Download as docx, pdf, or txt
You might also like
- 16319210-New Holland F156 6 F156 6a Grader Service Repair ManualDocument515 pages16319210-New Holland F156 6 F156 6a Grader Service Repair ManualPeter Brick89% (9)
- Porsche Cayenne ManualDocument378 pagesPorsche Cayenne ManualAbhilash R Krishna67% (3)
- Aljon v. Villare - Research PaperDocument41 pagesAljon v. Villare - Research PaperAngel Florence V. VillareNo ratings yet
- Downloaded From Manuals Search EngineDocument180 pagesDownloaded From Manuals Search EngineAntonio CanhaNo ratings yet
- PPT:-Components of Ship ResistanceDocument18 pagesPPT:-Components of Ship Resistanceaimri_cochin100% (2)
- ASD TugsDocument3 pagesASD TugsVaruna Shantha100% (1)
- (B) Unit 2Document43 pages(B) Unit 2crystalNo ratings yet
- Specification 33 KV LineDocument18 pagesSpecification 33 KV LineSatyaprasad NimmakayalaNo ratings yet
- Sdre14-1 Pav 1-5-1dec17Document6 pagesSdre14-1 Pav 1-5-1dec17lwin_oo2435No ratings yet
- Usa Mvss108Document259 pagesUsa Mvss108Gonca DedeNo ratings yet
- Ship Hull ManualDocument31 pagesShip Hull ManualRajeev Balakrishnan100% (1)
- Ship StressesDocument7 pagesShip StressesSumit Sinha50% (2)
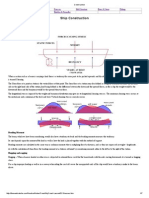
- Ship ConstructionDocument7 pagesShip Constructionpramodkb_cusatNo ratings yet
- DefinitionsDocument4 pagesDefinitionssaif100% (1)
- Seamanship 2A ReviewerDocument8 pagesSeamanship 2A Reviewergemmarvillacastin712No ratings yet
- Word Ship HandlingDocument9 pagesWord Ship Handlingrigel100% (1)
- Weight and BuoyancyDocument28 pagesWeight and BuoyancyElmer SullonNo ratings yet
- Mechanical Stress On Vessels PDFDocument25 pagesMechanical Stress On Vessels PDFLaurentiu DraganNo ratings yet
- Dry Docking OperationsDocument5 pagesDry Docking Operationshutsonianp100% (2)
- Geometry of Ships and Ship-Shaped Deepwater Floating SystemsDocument55 pagesGeometry of Ships and Ship-Shaped Deepwater Floating SystemsKrishnan ChockalingamNo ratings yet
- 455.righting Moment42 MINDocument16 pages455.righting Moment42 MINFishing CatNo ratings yet
- Construction HandoutDocument29 pagesConstruction HandoutAung Htet KyawNo ratings yet
- Ship Structures: An OverviewDocument13 pagesShip Structures: An OverviewMahmudul Hasan TanvirNo ratings yet
- Research Paper Semi Finals Week 9 12Document42 pagesResearch Paper Semi Finals Week 9 12Carlo ValdezNo ratings yet
- Ship Parts Definition & Immersion HydrometerDocument5 pagesShip Parts Definition & Immersion HydrometerHOSSAIN AL FAYSALNo ratings yet
- Anchoring N Ship Handel IngDocument19 pagesAnchoring N Ship Handel IngRishav Raj0% (1)
- Module 002 STABILITY & DRAFTMARKS READINGDocument99 pagesModule 002 STABILITY & DRAFTMARKS READINGallan kasem alcazaren100% (1)
- Passenger Ship in A Shipyard at Papenburg, Ger. © Meyer-Werft/Press and Information Office of TheDocument69 pagesPassenger Ship in A Shipyard at Papenburg, Ger. © Meyer-Werft/Press and Information Office of TheVinoth KumarNo ratings yet
- Ship Construction 2020Document108 pagesShip Construction 2020Cap Karim ElSherbini100% (3)
- Metacentric HeightDocument6 pagesMetacentric HeightKeyboardMan1960No ratings yet
- Welcome To International Journal of Engineering Research and Development (IJERD)Document9 pagesWelcome To International Journal of Engineering Research and Development (IJERD)IJERDNo ratings yet
- Cargo Work !Document345 pagesCargo Work !Grecianu Cosmin100% (2)
- Ship Construction Final Sept 2019 (Autosaved)Document108 pagesShip Construction Final Sept 2019 (Autosaved)Mohammed EhabNo ratings yet
- Seam 5 Topic 1 Principles of Ship HandlingDocument16 pagesSeam 5 Topic 1 Principles of Ship Handlingbryan.negriteNo ratings yet
- ShipDocument88 pagesShipGiorgi KandelakiNo ratings yet
- Updated Ship - Cons - and - Na PDFDocument60 pagesUpdated Ship - Cons - and - Na PDFvenkatachalapathy.thNo ratings yet
