic Tools and Implementation Strategies for the Chemical and Pharmaceutical IndustriesKatherine A. BakeevNo ratings yet
- Transient AnalysisDocument3 pagesTransient Analysissamsurendran_mech4020No ratings yet
- Saes L 140 PDFDocument13 pagesSaes L 140 PDFsamsurendran_mech4020No ratings yet
- BaniyasDocument1 pageBaniyassamsurendran_mech4020No ratings yet
- Saes L 101Document13 pagesSaes L 101samsurendran_mech4020No ratings yet
- Yamilah III PDFDocument1 pageYamilah III PDFsamsurendran_mech4020No ratings yet
- Saes L 131Document10 pagesSaes L 131samsurendran_mech4020No ratings yet
- Saes L 120Document11 pagesSaes L 120samsurendran_mech4020No ratings yet
- Saes L 132 PDFDocument14 pagesSaes L 132 PDFsamsurendran_mech4020No ratings yet
- EIL Specification For STR. STEEL WORKDocument24 pagesEIL Specification For STR. STEEL WORKParvee K NakwalNo ratings yet
- Comparative Study On Behaviour of Hot and Cold Formed Steel Sections Under Flexure IJERTCONV5IS13158Document9 pagesComparative Study On Behaviour of Hot and Cold Formed Steel Sections Under Flexure IJERTCONV5IS13158samsurendran_mech4020No ratings yet
- Welding Log BookDocument1 pageWelding Log Booksamsurendran_mech4020No ratings yet
- Saes L 100Document12 pagesSaes L 100samsurendran_mech4020No ratings yet
- NIT TenderDetailsDocument41 pagesNIT TenderDetailssamsurendran_mech4020No ratings yet
- Feasibility Study of Conversion of Selected Plastic in To Synthetic Fuel (Synthetic Diesel) - A ReviewDocument5 pagesFeasibility Study of Conversion of Selected Plastic in To Synthetic Fuel (Synthetic Diesel) - A Reviewsamsurendran_mech4020No ratings yet
- Role of Project Management Consultancy in Infrastructure ProjectDocument4 pagesRole of Project Management Consultancy in Infrastructure Projectsamsurendran_mech4020No ratings yet
- Residential Floor Framing System Product Technical ManualDocument32 pagesResidential Floor Framing System Product Technical Manualsamsurendran_mech4020100% (1)
- Kerjaya MatematikDocument20 pagesKerjaya MatematikRoszelan Majid100% (1)
- Detailed Lesson PlanDocument2 pagesDetailed Lesson PlanCheanne Ortega100% (1)
- Tecplot 360 2013 Scripting ManualDocument306 pagesTecplot 360 2013 Scripting ManualThomas KinseyNo ratings yet
- The Kirkpatrick Model: A Useful Tool For Evaluating Training OutcomesDocument10 pagesThe Kirkpatrick Model: A Useful Tool For Evaluating Training Outcomesmsafboasb sababhNo ratings yet
- Iron Ore Body ModelingDocument45 pagesIron Ore Body ModelingNurul MagfirahNo ratings yet
- English ExamDocument4 pagesEnglish Examأبو أسامة أحمدNo ratings yet
- 1123 - 21 O Level English Language November 2020Document5 pages1123 - 21 O Level English Language November 2020Noorhan HassanNo ratings yet
- Signal Papers of Uptu 2006-2007Document65 pagesSignal Papers of Uptu 2006-2007Abhishek KumarNo ratings yet
- Jenkins Testlink Plug-In Tutorial: Bruno P. Kinoshita César Fernandes de AlmeidaDocument40 pagesJenkins Testlink Plug-In Tutorial: Bruno P. Kinoshita César Fernandes de AlmeidaGustavo HenriqueNo ratings yet
- Log FileDocument1,060 pagesLog FileÆshok IncreĐible KingNo ratings yet
- Udunuwara New (1) AmndADocument30 pagesUdunuwara New (1) AmndAkeerthadinnuNo ratings yet
- 100and5stars - 05 - LeadershipDocument30 pages100and5stars - 05 - Leadership100 and 5 StarsNo ratings yet
- Contributions of Islamic Civilization To The Mathematics DevelopmentDocument15 pagesContributions of Islamic Civilization To The Mathematics DevelopmentAbdulRahim059No ratings yet
