Download as pdf or txt
You might also like
- Foundations of MEMS: Chang LiuDocument8 pagesFoundations of MEMS: Chang LiuAnakhaNo ratings yet
- LCG CalculationDocument5 pagesLCG Calculationramkrishna mahato100% (1)
- EXKAL Training 0418Document56 pagesEXKAL Training 0418ErickNo ratings yet
- PNS 260 2002 - Annealed Copper Wires Specification - Solid - THHN - THW - TWDocument8 pagesPNS 260 2002 - Annealed Copper Wires Specification - Solid - THHN - THW - TWshivam dwivediNo ratings yet
- Astm A774 PDFDocument4 pagesAstm A774 PDFCristian Otivo100% (1)
- Project GROUP 3 SESSION 2Document61 pagesProject GROUP 3 SESSION 2alnzNo ratings yet
- Ernst Müller (Auth.) - Hydraulic Forging Presses-Springer Berlin Heidelberg (1968)Document285 pagesErnst Müller (Auth.) - Hydraulic Forging Presses-Springer Berlin Heidelberg (1968)Claudio RodriguesNo ratings yet
- Steel Line Pipe, Black, Plain End, Laser Beam Welded: Standard Specification ForDocument6 pagesSteel Line Pipe, Black, Plain End, Laser Beam Welded: Standard Specification ForTamil funNo ratings yet
- A 1006 - A 1006m - 00 QtewmdyvqtewmdznDocument6 pagesA 1006 - A 1006m - 00 QtewmdyvqtewmdznRichars ApazaNo ratings yet
- Steel Line Pipe, Black, Plain End, Laser Beam Welded: Standard Specification ForDocument6 pagesSteel Line Pipe, Black, Plain End, Laser Beam Welded: Standard Specification ForinspectormetNo ratings yet
- Welding Productivity 3Document1 pageWelding Productivity 3atulNo ratings yet
- Astm B 682 - 01Document4 pagesAstm B 682 - 01Fernando Angiolini100% (1)
- App4 PDFDocument4 pagesApp4 PDFYasinNo ratings yet
- Astm D1694.Document4 pagesAstm D1694.M Wasim IshaqNo ratings yet
- Table - 8 Conductor PropertiesDocument1 pageTable - 8 Conductor PropertiesMichael DarmstaedterNo ratings yet
- How To Choose The Right Gauge Block ComparatorDocument15 pagesHow To Choose The Right Gauge Block ComparatorneramopNo ratings yet
- Steel Wires For Prestressed Concrete - Catalogue PDFDocument8 pagesSteel Wires For Prestressed Concrete - Catalogue PDFDian Jaka PraharaNo ratings yet
- SprinklerBrochures Schedule10 40Document4 pagesSprinklerBrochures Schedule10 40Keshia Murillo PinnockNo ratings yet
- Katalog MKM N2xy 1 CDocument1 pageKatalog MKM N2xy 1 CAhmad ZulkarnaenNo ratings yet
- FRP Rebar Data SheetDocument2 pagesFRP Rebar Data Sheetkevin smith100% (1)
- Design 1 Calculations: CAEE PDFDocument9 pagesDesign 1 Calculations: CAEE PDFazwanNo ratings yet
- Pre Insulated PipesDocument32 pagesPre Insulated Pipespal_stephenNo ratings yet
- VWStrainGaugeManualV1 8Document46 pagesVWStrainGaugeManualV1 8Giovanni PrensNo ratings yet
- BHCN 2700 TS 20249C 1020 EnglishDocument40 pagesBHCN 2700 TS 20249C 1020 EnglishandersonNo ratings yet
- KC 60227-3Document22 pagesKC 60227-3le duc huynhNo ratings yet
- 11-TMSS-10, Rev.02Document13 pages11-TMSS-10, Rev.02Altamash DabirNo ratings yet
- Impedancia Transformadores 4Document1 pageImpedancia Transformadores 4crcruzpNo ratings yet
- PNS 1207 2005 - Annealed Copper Wires Specification - Stranded - THHN - THW - TWDocument9 pagesPNS 1207 2005 - Annealed Copper Wires Specification - Stranded - THHN - THW - TWshivam dwivediNo ratings yet
