Download as pdf or txt
You might also like
- Aws Table 8.1 MT PTDocument1 pageAws Table 8.1 MT PTSugianto Tan Lok AnNo ratings yet
- Multi-Storey Concrete Car Parks: A Guide To Design and ConstructionDocument20 pagesMulti-Storey Concrete Car Parks: A Guide To Design and ConstructionipostkastNo ratings yet
- Full Annealing and Normalizing of AISI 1045 and AISI 1080Document6 pagesFull Annealing and Normalizing of AISI 1045 and AISI 1080Sellina SyNo ratings yet
- Concrete Field Testing Technician - CTMDocument103 pagesConcrete Field Testing Technician - CTMedisonmalahitoNo ratings yet
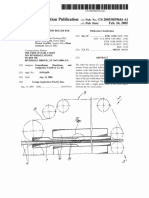
- Patent Application Publication (10) Pub. No.: US 2007/0157691 A1Document8 pagesPatent Application Publication (10) Pub. No.: US 2007/0157691 A1Erin GokNo ratings yet
- DDTW Properties For High Strength Line Pipe SteelsDocument5 pagesDDTW Properties For High Strength Line Pipe SteelsWagner Duarte FloresNo ratings yet
- P91 MaterialDocument15 pagesP91 MaterialelrajilNo ratings yet
- Super Duplex Stainless Steel: Excellent Engineering SolutionsDocument4 pagesSuper Duplex Stainless Steel: Excellent Engineering SolutionsTXUSNo ratings yet
- Jp2012223806a 3Document11 pagesJp2012223806a 3leh antNo ratings yet
- Determination of Necessary Preheating Temperature in Steel WeldingDocument7 pagesDetermination of Necessary Preheating Temperature in Steel WeldingKelvin LabarezNo ratings yet
- The Welding of Structural Steels Without PreheatDocument10 pagesThe Welding of Structural Steels Without PreheatHouman HatamianNo ratings yet
- Corrosion Resistant OCTG and Bar For Sour Gas Service PDFDocument14 pagesCorrosion Resistant OCTG and Bar For Sour Gas Service PDFallouche_abdNo ratings yet
- DaidoDocument48 pagesDaidonktiah1207No ratings yet
- A 632 - 02 Qtyzmi0wmkeDocument4 pagesA 632 - 02 Qtyzmi0wmkeLUISALBERTO06011985No ratings yet
- Production of Large Diameter Pipes Grade X 70 With High Toughness Using Acicular Ferrite MicrostructuresDocument14 pagesProduction of Large Diameter Pipes Grade X 70 With High Toughness Using Acicular Ferrite MicrostructuresdgkmurtiNo ratings yet
- Heat Plat ApplicationDocument6 pagesHeat Plat ApplicationJDC - Export ManagerNo ratings yet
- 03 - An Alloy Design Concept For Better Matching of Strength and Toughness in Pipeline SteelDocument7 pages03 - An Alloy Design Concept For Better Matching of Strength and Toughness in Pipeline SteelŞarîngă George AlexandruNo ratings yet
- CN110669986B 一种310s不锈钢制备方法及310s不锈钢Document8 pagesCN110669986B 一种310s不锈钢制备方法及310s不锈钢yu64471No ratings yet
- Ulllted States Patent (10) Patent N0.: US 7,994,084 B2Document8 pagesUlllted States Patent (10) Patent N0.: US 7,994,084 B2héma tologieNo ratings yet
- In Service Embrittlement of Cast 20Cr32N PDFDocument8 pagesIn Service Embrittlement of Cast 20Cr32N PDFabidhussain470No ratings yet
- Vol-7 (No1) 9Cr FluageDocument10 pagesVol-7 (No1) 9Cr FluageClaude BouillotNo ratings yet
- Isotech Puntos FijosDocument11 pagesIsotech Puntos FijosAlexander MartinezNo ratings yet
- Soft Annealing Heat Treatment PDFDocument6 pagesSoft Annealing Heat Treatment PDFsivajirao70No ratings yet
- 003meuser - EditedDocument15 pages003meuser - EditedFilip Van den AbeeleNo ratings yet
- EldaDocument28 pagesEldaEldayadi Nefty Rizky ArismawanNo ratings yet
- GSC Steam Turbine CastingsDocument10 pagesGSC Steam Turbine CastingsJozsef Magyari100% (1)
- Welding Heat TreatmentDocument33 pagesWelding Heat TreatmentWan HafiyNo ratings yet
- Welding TMCP SteelsDocument7 pagesWelding TMCP SteelsElias Kapa100% (1)