- Geochemistry, Earths System Processes (D. Panagiotaras, 2012) - (Geo Pedia Geo-Library)Document512 pagesGeochemistry, Earths System Processes (D. Panagiotaras, 2012) - (Geo Pedia Geo-Library)Omar RodriguezNo ratings yet
- Naman PPT Computer VirusDocument23 pagesNaman PPT Computer VirusSagar KadyanNo ratings yet
- BHEL Vs NALCODocument62 pagesBHEL Vs NALCODhiraj AgrwalNo ratings yet
- Thesis On Xenakis' Work PDFDocument129 pagesThesis On Xenakis' Work PDFwfshamsNo ratings yet
- From An Imaginary Act To A Reality of Climbing A Ladder - The Ladder Experiment LectureDocument8 pagesFrom An Imaginary Act To A Reality of Climbing A Ladder - The Ladder Experiment LectureYudi SutaryoNo ratings yet
- Council For Excellence in Government Patricia McGinnis Departure Announcement Press Release-1Document2 pagesCouncil For Excellence in Government Patricia McGinnis Departure Announcement Press Release-1Christopher DorobekNo ratings yet
- 08 InkjetDocument15 pages08 InkjetWeb LogueandoNo ratings yet
- PL Toolbox Talk 5 Minute HousekeepingDocument1 pagePL Toolbox Talk 5 Minute HousekeepingRomanuSNo ratings yet
- Data PreparationDocument16 pagesData PreparationSenthilvel RathinamNo ratings yet
- ThesisDocument39 pagesThesisAilene Tsui Alferez PaciaNo ratings yet
- Hilborne T. Cresson - On Aztec Music (1883)Document12 pagesHilborne T. Cresson - On Aztec Music (1883)Humberto Sanchez100% (1)
- Assignment 2.1 - Ezaridho IbnutamaDocument2 pagesAssignment 2.1 - Ezaridho IbnutamaEzaridho IbnutamaNo ratings yet





































































































Download as pdf or txt
You might also like
- Solution - SportstuffDocument4 pagesSolution - Sportstuffsattviksharma100% (1)
- ITP - Blockwork R0 - HKHDocument2 pagesITP - Blockwork R0 - HKHabdou90% (10)
- Sample - ITP For Architectural WorksDocument3 pagesSample - ITP For Architectural Worksiman arief100% (4)
- ITP For Earthworks of Onshore HighwayDocument6 pagesITP For Earthworks of Onshore HighwayYay B. Gico100% (2)
- Naadi AstrologyDocument153 pagesNaadi Astrologydrmanishmisra83% (6)
- Inspection and Test Plan Steel Sheet Pile DriDocument6 pagesInspection and Test Plan Steel Sheet Pile DriSofda Imela100% (1)
- Maximum MIDI Music Applications in C++Document525 pagesMaximum MIDI Music Applications in C++camt211280% (5)
- Inspection and Test Plan Piping Work ActivitiesDocument2 pagesInspection and Test Plan Piping Work ActivitiesAbram Berkat100% (2)
- ITP For False Ceiling Works of BuildingsDocument4 pagesITP For False Ceiling Works of BuildingsYay B. Gico0% (1)
- ET - CONCRTE GENERIC ITP - 001 - Rev0 (Prelim) 1Document2 pagesET - CONCRTE GENERIC ITP - 001 - Rev0 (Prelim) 1Sagar Aliasjackey100% (1)
- MR For FRP Pipe - Fittings & FlangesDocument49 pagesMR For FRP Pipe - Fittings & FlangeskasvikrajNo ratings yet
- Inspection-Test-plan For Block WorkDocument3 pagesInspection-Test-plan For Block WorkAbdulrahman Alkilani100% (2)
- Petre Țuțea - Science As DoxologyDocument25 pagesPetre Țuțea - Science As Doxologysym_symNo ratings yet
- Myo Rep TrainingDocument23 pagesMyo Rep TrainingVeeresh Sharma100% (3)
- Itp & Check List For FenceDocument4 pagesItp & Check List For FenceAmran Hossain100% (1)
- Forte (Plots D1D2) : Main Contract Works: Inspection and Test Plan For Abseil Hook InstallationDocument2 pagesForte (Plots D1D2) : Main Contract Works: Inspection and Test Plan For Abseil Hook InstallationfrancisbautistaNo ratings yet
- Itp For Piping QPDocument4 pagesItp For Piping QPRejoy baby100% (2)
- ITP - 031 (Earthing)Document2 pagesITP - 031 (Earthing)mohamed wahebNo ratings yet