- FSJ2-50 Product SpecificationsDocument4 pagesFSJ2-50 Product SpecificationsAnonymous cDWQYsjd9No ratings yet
- Centricast CL 1520 Data SheetDocument6 pagesCentricast CL 1520 Data SheetOlmer Romero MendezNo ratings yet
- Cable TrackingDocument6 pagesCable TrackingjoaquicNo ratings yet
- Stainless Steel Pipe Weight Per Meter and Pipe Thickness Chart in MMDocument4 pagesStainless Steel Pipe Weight Per Meter and Pipe Thickness Chart in MMAnilkumar CENo ratings yet
- TextbookDocument8 pagesTextbookAnupam Viswanath25% (4)
- The Use of The Armour of Steel Wire Armoured Cables As A Protective Conductor (17th Update)Document13 pagesThe Use of The Armour of Steel Wire Armoured Cables As A Protective Conductor (17th Update)JohnWilliamsNo ratings yet
- 2001 Net A TablesDocument1 page2001 Net A TablesElias GabrielNo ratings yet
- Appendix 2: General Methods of Installation of CablesDocument12 pagesAppendix 2: General Methods of Installation of CablesENGMNo ratings yet
- Types of Free PointDocument19 pagesTypes of Free Pointphucbm bmNo ratings yet
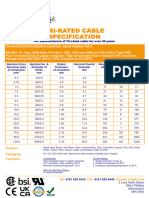
- Tri Rated Cable SpecDocument1 pageTri Rated Cable Specalpha7beta6No ratings yet
- Accessories For CEAST Impact SystemsDocument50 pagesAccessories For CEAST Impact SystemsFriday Niyehmi Abolorunke ChristopherNo ratings yet
- 1) 1C LSZHDocument4 pages1) 1C LSZHvicko2828No ratings yet
- HT Xlpe PDFDocument3 pagesHT Xlpe PDFrengaramanujanNo ratings yet
- FT Vidrio Plomado MEDX-GAMMADocument2 pagesFT Vidrio Plomado MEDX-GAMMACarlos Manuel Alban RuizNo ratings yet
- Stas 438-2-91 RDocument4 pagesStas 438-2-91 RSzabolcs KovacsNo ratings yet
- Nelson Heat Trace Self Regulating Heater Cables For Fire Sprinkler Systems en 1527968Document12 pagesNelson Heat Trace Self Regulating Heater Cables For Fire Sprinkler Systems en 1527968abdulafoajjawiNo ratings yet
- B835-14 Standard Specification For Compact Round Stranded Copper Conductors Using Single Input Wire ConstructionDocument3 pagesB835-14 Standard Specification For Compact Round Stranded Copper Conductors Using Single Input Wire ConstructionislamakthamNo ratings yet
- Watermain Testing and Commissioning ProceduresDocument6 pagesWatermain Testing and Commissioning ProceduresLaurence BeltranNo ratings yet
- Corebit Config Dimens FordiaDocument2 pagesCorebit Config Dimens FordiaNelson de la RosaNo ratings yet
- Transformer Base SL No Item Length Width Depth No Qty/Nos Total Qty UnitDocument4 pagesTransformer Base SL No Item Length Width Depth No Qty/Nos Total Qty UnitKM Mehedi HasanNo ratings yet
- TABLE 2 Dimensions of Circular Washers: 8. Workmanship, Finish, and AppearanceDocument1 pageTABLE 2 Dimensions of Circular Washers: 8. Workmanship, Finish, and AppearanceGHULAM NABINo ratings yet
- 1997 Gioncu & Petcu - Available Rotation Capacity of Wide-Flange Beams and Beam-Columns Part 2. Experimental and Numerical TestsDocument26 pages1997 Gioncu & Petcu - Available Rotation Capacity of Wide-Flange Beams and Beam-Columns Part 2. Experimental and Numerical TestsAKNo ratings yet
