Download as pdf or txt
You might also like
- Swe100, 120, 120L, 120S, 140, 140L, 200D NewDocument230 pagesSwe100, 120, 120L, 120S, 140, 140L, 200D NewNgo Ngoc Tu78% (46)
- TM1284 John Deere 1207, 1209, 1217, 1219 Mower - Conditioners Technical ManualDocument16 pagesTM1284 John Deere 1207, 1209, 1217, 1219 Mower - Conditioners Technical ManualbillisonNo ratings yet
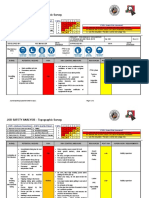
- JOB SAFETY ANALYSIS - Topographic SurveyDocument3 pagesJOB SAFETY ANALYSIS - Topographic SurveyMoaatazz Nouisri86% (7)
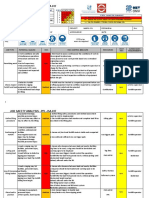
- JSA-017 Lifting With ForkliftDocument3 pagesJSA-017 Lifting With ForkliftMoaatazz Nouisri67% (6)
- JSA-020 Fence InstallationDocument4 pagesJSA-020 Fence InstallationMoaatazz Nouisri83% (6)
- Standard Test Method For Short Rod Fracture Toughness of Cemented CarbidesDocument8 pagesStandard Test Method For Short Rod Fracture Toughness of Cemented CarbidesJohan GómezNo ratings yet
- Drop Weight Tear Testing of High Toughness Pipeline MaterialDocument8 pagesDrop Weight Tear Testing of High Toughness Pipeline MaterialKK SinghNo ratings yet
- 120021-Hse-004 - Risk Assessment Procedure 001Document28 pages120021-Hse-004 - Risk Assessment Procedure 001Moaatazz Nouisri100% (1)
- JSA-049 Valves & Support Installation and DismantlingDocument4 pagesJSA-049 Valves & Support Installation and DismantlingMoaatazz Nouisri75% (4)
- Abs - Approved Welding Consumables Shielded Metal Arc WeldingDocument59 pagesAbs - Approved Welding Consumables Shielded Metal Arc Weldinggeorgekc77No ratings yet
- Title: Safe Work Procedure Template: No. DET ESWB-05-2-2 Authorised By: Manager ESWBDocument1 pageTitle: Safe Work Procedure Template: No. DET ESWB-05-2-2 Authorised By: Manager ESWBBharat Patil100% (1)
- Indian StandardDocument12 pagesIndian StandardBilal AhmadNo ratings yet
- Astm-C1660 (MPD) (2009)Document3 pagesAstm-C1660 (MPD) (2009)anglejalgo100% (1)
- AggregateDocument19 pagesAggregateAMITaXWINo ratings yet
- Disclosure To Promote The Right To InformationDocument17 pagesDisclosure To Promote The Right To Informationchannakeshava pandurangaNo ratings yet
- Indian Standard: Technical Supply Condit-Ions For Threaded Steel Fasteners IDocument20 pagesIndian Standard: Technical Supply Condit-Ions For Threaded Steel Fasteners Isomnath senNo ratings yet
- Is 9523 (2000) - Ductile Iron Fittings For Pressure Pipes For Water, Gas and SewageDocument38 pagesIs 9523 (2000) - Ductile Iron Fittings For Pressure Pipes For Water, Gas and SewageSainaveen Thota100% (2)
- Is 5382 - 1998 Specification For Rubber, Sealing Rings For Gas Mains, Water Mains and SewageDocument23 pagesIs 5382 - 1998 Specification For Rubber, Sealing Rings For Gas Mains, Water Mains and Sewagecevivek100% (4)
- Indian Standard (Second Revision) : Method For Bend TestDocument12 pagesIndian Standard (Second Revision) : Method For Bend Testhhr2412No ratings yet