- Material Selection Criteria For Ammonia ConverterDocument6 pagesMaterial Selection Criteria For Ammonia ConverterTusar KoleNo ratings yet
- Ceramic SpecDocument8 pagesCeramic SpecpujadagaNo ratings yet
- Plate Heat ExchangersDocument7 pagesPlate Heat ExchangersBaneMarkovicNo ratings yet
- 10 1016@j Vacuum 2019 108977Document20 pages10 1016@j Vacuum 2019 108977Navid MohammadiNo ratings yet
- Development and Production of Heavy Gauge X70 Pipeline Plate For Deep Water Pipe Applications at Shougang SteelDocument7 pagesDevelopment and Production of Heavy Gauge X70 Pipeline Plate For Deep Water Pipe Applications at Shougang SteelMarcelo Varejão CasarinNo ratings yet
- 02 Hilkes Gross Welding of CrMo Steels For Power Generation and Petrochemical ApplicationsDocument12 pages02 Hilkes Gross Welding of CrMo Steels For Power Generation and Petrochemical Applicationsivanmatijevic100% (1)
- Boiler MaterialsDocument47 pagesBoiler MaterialsSaptarshi SenguptaNo ratings yet
- Sandvik 2re10Document7 pagesSandvik 2re10himan_chongiNo ratings yet
- Preheating in Welding Technology: A Hot TopicDocument9 pagesPreheating in Welding Technology: A Hot TopicRafli RamadhaniNo ratings yet
- 1325Document2 pages1325balaengg1No ratings yet
- Reformer Furnace 02Document8 pagesReformer Furnace 02Cesar Armando LanzNo ratings yet
- FinDocument3 pagesFinTVP_contechNo ratings yet
- Thyssenkrupp Materials International: Material Data SheetDocument4 pagesThyssenkrupp Materials International: Material Data SheetjaseerkannothNo ratings yet
- Qin 2020 J. Phys. Conf. Ser. 1681 012012Document6 pagesQin 2020 J. Phys. Conf. Ser. 1681 012012Taner DemirelNo ratings yet
- PWHT, HT, Igc, MawpDocument40 pagesPWHT, HT, Igc, Mawpsachinshirnath100% (1)
- EP2775007A1Document17 pagesEP2775007A1Srikanth SrikantiNo ratings yet
- Epa 3Document48 pagesEpa 3janfarsa9623No ratings yet
- Sub Marc WeldDocument4 pagesSub Marc WeldzhangjlNo ratings yet
- A743A743MDocument7 pagesA743A743MAnonymous ggwJDMh8No ratings yet
- RESID. STRESS - Residual Stresses in The SAE 52100 After Heat Treatment and TurningDocument7 pagesRESID. STRESS - Residual Stresses in The SAE 52100 After Heat Treatment and TurningGabriel PaesNo ratings yet
- Becht stainGBPess steeGBPDocument2 pagesBecht stainGBPess steeGBPMahmoud GamalNo ratings yet
- Mak214e hmw1Document3 pagesMak214e hmw1çağla AydınNo ratings yet
- Alloy 800 Data SheetDocument2 pagesAlloy 800 Data SheetETSNo ratings yet
- Astm A269Document6 pagesAstm A269Leonardo Borsari SixelNo ratings yet
- Welding 9%ni SteelsDocument9 pagesWelding 9%ni SteelspmoinoNo ratings yet
- CA 6NM CastingsDocument11 pagesCA 6NM CastingsvasanthiNo ratings yet
- 10 0000@www Onepetro org@conference-paper@NACE-2019-12783Document13 pages10 0000@www Onepetro org@conference-paper@NACE-2019-12783rajiv_quantumNo ratings yet
- 1 A 2 3 Appliance Handbook UKDocument0 pages1 A 2 3 Appliance Handbook UKVictor HugoNo ratings yet
- Post Weld Heat TreatmentDocument2 pagesPost Weld Heat TreatmentgullenariNo ratings yet
- Advances in Solid Oxide Fuel Cells XFrom EverandAdvances in Solid Oxide Fuel Cells XMihails KusnezoffNo ratings yet
- Ceramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesFrom EverandCeramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesJosef MatyášNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Ceramic Materials for Energy Applications IV: A Collection of Papers Presented at the 38th International Conference on Advanced Ceramics and Composites, January 27-31, 2014, Daytona Beach, FLFrom EverandCeramic Materials for Energy Applications IV: A Collection of Papers Presented at the 38th International Conference on Advanced Ceramics and Composites, January 27-31, 2014, Daytona Beach, FLHua-Tay LinNo ratings yet