- Pipe Sizes Copper PDFDocument2 pagesPipe Sizes Copper PDFAhsan FarooqNo ratings yet
- Pipe Sizes CopperDocument2 pagesPipe Sizes CopperHussain AliNo ratings yet
- LV Rating Factors in GroundDocument3 pagesLV Rating Factors in GroundChris MostertNo ratings yet
- Medium Voltage XLPE Rating Factors For Cables in GroundDocument6 pagesMedium Voltage XLPE Rating Factors For Cables in GroundGary FortuinNo ratings yet
- 9.irresa Distribution Pipe Quantity: 3 Supply and Installation of Distribution Fittings and AccessoriesDocument5 pages9.irresa Distribution Pipe Quantity: 3 Supply and Installation of Distribution Fittings and AccessoriesAbi DemeNo ratings yet
- SSBP Company ProfileDocument10 pagesSSBP Company ProfileRian HeriawanNo ratings yet
- 2022 PE NAME Reference Handbook - ERRATA - 0Document17 pages2022 PE NAME Reference Handbook - ERRATA - 0nothankyouNo ratings yet
- Scroll Conveyor CapacitYDocument3 pagesScroll Conveyor CapacitYQomaruz ZamanNo ratings yet
- Jack. Pump Head CalculationDocument3 pagesJack. Pump Head CalculationAbarajithan RajendranNo ratings yet
- Source: Adapted From MSS Standard SP-69Document1 pageSource: Adapted From MSS Standard SP-69Shappan Abd AllhaNo ratings yet
- Smi 128Document4 pagesSmi 128Amit Kumar KandiNo ratings yet
- Tugas Akhir Format IEEEDocument4 pagesTugas Akhir Format IEEEdadang tri wicaksonoNo ratings yet
- 1 PDFDocument9 pages1 PDFPradeep GoelNo ratings yet
- The Design of Modern Microwave Oscillators for Wireless Applications: Theory and OptimizationFrom EverandThe Design of Modern Microwave Oscillators for Wireless Applications: Theory and OptimizationNo ratings yet
- A835A835MDocument2 pagesA835A835MPaulo GalvãoNo ratings yet
- Carbon Steel Chain: Standard Specification ForDocument4 pagesCarbon Steel Chain: Standard Specification ForPaulo GalvãoNo ratings yet
- Ferrotitanium: Standard Specification ForDocument2 pagesFerrotitanium: Standard Specification ForPaulo GalvãoNo ratings yet
- Wrought High-Strength Ferritic Steel Butt-Welding Fittings: Standard Specification ForDocument5 pagesWrought High-Strength Ferritic Steel Butt-Welding Fittings: Standard Specification ForPaulo GalvãoNo ratings yet
- Piping Fittings of Wrought Carbon Steel and Alloy Steel For Low-Temperature ServiceDocument6 pagesPiping Fittings of Wrought Carbon Steel and Alloy Steel For Low-Temperature ServicePaulo GalvãoNo ratings yet
- Seamless and Electric-Welded Low-Alloy Steel Tubes: Standard Specification ForDocument3 pagesSeamless and Electric-Welded Low-Alloy Steel Tubes: Standard Specification ForPaulo GalvãoNo ratings yet
- General Requirements For Carbon and Low Alloy Steel TubesDocument10 pagesGeneral Requirements For Carbon and Low Alloy Steel TubesPaulo GalvãoNo ratings yet
- Preliminary Inspection & Test Plan - Sodium Hypochlorite Dosing Package Прелиминарни Инспекцијски И План Тестирања - Пакет За Дозирање Натријум ХипохлоритаDocument3 pagesPreliminary Inspection & Test Plan - Sodium Hypochlorite Dosing Package Прелиминарни Инспекцијски И План Тестирања - Пакет За Дозирање Натријум ХипохлоритаNina SimovicNo ratings yet