- Code of Practice For Presentation of Drilling Information and Core Description in Geotechnical InvestigationDocument14 pagesCode of Practice For Presentation of Drilling Information and Core Description in Geotechnical InvestigationSivaramanNo ratings yet
- M&C-PCN-100-2013 DraftDocument31 pagesM&C-PCN-100-2013 DraftManoj KumarNo ratings yet
- Is 12818-2010 PDFDocument22 pagesIs 12818-2010 PDFINFOHEPL RCLNo ratings yet
- Is 1514 1990 PDFDocument18 pagesIs 1514 1990 PDFDwijendra ChanumoluNo ratings yet
- Fusion Bonded Epoxy Coated Reinforcing Bars - Specification: Indian StandardDocument12 pagesFusion Bonded Epoxy Coated Reinforcing Bars - Specification: Indian StandardsssmouNo ratings yet
- Test Certificate: S. NO. Test Test Method Specification Result UOMDocument1 pageTest Certificate: S. NO. Test Test Method Specification Result UOMkaushik100% (2)
- Is 9417 1989Document15 pagesIs 9417 1989Ganesh RajaNo ratings yet
- Astm A254 (1997)Document4 pagesAstm A254 (1997)Yalavarthi ChandrasekharNo ratings yet
- Reaffirmed 2019Document11 pagesReaffirmed 2019Maeon LaboratoriesNo ratings yet
- Is 2720.8.1983Document14 pagesIs 2720.8.1983Elumalai Srinivasan100% (2)
- Q.1 Which Welding Technique You Would Adopt To Weld The Vertical Seams of TwoDocument38 pagesQ.1 Which Welding Technique You Would Adopt To Weld The Vertical Seams of Twoquiron2010No ratings yet
- ASTM A-802 - Falhas de FundiçãoDocument3 pagesASTM A-802 - Falhas de FundiçãoCristian RodeghelNo ratings yet
- Astm f682 1982Document7 pagesAstm f682 1982dharlanuctcomNo ratings yet
- Is 1838 1 1983 PDFDocument14 pagesIs 1838 1 1983 PDFrgscribd61No ratings yet
- Rdso Spec M C PCN 100 2006Document27 pagesRdso Spec M C PCN 100 2006Antony George Sahayaraj100% (1)
- Is 2041 2009Document12 pagesIs 2041 2009Katie RamirezNo ratings yet
- Indian Standard: General Technical Delivery Requirements FOR Steel and Steel ProductsDocument17 pagesIndian Standard: General Technical Delivery Requirements FOR Steel and Steel ProductsPermeshwara Nand Bhatt100% (1)
- THermit Rialtech - InstructionDocument17 pagesTHermit Rialtech - Instructionbest_wisitNo ratings yet
- 19 Common Seatwater Supply ProjectDocument3 pages19 Common Seatwater Supply ProjectJoseph NNo ratings yet
- Is - Iso.16163.2005 (Sheet Thickness Tolerence) PDFDocument12 pagesIs - Iso.16163.2005 (Sheet Thickness Tolerence) PDFtarun panwarNo ratings yet
- Indian Standard Testing Is 13015 - 1991Document11 pagesIndian Standard Testing Is 13015 - 1991joseNo ratings yet
- Golden Joint ChecklistDocument2 pagesGolden Joint ChecklistMohd Effiezool YaserNo ratings yet
- Reaffirmed 1998Document11 pagesReaffirmed 1998Jagan NathanNo ratings yet
- IS 2185 Part1 2005Document1 pageIS 2185 Part1 2005stoneghoo2618No ratings yet
- WD-70BD10 Rev-3Document47 pagesWD-70BD10 Rev-3PAWAN KNo ratings yet
- IS 7904 - Standard For High Carbon SteelDocument7 pagesIS 7904 - Standard For High Carbon Steelsarang.vishnuNo ratings yet