- United States Patent (10) Patent No.: US 7,134,558 B1: Mimlitch, III Et Al. (45) Date of Patent: Nov. 14, 2006Document22 pagesUnited States Patent (10) Patent No.: US 7,134,558 B1: Mimlitch, III Et Al. (45) Date of Patent: Nov. 14, 2006Erin GokNo ratings yet
- US11741542Document20 pagesUS11741542Erin GokNo ratings yet
- United States Patent: (73) Assignee: Cameron International Corporation, 535856. A. 1323 E. ST AlDocument12 pagesUnited States Patent: (73) Assignee: Cameron International Corporation, 535856. A. 1323 E. ST AlErin GokNo ratings yet
- United States Patent: Taft Et AlDocument31 pagesUnited States Patent: Taft Et AlErin GokNo ratings yet
- Patent Application Publication (10) Pub. No.: US 2017/0003072 A1Document29 pagesPatent Application Publication (10) Pub. No.: US 2017/0003072 A1Erin GokNo ratings yet
- United States Patent (10) Patent No.: US 7,398,838 B2: Harder Et Al. (45) Date of Patent: Jul. 15, 2008Document26 pagesUnited States Patent (10) Patent No.: US 7,398,838 B2: Harder Et Al. (45) Date of Patent: Jul. 15, 2008Erin GokNo ratings yet
- Cleaner: (12) (19) Standard Patent Australian Patent OfficeDocument34 pagesCleaner: (12) (19) Standard Patent Australian Patent OfficeErin GokNo ratings yet
- US6263664Document29 pagesUS6263664Erin GokNo ratings yet
- Filed July La, l965: Shell-Less Cast-In - Place Concrete PileDocument6 pagesFiled July La, l965: Shell-Less Cast-In - Place Concrete PileErin GokNo ratings yet
- Nitttttttt-Iii: June 12, 1951Document3 pagesNitttttttt-Iii: June 12, 1951Erin GokNo ratings yet
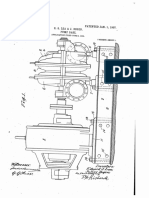
- Zzzzzzzzzzzzzzzzzzzzzzzzzº: PATENTED JAN, L, 1907Document5 pagesZzzzzzzzzzzzzzzzzzzzzzzzzº: PATENTED JAN, L, 1907Erin GokNo ratings yet
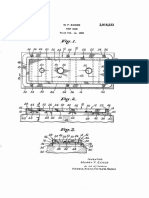
- Dec. 8, 1959 M. F. Ecker 2,916,233: 16-NEEEL2-aODocument3 pagesDec. 8, 1959 M. F. Ecker 2,916,233: 16-NEEEL2-aOErin GokNo ratings yet
- United States Patent (10) Patent No.: US 7,707,797 B2Document11 pagesUnited States Patent (10) Patent No.: US 7,707,797 B2Erin GokNo ratings yet
- United States Patent (10) Patent No.: US 8,381544 B2: Coyle (45) Date of Patent: Feb. 26, 2013Document43 pagesUnited States Patent (10) Patent No.: US 8,381544 B2: Coyle (45) Date of Patent: Feb. 26, 2013Erin GokNo ratings yet
- United States Patent: Yorifuji Et AlDocument16 pagesUnited States Patent: Yorifuji Et AlErin GokNo ratings yet
- United States Patent: Hayashi (45) Date of Patent: Dec. 12, 2006Document12 pagesUnited States Patent: Hayashi (45) Date of Patent: Dec. 12, 2006Erin GokNo ratings yet
- United States Patent (19) : (73) Assignee: NKK Corporation, Tokyo, JapanDocument7 pagesUnited States Patent (19) : (73) Assignee: NKK Corporation, Tokyo, JapanErin GokNo ratings yet
- United States Patent (19) : 45 Date of Patent: Jul. 14, 1998Document18 pagesUnited States Patent (19) : 45 Date of Patent: Jul. 14, 1998Erin GokNo ratings yet
- US1983934Document4 pagesUS1983934Erin GokNo ratings yet
- United States Patent (10) Patent No.: US 6,880,220 B2: Gandy (45) Date of Patent: Apr. 19, 2005Document8 pagesUnited States Patent (10) Patent No.: US 6,880,220 B2: Gandy (45) Date of Patent: Apr. 19, 2005Erin GokNo ratings yet
- US5626804Document16 pagesUS5626804Erin GokNo ratings yet
- United States Patent (10) Patent No.: US 8,356,778 B2Document23 pagesUnited States Patent (10) Patent No.: US 8,356,778 B2Erin GokNo ratings yet
- Patent Application Publication (10) Pub. No.: US 2005/0039616 A1Document13 pagesPatent Application Publication (10) Pub. No.: US 2005/0039616 A1Erin GokNo ratings yet