- Bells and Alarm Circuit-1Document9 pagesBells and Alarm Circuit-1S MalinguNo ratings yet
- CH 2 Solutions 2023Document39 pagesCH 2 Solutions 2023Kaleb Ashiko100% (1)
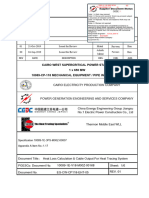
- Cairo West Supercritical Power Station 1 X 650 MW 10089-Cp-118 Mechanical Equipment / Pipe InstallationDocument6 pagesCairo West Supercritical Power Station 1 X 650 MW 10089-Cp-118 Mechanical Equipment / Pipe Installationmohamed abourayaNo ratings yet
- Catalogo Motor UkDocument26 pagesCatalogo Motor UkLeopoldo WilleNo ratings yet
- Courant, Hilbert - Methods of Mathematical Physics Vol. 1 (578p) (T)Document578 pagesCourant, Hilbert - Methods of Mathematical Physics Vol. 1 (578p) (T)mattstover100% (3)
- Siemens Mammomat 300 1000 3000 3000 Nova Installation Instructions - Bus InstallationDocument8 pagesSiemens Mammomat 300 1000 3000 3000 Nova Installation Instructions - Bus InstallationOusama DawalibiNo ratings yet
- Built in The Heavens CYOADocument24 pagesBuilt in The Heavens CYOAMatthew DixonNo ratings yet
- ExperiMENT ON CPDocument39 pagesExperiMENT ON CPIsmat Ara AwalNo ratings yet
- TransSteel 5000 ManualDocument132 pagesTransSteel 5000 ManualGeorgi RadnevNo ratings yet
- Booster Pumps Technical Submittal-Hatta Hydro Power PlantDocument57 pagesBooster Pumps Technical Submittal-Hatta Hydro Power PlantSamra MuzaferovicNo ratings yet
- Fluid Mechanics GEC 223 Lecture NoteDocument53 pagesFluid Mechanics GEC 223 Lecture NoteCHIBUIKE UDENTANo ratings yet
- EIM 11 - Q1 - W8 - Mod8Document30 pagesEIM 11 - Q1 - W8 - Mod8aldrin joseph100% (3)
- Resume 123 As ASDocument1 pageResume 123 As ASJyotiraditya Singh RathoreNo ratings yet
- LZP-4 Zone Control Panel: Zoning SystemDocument28 pagesLZP-4 Zone Control Panel: Zoning SystemMINYAN GUINo ratings yet
- 1.11.21 MICROFLUIDICS Revision QuestionsDocument1 page1.11.21 MICROFLUIDICS Revision QuestionsIddy OmaryNo ratings yet
- L-Tyrosine PaperDocument9 pagesL-Tyrosine Papernisar khanNo ratings yet
- AFL Substation SolutionsDocument12 pagesAFL Substation SolutionsManali PrajapatiNo ratings yet
- Single Phase Tefc Cage MotorsDocument12 pagesSingle Phase Tefc Cage Motors1cvbnmNo ratings yet
- Strobe Power SupplyDocument4 pagesStrobe Power SupplyJosé Jikal100% (1)
- Quantum Games and Quantum StrategiesDocument4 pagesQuantum Games and Quantum StrategiesReyna RamirezNo ratings yet
- Guía - Storage Flow Bulk Solids - English VersionDocument1 pageGuía - Storage Flow Bulk Solids - English VersionEstefanía Gómez RodríguezNo ratings yet
- IOL PowerDocument273 pagesIOL Powermarlon García100% (3)
- Effect of Loading Type On The Effective Moment of Inertia of Reinforced Concrete BeamsDocument7 pagesEffect of Loading Type On The Effective Moment of Inertia of Reinforced Concrete BeamsN TNo ratings yet
- DG Synchronizing PanelDocument33 pagesDG Synchronizing PanelArvind KumarNo ratings yet
- Ice Maker - VS-625FSDocument12 pagesIce Maker - VS-625FSfajarrizki267No ratings yet