- Bar / Wire Wrapped Steel Cylinder Pipes With Mortar Lining and Coating (Including Specials) - SpecificationDocument22 pagesBar / Wire Wrapped Steel Cylinder Pipes With Mortar Lining and Coating (Including Specials) - SpecificationPratik KharmateNo ratings yet
- Is 4985 StiDocument9 pagesIs 4985 StiraviNo ratings yet
- Is.10742.1983 Gun Metal Rods & BarsDocument13 pagesIs.10742.1983 Gun Metal Rods & Barsjra9090No ratings yet
- Amendment No. 6 June 2021 To Is 1239 (Part 1) : 2004 Steel Tubes, Tubulars and Other Wrought Steel Fittings - SpecificationDocument3 pagesAmendment No. 6 June 2021 To Is 1239 (Part 1) : 2004 Steel Tubes, Tubulars and Other Wrought Steel Fittings - SpecificationRaghav TiwaryNo ratings yet
- JIS5402 For FRC Rooftile PDFDocument5 pagesJIS5402 For FRC Rooftile PDFQuảng Nguyễn HồngNo ratings yet
- Designation B 828 - 002Document11 pagesDesignation B 828 - 002Raron1No ratings yet
- 2720 8Document11 pages2720 8Himanku BoraNo ratings yet
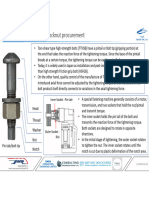
- Presentation On TTHSB BoltsDocument10 pagesPresentation On TTHSB BoltsVikas ThakurNo ratings yet
- A4 Datasheet Weber Blokset - Renamed SmallDocument2 pagesA4 Datasheet Weber Blokset - Renamed SmallKishore Nayak kNo ratings yet
- As 1817.3-2002 Metallic Materials - Vickers Hardness Test Calibration of Reference BlocksDocument4 pagesAs 1817.3-2002 Metallic Materials - Vickers Hardness Test Calibration of Reference BlocksSAI Global - APACNo ratings yet
- .Methods of Physical Tests For Hydraulic Cement: Indian StandardDocument8 pages.Methods of Physical Tests For Hydraulic Cement: Indian StandardRS EngineeringNo ratings yet
- Is 8419 1 1977 PDFDocument12 pagesIs 8419 1 1977 PDFcodefinderNo ratings yet
- Dynamic and Static Balancing of Rolls - How, Why and WhenDocument2 pagesDynamic and Static Balancing of Rolls - How, Why and WhenAbolfazl KhakiNo ratings yet
- Sans 1431Document30 pagesSans 1431johndupNo ratings yet
- PC-7320 (Polypoxy) - TDSDocument2 pagesPC-7320 (Polypoxy) - TDSedwin cNo ratings yet
- A Review of Testing Methods For Thermal Spray Coatings 2014Document45 pagesA Review of Testing Methods For Thermal Spray Coatings 2014Ngo BinhNo ratings yet
- Test Report 63MmDocument3 pagesTest Report 63Mmamit chauhanNo ratings yet
- Ex A-Weld 24'' 5 KMDocument12 pagesEx A-Weld 24'' 5 KMJabel Oil Services Technical DPTNo ratings yet
- Shop Welding InspectionDocument4 pagesShop Welding InspectionIndra Nath MishraNo ratings yet
- B2020-TDC-VF-009 Vessel Fabrication R0Document5 pagesB2020-TDC-VF-009 Vessel Fabrication R0Ramalingam PrabhakaranNo ratings yet
- Rec70-Guidelines On Welding Procedure Qualification Test of Aluminum Alloys For Hull Construction and Marine StructuresDocument8 pagesRec70-Guidelines On Welding Procedure Qualification Test of Aluminum Alloys For Hull Construction and Marine StructuresThe MatrixNo ratings yet
- Rec 70 Rev 2Document9 pagesRec 70 Rev 2majdi jerbiNo ratings yet