- Primary StructureDocument8 pagesPrimary StructureKentNo ratings yet
- Project (Sajjat Mistry For Grse)Document11 pagesProject (Sajjat Mistry For Grse)Souvik SamantaNo ratings yet
- SF and BM LimitsDocument4 pagesSF and BM LimitsBiplab SharmaNo ratings yet
- Class 4 Safety Oral Ship Construction & Naval FileDocument72 pagesClass 4 Safety Oral Ship Construction & Naval Fileclinton100% (4)
- Class4 Question & Answers Ship ConstDocument48 pagesClass4 Question & Answers Ship ConstNarine100% (2)
- Seam 2 Week 3Document34 pagesSeam 2 Week 3justine arenasNo ratings yet
- GSKDocument6 pagesGSKliao_marco100% (1)
- Seam 3bDocument8 pagesSeam 3bjun franklin fundalNo ratings yet
- Ship Construction DefinitionsDocument53 pagesShip Construction DefinitionsRuchika RajawatNo ratings yet
- What Is Baseline of A ShipDocument11 pagesWhat Is Baseline of A ShipSwarg Vibha100% (1)
- Adverse Stability: Check You Progress NameDocument3 pagesAdverse Stability: Check You Progress NameArun Ketu SethNo ratings yet
- Why Ships Fail in MidshipDocument6 pagesWhy Ships Fail in MidshipRohit KakadeNo ratings yet
- D.G Ov .Au: 1.0 PreparationDocument9 pagesD.G Ov .Au: 1.0 PreparationNgaire TaylorNo ratings yet
- 03 Loads On Floating Marine Structures - 2020Document23 pages03 Loads On Floating Marine Structures - 2020ViVi OctavianiNo ratings yet
- Stability Theory With Ques and AnsDocument25 pagesStability Theory With Ques and AnsAnkit BatraNo ratings yet
- Matlab TutorialDocument55 pagesMatlab TutorialSahil JawaNo ratings yet
- CH 16 Bilging & Damage Control Etc.Document13 pagesCH 16 Bilging & Damage Control Etc.Amit PandeyNo ratings yet
- Ship Handling ModifiedDocument61 pagesShip Handling ModifiedNuman Kooliyat Ismeth100% (1)
- Stability Definition (Eng)Document3 pagesStability Definition (Eng)Kononnikov Alexandr100% (1)
- Lauinching Evaluation by Numerical Simulations: Stefan Krueger, TU Hamburg-Harburg, GermanyDocument9 pagesLauinching Evaluation by Numerical Simulations: Stefan Krueger, TU Hamburg-Harburg, GermanyRAJESH GANESANNo ratings yet
- Marine Rubber FendersDocument8 pagesMarine Rubber FendersSuryo Wijiono PambudiNo ratings yet
- Seamanship 2 PrelimsDocument5 pagesSeamanship 2 Prelimsjanerniecabe11032002No ratings yet
- Seam 6 - Module 7Document16 pagesSeam 6 - Module 7No VaNo ratings yet
- Yachting Start to Finish: From Beginner to Advanced: The Perfect Guide to Improving Your Yachting SkillsFrom EverandYachting Start to Finish: From Beginner to Advanced: The Perfect Guide to Improving Your Yachting SkillsNo ratings yet
- Motorboating Start to Finish: From Beginner to Advanced: The Perfect Guide to Improving Your Motorboating SkillsFrom EverandMotorboating Start to Finish: From Beginner to Advanced: The Perfect Guide to Improving Your Motorboating SkillsNo ratings yet
- Dinghy Sailing Start to Finish: From Beginner to Advanced: The Perfect Guide to Improving Your Sailing SkillsFrom EverandDinghy Sailing Start to Finish: From Beginner to Advanced: The Perfect Guide to Improving Your Sailing SkillsNo ratings yet
- The Island Hopping Digital Guide to the Northwest Caribbean - Part I - The Northern Coast of JamaicaFrom EverandThe Island Hopping Digital Guide to the Northwest Caribbean - Part I - The Northern Coast of JamaicaNo ratings yet
- 15etn153 - Quality Control & Quality Assurance - GeDocument4 pages15etn153 - Quality Control & Quality Assurance - GeDeepak PooranachandranNo ratings yet
- Students Instruction - SP-IIDocument4 pagesStudents Instruction - SP-IIDeepak PooranachandranNo ratings yet
- Unit-I 1. Explain About Principles of Design For Production in Ship BuildingDocument9 pagesUnit-I 1. Explain About Principles of Design For Production in Ship BuildingDeepak PooranachandranNo ratings yet
