Download as pdf or txt
You might also like
- Competitive Strategy: Techniques for Analyzing Industries and CompetitorsFrom EverandCompetitive Strategy: Techniques for Analyzing Industries and CompetitorsRating: 4.5 out of 5 stars4.5/5 (31)
- Outside in & Inside OutDocument44 pagesOutside in & Inside OutSlobodan AdzicNo ratings yet
- Bill Merrilees Dale Miller Principles of Corporate RebrandingDocument16 pagesBill Merrilees Dale Miller Principles of Corporate RebrandingFoo Yean NeeNo ratings yet
- Market Targeting and Strategic Positioning: January 2018Document17 pagesMarket Targeting and Strategic Positioning: January 2018Mulia PutriNo ratings yet
- Alternative Paradigms For Manufacturing Strategy: C.A. VossDocument12 pagesAlternative Paradigms For Manufacturing Strategy: C.A. VosshwzoeNo ratings yet
- Voss - 1995 - Alternative Paradigm For Manufacturing Strategy PDFDocument13 pagesVoss - 1995 - Alternative Paradigm For Manufacturing Strategy PDFMR7791No ratings yet
- SWP 29191 Towards A Unified Theory of Strategic Manufacturing ManagementDocument31 pagesSWP 29191 Towards A Unified Theory of Strategic Manufacturing ManagementanshubansalNo ratings yet
- Development Strategies PDFDocument16 pagesDevelopment Strategies PDFPaulNo ratings yet
- 17103626Document20 pages17103626Mego PlamoniaNo ratings yet
- The Impact of New Product Strategies: Robert G. CooperDocument14 pagesThe Impact of New Product Strategies: Robert G. Coopermariam haqueNo ratings yet
- Strategic Analysis On FMCG Goods: A Case Study On Nestle: Gedela Rakesh Varma Prof. Jaladi RaviDocument11 pagesStrategic Analysis On FMCG Goods: A Case Study On Nestle: Gedela Rakesh Varma Prof. Jaladi RaviPrayag DasNo ratings yet
- Hayes, RH, Pisano, GP - Manufacturing Strategy - at TheIntersection of Two Paradigms ShiftsDocument17 pagesHayes, RH, Pisano, GP - Manufacturing Strategy - at TheIntersection of Two Paradigms ShiftsSms RajaNo ratings yet
- Key Success Factors When Implementing Strategic Manufacturing InitiativesDocument29 pagesKey Success Factors When Implementing Strategic Manufacturing InitiativesthaicicaNo ratings yet
- Factors Affecting The Strategic Role of ManufacturingDocument17 pagesFactors Affecting The Strategic Role of ManufacturingAlina IliseiNo ratings yet
- Mass Customeation: Implementing The Emerging Paradigm For Competitive AdvantageDocument22 pagesMass Customeation: Implementing The Emerging Paradigm For Competitive AdvantageVikas SarangdharNo ratings yet
- Innovation and The Market Share of Private LabelsDocument22 pagesInnovation and The Market Share of Private LabelskocasNo ratings yet
- WilliamsDocument28 pagesWilliamsTony DumfehNo ratings yet
- A Taxonomy of Manufacturing StrategiesDocument21 pagesA Taxonomy of Manufacturing StrategiesMarcos De Campos MaiaNo ratings yet
- International Marketing Strategies in India: An Application of Mixed Method InvestigationDocument13 pagesInternational Marketing Strategies in India: An Application of Mixed Method InvestigationNithin KumarNo ratings yet
- Some Contributions To Management TheoryDocument10 pagesSome Contributions To Management TheoryLay RaykundaliaNo ratings yet
- Articulo The Large Spanish Industrial Company Strategies of The Most Competitive FactoriesDocument18 pagesArticulo The Large Spanish Industrial Company Strategies of The Most Competitive FactoriesJavier Esteban DonosoNo ratings yet
- Dimensions of Competitive Priorities: Are They Clear, Communicated, and Consistent?Document10 pagesDimensions of Competitive Priorities: Are They Clear, Communicated, and Consistent?David LiauwNo ratings yet
- Brand Orientation - ADocument15 pagesBrand Orientation - AGina Beatrice PanăNo ratings yet
- 07 Chapter 2Document101 pages07 Chapter 2Anirudha ThenganeNo ratings yet
- Prahalad Strategy Field of StudyDocument13 pagesPrahalad Strategy Field of StudylcarlosbritoNo ratings yet
- Strategic Fit Model Development and Fitness Analysis of A Manufacturing UnitDocument24 pagesStrategic Fit Model Development and Fitness Analysis of A Manufacturing UnitArafat SaleheenNo ratings yet
- Business Research Quarterly: Brand Deletion: How The Decision-Making Approach Affects Deletion SuccessDocument15 pagesBusiness Research Quarterly: Brand Deletion: How The Decision-Making Approach Affects Deletion SuccessshashwatNo ratings yet