- 17 Gral CT Pipe InfoDocument15 pages17 Gral CT Pipe InfogcgironNo ratings yet
- Offshore Mooring ChainDocument33 pagesOffshore Mooring ChainNguyen ThangNo ratings yet
- Hsse Requirements Trakcing RegisterDocument4 pagesHsse Requirements Trakcing RegisterMoaatazz NouisriNo ratings yet
- JSA-001 Earth Works & Civil WorksDocument5 pagesJSA-001 Earth Works & Civil WorksMoaatazz Nouisri50% (2)
- Daily HSE Report 22-12-2018Document117 pagesDaily HSE Report 22-12-2018Moaatazz NouisriNo ratings yet
- JSA-003 Fence InstallationDocument5 pagesJSA-003 Fence InstallationMoaatazz Nouisri50% (2)
- JSA-070 Desert Road TripDocument4 pagesJSA-070 Desert Road TripMoaatazz NouisriNo ratings yet
- JSA-002 Civil WorksDocument6 pagesJSA-002 Civil WorksMoaatazz NouisriNo ratings yet
- DAILY HSSE REPORT 29 - 11 To 02 - 12 2018Document70 pagesDAILY HSSE REPORT 29 - 11 To 02 - 12 2018Moaatazz NouisriNo ratings yet
- 120021-Hse-003 - Waste Management PlanDocument21 pages120021-Hse-003 - Waste Management PlanMoaatazz NouisriNo ratings yet
- Job Safety Analysis - Civil WorksDocument7 pagesJob Safety Analysis - Civil WorksMoaatazz Nouisri67% (3)
- 120025-Hse-001 Company Hse Management PlanDocument19 pages120025-Hse-001 Company Hse Management PlanMoaatazz NouisriNo ratings yet
- 120025-Hse-002 Company Hse Project StandardsDocument25 pages120025-Hse-002 Company Hse Project StandardsMoaatazz NouisriNo ratings yet
- 220024-ZAL-DAAM-PM-SF-001 Project HSSE PlanDocument47 pages220024-ZAL-DAAM-PM-SF-001 Project HSSE PlanMoaatazz NouisriNo ratings yet
- CV QAQC Manager-W.DORRI PDFDocument6 pagesCV QAQC Manager-W.DORRI PDFMoaatazz NouisriNo ratings yet
- Replacement (5.2km) of 24'' Sirtica Pipeline (BEDA Junction - ASSIDA Junction)Document19 pagesReplacement (5.2km) of 24'' Sirtica Pipeline (BEDA Junction - ASSIDA Junction)Moaatazz NouisriNo ratings yet
- Instrument & Control Engineering Head: Curriculum Vitae PirecoDocument2 pagesInstrument & Control Engineering Head: Curriculum Vitae PirecoMoaatazz NouisriNo ratings yet
- CV Civil & Structural Head-O.RAJEHDocument2 pagesCV Civil & Structural Head-O.RAJEHMoaatazz NouisriNo ratings yet
- CV Project Manager-M.Ammar PDFDocument6 pagesCV Project Manager-M.Ammar PDFMoaatazz NouisriNo ratings yet
- CV Business Adm Mgr-S.DridiDocument2 pagesCV Business Adm Mgr-S.DridiMoaatazz NouisriNo ratings yet
- Attachment 4.1.1Document16 pagesAttachment 4.1.1Moaatazz NouisriNo ratings yet
- JSA-019 Manual WeldingDocument5 pagesJSA-019 Manual WeldingMoaatazz Nouisri0% (1)
- JSA-018 Lifting With Mobile CraneDocument5 pagesJSA-018 Lifting With Mobile CraneMoaatazz Nouisri0% (1)
- 4.1.3 PIRECO Current Backlog and Book Orders in EPC: Project NameDocument1 page4.1.3 PIRECO Current Backlog and Book Orders in EPC: Project NameMoaatazz NouisriNo ratings yet
- JSA-017 Lifting With Forklift 2Document4 pagesJSA-017 Lifting With Forklift 2Moaatazz NouisriNo ratings yet