- ITP - 028 (Lighting Fixtures)Document2 pagesITP - 028 (Lighting Fixtures)mohamed wahebNo ratings yet
- Installation of Electric Domestic Water Heater.Document3 pagesInstallation of Electric Domestic Water Heater.ahsan308No ratings yet
- Itp Mivan Formwork BlogDocument6 pagesItp Mivan Formwork BlogMohasin KhanNo ratings yet
- ITP For Lightning Protection SystemDocument1 pageITP For Lightning Protection SystemAsfand AyazNo ratings yet
- Quality Control Plan: ClientDocument7 pagesQuality Control Plan: ClienteliiiiiiNo ratings yet
- 02 Inpection and Test Plan - Installation of Air-Cooled ChillersDocument3 pages02 Inpection and Test Plan - Installation of Air-Cooled ChillersBabar Shehzad100% (2)
- SA04C2-00-WG-I-00111-A - ITP Steel Structure - ErectionDocument4 pagesSA04C2-00-WG-I-00111-A - ITP Steel Structure - ErectionABAID ULLAHNo ratings yet
- ITP - 030 (Fire Alarm)Document4 pagesITP - 030 (Fire Alarm)mohamed wahebNo ratings yet
- Quality Control Plan: ClientDocument7 pagesQuality Control Plan: ClienteliiiiiiNo ratings yet
- 17 - Risk Analysis Rev-1Document5 pages17 - Risk Analysis Rev-1vinuNo ratings yet
- ITP - Miscellaneous Metal WorksDocument2 pagesITP - Miscellaneous Metal Worksmohsin.meizaNo ratings yet
- Inspection Test Plan: Fabrication and Instalation of PipingDocument3 pagesInspection Test Plan: Fabrication and Instalation of PipingRejoy babyNo ratings yet
- Installation of BMS System. CorrectedDocument5 pagesInstallation of BMS System. Correctedahsan308No ratings yet
- Inspection and Test Plan: Page 1+0 of 7Document7 pagesInspection and Test Plan: Page 1+0 of 7Jamal Mohamed Rahamathullah100% (1)
- Qap - NRLDocument1 pageQap - NRLStructures ProductionNo ratings yet
- PBI-ITP-QA-0001 Inspection and Test Plan Rev.0Document7 pagesPBI-ITP-QA-0001 Inspection and Test Plan Rev.0Tadaya KasaharaNo ratings yet
- Itp - 029 (CCTV)Document2 pagesItp - 029 (CCTV)mohamed wahebNo ratings yet
- III.1 - SDRL FittingsDocument2 pagesIII.1 - SDRL Fittingssoni pravinNo ratings yet
- 2021.12.13 ITP - Concreting (5244.009) V.0Document4 pages2021.12.13 ITP - Concreting (5244.009) V.0huot phirunNo ratings yet
- Itp Structural Steel Work Erection BlogDocument6 pagesItp Structural Steel Work Erection BlogIndwell RaigarhNo ratings yet
- ITP & Checklist FOR Excavation & Backfilling and CompactionDocument7 pagesITP & Checklist FOR Excavation & Backfilling and CompactionAmran Hossain100% (4)
- Wooden Doors & WindowsDocument6 pagesWooden Doors & Windowsparesh.ahirNo ratings yet
- ITT BEDV SIG 01 - Signature and Stamp Use - 01!08!2013Document8 pagesITT BEDV SIG 01 - Signature and Stamp Use - 01!08!2013shanish jobNo ratings yet
- Pressure Safety Valves SDRL Rev 1Document3 pagesPressure Safety Valves SDRL Rev 1salesNo ratings yet
- EG04-W-04 Tech Spec RebarDocument15 pagesEG04-W-04 Tech Spec Rebarbharat shindeNo ratings yet
- QAP1Document2 pagesQAP1akshaymehra2354No ratings yet
- 0000100324/17-Civil Inspection and Test Plan: 0000100324/17 03-100000-0000100324 - FTC-CIV-ITP-xxxxxxDocument1 page0000100324/17-Civil Inspection and Test Plan: 0000100324/17 03-100000-0000100324 - FTC-CIV-ITP-xxxxxxMeshaal ALBalharithNo ratings yet
- ITP-MEP-006 Dismantling of MEPDocument1 pageITP-MEP-006 Dismantling of MEPjagathmukundhan00No ratings yet
- ITP Installation of Containments QC REV 2Document4 pagesITP Installation of Containments QC REV 2irfan vpNo ratings yet
- Annexure - 111Document13 pagesAnnexure - 111Teja KopalleNo ratings yet
- Project Quality Plan (ITP)Document2 pagesProject Quality Plan (ITP)SuresharNo ratings yet