- 6 Ps of ManufacturingDocument15 pages6 Ps of Manufacturingatul26kumar6897100% (1)
- Competitive Advantage, Customisation & New Taxonomy For Non Make To Stock - Amaro Et Al 1999Document23 pagesCompetitive Advantage, Customisation & New Taxonomy For Non Make To Stock - Amaro Et Al 1999NINAN THERADAPUZHA MATHEWNo ratings yet
- Determinants of SME Brand Adaptation in Global MarketingDocument34 pagesDeterminants of SME Brand Adaptation in Global MarketingAbdul GhaniNo ratings yet
- Using Sustainability For Competitive AdvantageDocument6 pagesUsing Sustainability For Competitive AdvantageAnca ButnariuNo ratings yet
- An Overview of Strategy Development Models and The Ward-Rivani ModelDocument25 pagesAn Overview of Strategy Development Models and The Ward-Rivani Modelamiraghanoori4No ratings yet
- Wang2008 PDFDocument13 pagesWang2008 PDFzulmah endraNo ratings yet
- Business Strategy and PerformanceofsmesDocument8 pagesBusiness Strategy and Performanceofsmeshossamfouad1212No ratings yet
- Strategy As A Fiel of Study - Why Search For A Ne ParadigmDocument13 pagesStrategy As A Fiel of Study - Why Search For A Ne ParadigmNatalia Arciniegas PorrasNo ratings yet
- Association For Consumer Research: Strategic Brand Concept and Brand Architecture Strategyba Proposed ModelDocument7 pagesAssociation For Consumer Research: Strategic Brand Concept and Brand Architecture Strategyba Proposed ModelCasandra ChongNo ratings yet
- Taran Et Al. 2015 PDFDocument31 pagesTaran Et Al. 2015 PDFJocelyne PiccolinaNo ratings yet
- Marketing ExamDocument6 pagesMarketing ExamAdriana ClarkeNo ratings yet
- Industrial Case StudyDocument5 pagesIndustrial Case StudyAndres Felipe Upegui A.No ratings yet
- Setting Manufacturing Strategy For A Factory-Within-A-FactoryDocument17 pagesSetting Manufacturing Strategy For A Factory-Within-A-FactoryTania Amórtegui ÁlvarezNo ratings yet
- Module 2Document15 pagesModule 2Omkar MulekarNo ratings yet
- Negotiation TacticsDocument17 pagesNegotiation TacticsNaman SharmaNo ratings yet
- Drivers Global Strategy Organization: Industry of andDocument28 pagesDrivers Global Strategy Organization: Industry of andjorgel_alvaNo ratings yet
- Herrigel. Autoparts-OEMcompetition PDFDocument35 pagesHerrigel. Autoparts-OEMcompetition PDFmateoNo ratings yet
- Competitive Priorities For Success in The MarketplaceDocument30 pagesCompetitive Priorities For Success in The MarketplaceJoe Nathaniel25% (4)
- TN - article 3 - phần đầuDocument4 pagesTN - article 3 - phần đầuThuận Nhân Nguyễn LươngNo ratings yet
- Bidding and Auction ProceduresDocument16 pagesBidding and Auction ProceduresjNo ratings yet
- Measuring Competitive Factors: A Perspective of Spanish Manufacturing FirmsDocument8 pagesMeasuring Competitive Factors: A Perspective of Spanish Manufacturing FirmsDr alla talal yassinNo ratings yet
- Abstract. The Paper Highlights: Brand and Product Divestiture: A Literature Review and Future Research RecommendationsDocument24 pagesAbstract. The Paper Highlights: Brand and Product Divestiture: A Literature Review and Future Research RecommendationsAarti CkNo ratings yet
- Strategy As A Field of Study Why Search For A New Paradigm - PDFDocument13 pagesStrategy As A Field of Study Why Search For A New Paradigm - PDFANGIE PAOLA ALEMAN CARDONANo ratings yet
- Using The 7Ps As A Generic Marketing Mix An ExplorDocument13 pagesUsing The 7Ps As A Generic Marketing Mix An Explorchung yvonneNo ratings yet
- T N P D - : He Success and Failure of EW Roduct Evelopment A Study With Focus On The Early PhasesDocument24 pagesT N P D - : He Success and Failure of EW Roduct Evelopment A Study With Focus On The Early PhasesSandy ThakurNo ratings yet
- Artigo - Brand Architecture Strategy PDFDocument30 pagesArtigo - Brand Architecture Strategy PDFGuilherme machadoNo ratings yet
- Technology of Business: Product Service Design Business Model Design MarketingDocument2 pagesTechnology of Business: Product Service Design Business Model Design Marketingnavi vermaNo ratings yet
- Competitive Strategies, Innovation, and Firm Performance: An Empirical Study in A Developing Economy EnvironmentDocument17 pagesCompetitive Strategies, Innovation, and Firm Performance: An Empirical Study in A Developing Economy EnvironmentMochamad Iqbal PratamaNo ratings yet