- JSA-049 LVS Equipment & Material InstallationDocument10 pagesJSA-049 LVS Equipment & Material InstallationMoaatazz NouisriNo ratings yet
- Tool Box Talk - 14 Working at HeightsDocument2 pagesTool Box Talk - 14 Working at HeightsMoaatazz NouisriNo ratings yet
- BEDRA-wire Solutions For Brazing and WeldingDocument5 pagesBEDRA-wire Solutions For Brazing and Weldingcentaury2013No ratings yet
- ASTM G31-1972 Standard Practice For Lab Immersion CorrosionDocument8 pagesASTM G31-1972 Standard Practice For Lab Immersion CorrosionPlinio Lavinas100% (1)
- Classifications: Ferritic Stainless Welding Wire (Muffler, 18%Cr-Ti)Document1 pageClassifications: Ferritic Stainless Welding Wire (Muffler, 18%Cr-Ti)Chung LêNo ratings yet
- Magic Cleaner - FroniusDocument4 pagesMagic Cleaner - FroniusKristy DavisNo ratings yet
- Robcad BrochureDocument4 pagesRobcad BrochureWesley SaidNo ratings yet
- Ia Q0 Las 5 Smaw 7 8 FinalDocument13 pagesIa Q0 Las 5 Smaw 7 8 Finalruelquirino29No ratings yet
- FRP Tank EstimateDocument2 pagesFRP Tank EstimateJayshane KwanNo ratings yet
- Hot Work Protocol 6 25 19Document24 pagesHot Work Protocol 6 25 19Victor EgharevbaNo ratings yet
- Acceptance Criteria For Weld DefectsDocument2 pagesAcceptance Criteria For Weld DefectsBaljee Singh100% (2)
- Japanese Steel StandardsDocument3 pagesJapanese Steel StandardsmirekwaznyNo ratings yet
- Nexans CableDocument8 pagesNexans CableQwerty1992ABCNo ratings yet
- Company ProfileDocument16 pagesCompany ProfileAyisha Ammu86% (7)
- Manual Metal Arc Welding (MMA, SMAW or Stick Welding)Document5 pagesManual Metal Arc Welding (MMA, SMAW or Stick Welding)Robert DelafosseNo ratings yet
- Aws B1 - 10 PDFDocument41 pagesAws B1 - 10 PDFAlin TomozeiNo ratings yet
- Instructions en 2021Document25 pagesInstructions en 2021ВадимNo ratings yet
- سلامة مهنيةDocument39 pagesسلامة مهنيةMahamed Ahmed SemiaNo ratings yet
- Coupling PDFDocument1 pageCoupling PDFumashankarsinghNo ratings yet
- CH 11Document36 pagesCH 11Sky 6794No ratings yet
- Api 653 Tank Inspection SummaryDocument2 pagesApi 653 Tank Inspection SummaryalgoreNo ratings yet
- Slide Plate Applications by Jerry Godina January 26, 2011: Assembly BasicsDocument2 pagesSlide Plate Applications by Jerry Godina January 26, 2011: Assembly BasicsprathapNo ratings yet
- CPVC Versus PPRDocument18 pagesCPVC Versus PPRadd_sa29100% (1)
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Difference Between Cold Welding and Pseudo SolderingDocument12 pagesDifference Between Cold Welding and Pseudo SolderingjackNo ratings yet
- Dubbel-Handbook of Mechanical EngineeringDocument918 pagesDubbel-Handbook of Mechanical EngineeringJuan Manuel Domínguez93% (27)
- BS en ISO 14554-2 2013 Quality Requirements For Welding - Resistance WeldingDocument14 pagesBS en ISO 14554-2 2013 Quality Requirements For Welding - Resistance WeldinghamedmosadeqNo ratings yet
- AvestaPolarit Welding Pickling HandbookDocument21 pagesAvestaPolarit Welding Pickling HandbookcurtisvaleroNo ratings yet