- Installation of Irrigation Pumps.Document4 pagesInstallation of Irrigation Pumps.ahsan308No ratings yet
- Ceiling Works - Grid & Tile SystemDocument5 pagesCeiling Works - Grid & Tile Systemparesh.ahirNo ratings yet
- Itp - Electrical Second FixDocument4 pagesItp - Electrical Second Fixirfan vpNo ratings yet
- Masinloc Power Plant Expansion Project Inspection and Test Plan For EarthworksDocument1 pageMasinloc Power Plant Expansion Project Inspection and Test Plan For EarthworksJoyce GordonioNo ratings yet
- Saadiyat Itp Concreting For Sub-Structure Boundary Wall InfrastructureDocument5 pagesSaadiyat Itp Concreting For Sub-Structure Boundary Wall InfrastructuresoorajNo ratings yet
- ITP For Structured Cabling System & Accessories InstallationDocument1 pageITP For Structured Cabling System & Accessories InstallationInfas YahyaNo ratings yet
- Buffco Eng AS9100 Quality Manual 2-28-06Document26 pagesBuffco Eng AS9100 Quality Manual 2-28-06savlafNo ratings yet
- Itp Plastering Works BlogDocument5 pagesItp Plastering Works BlogMohasin KhanNo ratings yet
- EG04-W-08 Tech Spec Door WindowsDocument34 pagesEG04-W-08 Tech Spec Door Windowsbharat shindeNo ratings yet
- Checklist Cable TrayDocument1 pageChecklist Cable TrayFarhan SaitNo ratings yet
- ITP FormatDocument2 pagesITP FormatRussell RaferNo ratings yet
- S96029-F07C-ITP-006 Rev0-OSM Exhaust Duct WorkDocument2 pagesS96029-F07C-ITP-006 Rev0-OSM Exhaust Duct WorktinzarmoeNo ratings yet
- 00257650-0000-33EG-0001 - Rev PB - Attachment A - ITP ExampleDocument4 pages00257650-0000-33EG-0001 - Rev PB - Attachment A - ITP ExampleSubrata Das100% (1)
- Revise Proposed Fabrication ITPDocument2 pagesRevise Proposed Fabrication ITPTech 5No ratings yet
- Codification of Statements on Auditing Standards: Numbers 122 to 133, January 2018From EverandCodification of Statements on Auditing Standards: Numbers 122 to 133, January 2018No ratings yet
- Process Analytical Technology: Spectroscopic Tools and Implementation Strategies for the Chemical and Pharmaceutical IndustriesFrom EverandProcess Analytical Technology: Spectroscopic Tools and Implementation Strategies for the Chemical and Pharmaceutical IndustriesKatherine A. BakeevNo ratings yet
- Transient AnalysisDocument3 pagesTransient Analysissamsurendran_mech4020No ratings yet
- Saes L 140 PDFDocument13 pagesSaes L 140 PDFsamsurendran_mech4020No ratings yet
- BaniyasDocument1 pageBaniyassamsurendran_mech4020No ratings yet
- Saes L 101Document13 pagesSaes L 101samsurendran_mech4020No ratings yet
- Yamilah III PDFDocument1 pageYamilah III PDFsamsurendran_mech4020No ratings yet
- Saes L 131Document10 pagesSaes L 131samsurendran_mech4020No ratings yet
- Saes L 120Document11 pagesSaes L 120samsurendran_mech4020No ratings yet
- Saes L 132 PDFDocument14 pagesSaes L 132 PDFsamsurendran_mech4020No ratings yet
- EIL Specification For STR. STEEL WORKDocument24 pagesEIL Specification For STR. STEEL WORKParvee K NakwalNo ratings yet
- Comparative Study On Behaviour of Hot and Cold Formed Steel Sections Under Flexure IJERTCONV5IS13158Document9 pagesComparative Study On Behaviour of Hot and Cold Formed Steel Sections Under Flexure IJERTCONV5IS13158samsurendran_mech4020No ratings yet
- Welding Log BookDocument1 pageWelding Log Booksamsurendran_mech4020No ratings yet
- Saes L 100Document12 pagesSaes L 100samsurendran_mech4020No ratings yet
- NIT TenderDetailsDocument41 pagesNIT TenderDetailssamsurendran_mech4020No ratings yet