- Multiple Criteria Decision Making Technique in New Product Development ManagementDocument19 pagesMultiple Criteria Decision Making Technique in New Product Development ManagementAsebaho BadrNo ratings yet
- Miles and Snow Ajbr180042Document25 pagesMiles and Snow Ajbr180042Biju MathewsNo ratings yet
- Marketing Management DomainDocument14 pagesMarketing Management DomainFadi HadiNo ratings yet
- FPA Monthly Cash Flow ForecastDocument3 pagesFPA Monthly Cash Flow ForecastAni Dwi Rahmanti RNo ratings yet
- Iso 8573-2 (2018)Document11 pagesIso 8573-2 (2018)francoisjbrNo ratings yet
- EDID 6510 Course Guide, 2018-2019Document43 pagesEDID 6510 Course Guide, 2018-2019niri suriNo ratings yet
- Abhishek Sharma Sudhir Kumar Sharma Pramod Sharma: EngineeringDocument4 pagesAbhishek Sharma Sudhir Kumar Sharma Pramod Sharma: EngineeringAbhishek SharmaNo ratings yet
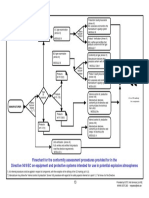
- CE Flow Chart - ATEXDocument1 pageCE Flow Chart - ATEXABHISHEK DOLLENo ratings yet
- Overview of Storage in Windows Server 2016Document49 pagesOverview of Storage in Windows Server 2016Marculino LimaNo ratings yet
- Section 3-5 Paper 5 ACI RAP 4Document8 pagesSection 3-5 Paper 5 ACI RAP 4Juan Pablo Santamaria V.No ratings yet
- Instt Air ConsumptionDocument3 pagesInstt Air ConsumptionAsad KhanNo ratings yet
- Squid Proxy On Rhel5Document5 pagesSquid Proxy On Rhel5Hale BweetyNo ratings yet
- Acoustic Treatment and Design For Recording Studios and Listening RoomsDocument48 pagesAcoustic Treatment and Design For Recording Studios and Listening RoomsalxgoliveiraNo ratings yet
- Instructions: Schick GMBHDocument29 pagesInstructions: Schick GMBHsv7j58xyjkNo ratings yet
- PMP Pdfcoffee - Com Project For Submissiondocx PDF FreeDocument9 pagesPMP Pdfcoffee - Com Project For Submissiondocx PDF Freevivek bagdeNo ratings yet
- Specification For Dual-Layer FBEDocument19 pagesSpecification For Dual-Layer FBEali saidNo ratings yet
- Chapter 7 Accounting Information SystemDocument14 pagesChapter 7 Accounting Information SystemRica de guzmanNo ratings yet
- Argumentative Essay Color Code-1Document3 pagesArgumentative Essay Color Code-1Viola LeeNo ratings yet
- M2-Quiz-Organization Strategy and Project Selection BMA 4102 Project ManagementDocument36 pagesM2-Quiz-Organization Strategy and Project Selection BMA 4102 Project ManagementTrisha Mae DacusinNo ratings yet
- Synopsis Report SohamDocument9 pagesSynopsis Report Sohamrutikamarathe21No ratings yet
- Saudi Aramco Typical Inspection Plan Cross Country Above Ground PipeliDocument5 pagesSaudi Aramco Typical Inspection Plan Cross Country Above Ground PipeliShahbaz AhmadNo ratings yet
- A Study of Cylindrical Shells Under Global Bending in The Elastic Plastic RangeDocument8 pagesA Study of Cylindrical Shells Under Global Bending in The Elastic Plastic RangeHari KiranNo ratings yet
- 53 WK 57Document44 pages53 WK 57Navid EbrahimniaNo ratings yet
- PM-DM/DMR / Pm-2Dm/2Dmr: Digital MultimetersDocument2 pagesPM-DM/DMR / Pm-2Dm/2Dmr: Digital MultimeterstonielhageNo ratings yet
- Anglais ExposeDocument2 pagesAnglais ExposeKonan Armel KobenanNo ratings yet
- The Effects of Globalization On Global Communication: Updated November 21, 2018Document2 pagesThe Effects of Globalization On Global Communication: Updated November 21, 2018hehehehehloo0% (1)
- Systemair Magicad Plugin For Revit: User GuideDocument15 pagesSystemair Magicad Plugin For Revit: User Guidepmaldona93No ratings yet
- FortiAuthenticator-6 0 0-CookbookDocument132 pagesFortiAuthenticator-6 0 0-CookbookDarko SpunkyNo ratings yet
- EasyPact CVS - LV510804Document3 pagesEasyPact CVS - LV510804Mouath AlraoushNo ratings yet
- Eficiencia Energetica 3Document49 pagesEficiencia Energetica 3PaulaNo ratings yet
- Depreciation Calculator As Per Companies Act 2013 in Excel FormatDocument13 pagesDepreciation Calculator As Per Companies Act 2013 in Excel Formatabizer7860No ratings yet
- HUKINGS Light Emitting Plasma LEP SolutionDocument4 pagesHUKINGS Light Emitting Plasma LEP SolutionkingNo ratings yet
- 7000 Series PDFDocument4 pages7000 Series PDFAlvaro S. CáceresNo ratings yet