- Patent Application Publication (10) Pub. No.: US 2007/0157691 A1Document8 pagesPatent Application Publication (10) Pub. No.: US 2007/0157691 A1Erin GokNo ratings yet
- United States Patent (10) Patent No.: US 8.066,046 B2Document6 pagesUnited States Patent (10) Patent No.: US 8.066,046 B2Erin GokNo ratings yet
- Thesis PDFDocument213 pagesThesis PDFJehyo Florence JepaNo ratings yet
- Scope of Work Grey Structure (With Basement)Document3 pagesScope of Work Grey Structure (With Basement)TariqMahmoodNo ratings yet
- Gga Menu Trueeeee FixDocument6 pagesGga Menu Trueeeee FixLuzz HiNo ratings yet
- A - 701 FSY PAVILION DETAILS-ModelDocument1 pageA - 701 FSY PAVILION DETAILS-Modelmichael saycoNo ratings yet
- TechNote Water Reducing Admixtures PDFDocument4 pagesTechNote Water Reducing Admixtures PDFcbsd24No ratings yet
- WINONE Aquapel - Water Repellent Additive For Gypsum, ConcreteDocument2 pagesWINONE Aquapel - Water Repellent Additive For Gypsum, ConcreteAtharva UlangwarNo ratings yet
- TMT Bars SpecificationsDocument3 pagesTMT Bars SpecificationsFlorentina PopaNo ratings yet
- Brochure Dramix 5D4D3DDocument32 pagesBrochure Dramix 5D4D3Dpsychoo4702No ratings yet
- Q3, Module 2, Lesson 3Document9 pagesQ3, Module 2, Lesson 3Jerome A. Gomez100% (2)
- Sample Construction and Material Specifications For The Ultrablock Gravity Wall SystemDocument11 pagesSample Construction and Material Specifications For The Ultrablock Gravity Wall SystemFernando LesterNo ratings yet
- HES Bid Set Fire Protection DrawingsDocument5 pagesHES Bid Set Fire Protection DrawingsMansoor Abdul KhaderNo ratings yet
- Astm C 219 03Document3 pagesAstm C 219 03FelipeNo ratings yet
- 12CS1G01Document5 pages12CS1G01Jhonny RinconesNo ratings yet
- Corrosion Science: Rajiv P. Edavan, Richard KopinskiDocument14 pagesCorrosion Science: Rajiv P. Edavan, Richard KopinskiVanessa Rios NolayaNo ratings yet
- Weld Metal Solidification-2-Microstructure Within GrainsDocument28 pagesWeld Metal Solidification-2-Microstructure Within GrainsOluchi ObiakoNo ratings yet
- Standards of Radiography of WeldDocument133 pagesStandards of Radiography of Weldmsiddique1No ratings yet
- Primavera Project Planner Sample Project: Prepared By: Luay Dwaikat, Msc. Construction ManagementDocument3 pagesPrimavera Project Planner Sample Project: Prepared By: Luay Dwaikat, Msc. Construction ManagementkrajeshkumarxNo ratings yet
- Literature Review of Glass FibreDocument5 pagesLiterature Review of Glass Fibreaflspbnyu100% (1)
- Galvanized Steel Inspection GuideDocument20 pagesGalvanized Steel Inspection GuidePham Ngoc Khan100% (2)
- Civil Engineering: Construction MaterialsDocument16 pagesCivil Engineering: Construction MaterialsNishanth BnNo ratings yet
- Field Cutting of Category 1 Ropes-WireCoDocument1 pageField Cutting of Category 1 Ropes-WireCoWinston CuppNo ratings yet
- IS 10605 (Steel Globe Valves (Flanged and Butt Welded Ends) For Petroleum, Petrochemical and AlliDocument17 pagesIS 10605 (Steel Globe Valves (Flanged and Butt Welded Ends) For Petroleum, Petrochemical and AlliRajan SteeveNo ratings yet
- TSN Connections Tech CatalogDocument84 pagesTSN Connections Tech CatalogkingdbmNo ratings yet
- Parallel Groove Clamp For Overhead Line ConductorDocument14 pagesParallel Groove Clamp For Overhead Line ConductorMohamed AhmiedNo ratings yet
- PristineDocument40 pagesPristineWan HaikalNo ratings yet
- Katalog Produk General ARITADocument72 pagesKatalog Produk General ARITAanon_969520527No ratings yet
- STJLR-60-5020-X100 Iss2Document20 pagesSTJLR-60-5020-X100 Iss2'Lampa'No ratings yet