- Feasibility Study of Conversion of Selected Plastic in To Synthetic Fuel (Synthetic Diesel) - A ReviewDocument5 pagesFeasibility Study of Conversion of Selected Plastic in To Synthetic Fuel (Synthetic Diesel) - A Reviewsamsurendran_mech4020No ratings yet
- Role of Project Management Consultancy in Infrastructure ProjectDocument4 pagesRole of Project Management Consultancy in Infrastructure Projectsamsurendran_mech4020No ratings yet
- Residential Floor Framing System Product Technical ManualDocument32 pagesResidential Floor Framing System Product Technical Manualsamsurendran_mech4020100% (1)
- Kerjaya MatematikDocument20 pagesKerjaya MatematikRoszelan Majid100% (1)
- Detailed Lesson PlanDocument2 pagesDetailed Lesson PlanCheanne Ortega100% (1)
- Tecplot 360 2013 Scripting ManualDocument306 pagesTecplot 360 2013 Scripting ManualThomas KinseyNo ratings yet
- The Kirkpatrick Model: A Useful Tool For Evaluating Training OutcomesDocument10 pagesThe Kirkpatrick Model: A Useful Tool For Evaluating Training Outcomesmsafboasb sababhNo ratings yet
- Iron Ore Body ModelingDocument45 pagesIron Ore Body ModelingNurul MagfirahNo ratings yet
- English ExamDocument4 pagesEnglish Examأبو أسامة أحمدNo ratings yet
- 1123 - 21 O Level English Language November 2020Document5 pages1123 - 21 O Level English Language November 2020Noorhan HassanNo ratings yet
- Signal Papers of Uptu 2006-2007Document65 pagesSignal Papers of Uptu 2006-2007Abhishek KumarNo ratings yet
- Jenkins Testlink Plug-In Tutorial: Bruno P. Kinoshita César Fernandes de AlmeidaDocument40 pagesJenkins Testlink Plug-In Tutorial: Bruno P. Kinoshita César Fernandes de AlmeidaGustavo HenriqueNo ratings yet
- Log FileDocument1,060 pagesLog FileÆshok IncreĐible KingNo ratings yet
- Udunuwara New (1) AmndADocument30 pagesUdunuwara New (1) AmndAkeerthadinnuNo ratings yet
- 100and5stars - 05 - LeadershipDocument30 pages100and5stars - 05 - Leadership100 and 5 StarsNo ratings yet
- Contributions of Islamic Civilization To The Mathematics DevelopmentDocument15 pagesContributions of Islamic Civilization To The Mathematics DevelopmentAbdulRahim059No ratings yet
- Geochemistry, Earths System Processes (D. Panagiotaras, 2012) - (Geo Pedia Geo-Library)Document512 pagesGeochemistry, Earths System Processes (D. Panagiotaras, 2012) - (Geo Pedia Geo-Library)Omar RodriguezNo ratings yet
- Naman PPT Computer VirusDocument23 pagesNaman PPT Computer VirusSagar KadyanNo ratings yet
- BHEL Vs NALCODocument62 pagesBHEL Vs NALCODhiraj AgrwalNo ratings yet
- Thesis On Xenakis' Work PDFDocument129 pagesThesis On Xenakis' Work PDFwfshamsNo ratings yet
- From An Imaginary Act To A Reality of Climbing A Ladder - The Ladder Experiment LectureDocument8 pagesFrom An Imaginary Act To A Reality of Climbing A Ladder - The Ladder Experiment LectureYudi SutaryoNo ratings yet
- Council For Excellence in Government Patricia McGinnis Departure Announcement Press Release-1Document2 pagesCouncil For Excellence in Government Patricia McGinnis Departure Announcement Press Release-1Christopher DorobekNo ratings yet
- 08 InkjetDocument15 pages08 InkjetWeb LogueandoNo ratings yet
- PL Toolbox Talk 5 Minute HousekeepingDocument1 pagePL Toolbox Talk 5 Minute HousekeepingRomanuSNo ratings yet
- Data PreparationDocument16 pagesData PreparationSenthilvel RathinamNo ratings yet
- ThesisDocument39 pagesThesisAilene Tsui Alferez PaciaNo ratings yet
- Hilborne T. Cresson - On Aztec Music (1883)Document12 pagesHilborne T. Cresson - On Aztec Music (1883)Humberto Sanchez100% (1)
- Assignment 2.1 - Ezaridho IbnutamaDocument2 pagesAssignment 2.1 - Ezaridho IbnutamaEzaridho IbnutamaNo ratings yet