Download as doc, pdf, or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5820)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- MAXstation Operator Guide - A1Document121 pagesMAXstation Operator Guide - A1ramkrishnaNo ratings yet
- Analyzing Harmonic DistortionDocument14 pagesAnalyzing Harmonic DistortionMuhamad Mukhsital AziziNo ratings yet
- Hand - Power Tools Inspection ChecklistDocument2 pagesHand - Power Tools Inspection ChecklistHussein SobhNo ratings yet
- 12V Lead Acid Battery Charger Circuit - Engineering ProjectsDocument8 pages12V Lead Acid Battery Charger Circuit - Engineering ProjectsMd. Nahid AlamNo ratings yet
- Skyagr1: Soil Monitoring SensorDocument5 pagesSkyagr1: Soil Monitoring Sensorali aghajaniNo ratings yet
- Mini ProjectDocument33 pagesMini ProjectMeenakshi ChaudhariNo ratings yet
- PQ VendorsDocument0 pagesPQ VendorsGhoozyNo ratings yet
- 11AK49Document88 pages11AK49Sara JelicicNo ratings yet
- Astm F 1996Document2 pagesAstm F 1996edson alfaNo ratings yet
- Motor Protection Relay: Multifunction Protection For Large Size MotorsDocument12 pagesMotor Protection Relay: Multifunction Protection For Large Size MotorsAnonymous UbwGTAcKlsNo ratings yet
- Maersk Line & Star Cool CO2 Sensor Upgrade ProcedureDocument4 pagesMaersk Line & Star Cool CO2 Sensor Upgrade ProcedureGianmarco CastilloNo ratings yet
- Ubiquitous ComputingDocument31 pagesUbiquitous ComputingtaylorartNo ratings yet
- BrightView X and XCT Technical Specifications Data SheetDocument6 pagesBrightView X and XCT Technical Specifications Data SheetNahomi espinozaNo ratings yet
- Atmel 0038Document1 pageAtmel 0038namerNo ratings yet
- HV Standard Capacitor SF6 Gas-FilledDocument1 pageHV Standard Capacitor SF6 Gas-FilledMaitraya RaiNo ratings yet
- EMR2 Flyer enDocument6 pagesEMR2 Flyer enEloy Cabrera100% (3)
- Chapter 3 Logic GatesDocument7 pagesChapter 3 Logic GatesNasreenNo ratings yet
- Analog Communiction, Signals and SystemsDocument7 pagesAnalog Communiction, Signals and SystemsappuamreddyNo ratings yet
- OTN - What's Important To Test: MT1000A MT1100A MU100010A MU110010A MU110011A MU110012ADocument6 pagesOTN - What's Important To Test: MT1000A MT1100A MU100010A MU110010A MU110011A MU110012ANguyễn Thành TrungNo ratings yet
- Bus Function Terminals: Data Sheet For KL9100, KL9110, KL9150, KL9160, KL9190, Version 1.0Document1 pageBus Function Terminals: Data Sheet For KL9100, KL9110, KL9150, KL9160, KL9190, Version 1.0festerrNo ratings yet
- Naviforce Watch Nf9024Document2 pagesNaviforce Watch Nf9024SUNILABHI_AP50% (4)
- 2011f MT I.3Document3 pages2011f MT I.3Nia Lisna100% (1)
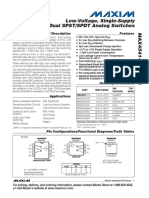
- Low-Voltage, Single-Supply Dual SPST/SPDT Analog Switches: General Description - FeaturesDocument17 pagesLow-Voltage, Single-Supply Dual SPST/SPDT Analog Switches: General Description - FeaturesJuan BlancoNo ratings yet
- Achieving Frequency Reuse 1 in Wimax Networks With BeamformingDocument14 pagesAchieving Frequency Reuse 1 in Wimax Networks With Beamformingbulli babuNo ratings yet
- EIC 09 - Stator Winding Hipot TestingDocument5 pagesEIC 09 - Stator Winding Hipot Testingmanoharig7578No ratings yet
- HEF4538B: 1. General DescriptionDocument18 pagesHEF4538B: 1. General Descriptionxor_45No ratings yet
- Design and Implementation of RCIED Jamming SystemDocument20 pagesDesign and Implementation of RCIED Jamming SystemHassan Bin QasimNo ratings yet
- Powerware: For Critical Power ProtectionDocument2 pagesPowerware: For Critical Power Protectionandy175No ratings yet
- Lap Report 6 Phy 2Document5 pagesLap Report 6 Phy 2ahmed albualiNo ratings yet
- 0 Dumpacore 3rd Com - Samsung.android - App.contactsDocument2,528 pages0 Dumpacore 3rd Com - Samsung.android - App.contactsTarsilio GuitTarNo ratings yet