- 18dno028-Basic Ship TheoryDocument3 pages18dno028-Basic Ship TheoryDeepak PooranachandranNo ratings yet
- Students Instruction - Basic Ships TheoryDocument4 pagesStudents Instruction - Basic Ships TheoryDeepak PooranachandranNo ratings yet
- Production and Project ManagementDocument4 pagesProduction and Project ManagementDeepak PooranachandranNo ratings yet
- Part - A 10 X 2 20 Marks Answer All QuestionsDocument2 pagesPart - A 10 X 2 20 Marks Answer All QuestionsDeepak PooranachandranNo ratings yet
- SHT Question Bank1Document10 pagesSHT Question Bank1Deepak PooranachandranNo ratings yet
- POSDocument4 pagesPOSDeepak PooranachandranNo ratings yet
- 18DNO028-Basic Ship TheoryDocument1 page18DNO028-Basic Ship TheoryDeepak PooranachandranNo ratings yet
- Part - ADocument2 pagesPart - ADeepak PooranachandranNo ratings yet
- 15ETN053 - Ship Production - IIDocument1 page15ETN053 - Ship Production - IIDeepak PooranachandranNo ratings yet
- Unit-I One MarksDocument32 pagesUnit-I One MarksDeepak PooranachandranNo ratings yet
- 15DNO106 - Ship TrialsDocument1 page15DNO106 - Ship TrialsDeepak PooranachandranNo ratings yet
- Part - A: (2 Marks)Document5 pagesPart - A: (2 Marks)Deepak PooranachandranNo ratings yet
- 18cdna44 - Basic Ship TheoryDocument15 pages18cdna44 - Basic Ship TheoryDeepak PooranachandranNo ratings yet
- Revision Phase-1 (UNIT 1 & 2) 2 MarksDocument2 pagesRevision Phase-1 (UNIT 1 & 2) 2 MarksDeepak PooranachandranNo ratings yet
- Unit-I 1. Explain About Lines Plan of A Ship? AnsDocument14 pagesUnit-I 1. Explain About Lines Plan of A Ship? AnsDeepak Pooranachandran100% (1)
- Unit-I 2 MarksDocument4 pagesUnit-I 2 MarksDeepak PooranachandranNo ratings yet
- One MarksDocument27 pagesOne MarksDeepak PooranachandranNo ratings yet
- WindlassDocument6 pagesWindlassDeepak PooranachandranNo ratings yet
- Ex 3 PDFDocument24 pagesEx 3 PDFDeepak PooranachandranNo ratings yet
- Chapter-4 Planning (Pert&Cpm Analysics)Document5 pagesChapter-4 Planning (Pert&Cpm Analysics)Deepak PooranachandranNo ratings yet
- Revision Phase-1 (UNIT 1 & 2) 2 MarksDocument2 pagesRevision Phase-1 (UNIT 1 & 2) 2 MarksDeepak PooranachandranNo ratings yet
- Planning (Activity Map PERT & CPM Analysis To Be Included)Document7 pagesPlanning (Activity Map PERT & CPM Analysis To Be Included)Deepak PooranachandranNo ratings yet
- Revision Phase 1Document1 pageRevision Phase 1Deepak PooranachandranNo ratings yet
- PERT Chart and CPM: Table 2.1 Activity List and Duration TableDocument2 pagesPERT Chart and CPM: Table 2.1 Activity List and Duration TableDeepak PooranachandranNo ratings yet
- Revision Phase 1 PDFDocument2 pagesRevision Phase 1 PDFDeepak PooranachandranNo ratings yet
- Revision Phase-1 (UNIT 1 & 2) 2 MarksDocument2 pagesRevision Phase-1 (UNIT 1 & 2) 2 MarksDeepak PooranachandranNo ratings yet
- Find Neutral Axis For Below Sections All Dimensions Are in InchDocument1 pageFind Neutral Axis For Below Sections All Dimensions Are in InchDeepak PooranachandranNo ratings yet
- Check List IOSA SEC Remote 1Document19 pagesCheck List IOSA SEC Remote 1arief rachmanNo ratings yet
- Actuator Maintenance ServicesDocument7 pagesActuator Maintenance ServicesKevin MuhalingNo ratings yet
- Alex Maina Kiai Project ProposalDocument60 pagesAlex Maina Kiai Project ProposalAlex MainaNo ratings yet
- 988h Implement Cylele Time Checktechdoc - Print - PageDocument3 pages988h Implement Cylele Time Checktechdoc - Print - Pagerao abdul bariNo ratings yet
- Car JackDocument9 pagesCar Jackdeepak GuptaNo ratings yet
- Wild Rose Expense ClaimDocument90 pagesWild Rose Expense ClaimslavkornikNo ratings yet
- Interview With Bruno and Ann SkanovskyDocument74 pagesInterview With Bruno and Ann SkanovskynyecountyhistoryNo ratings yet
- Buzzwangle Calado EncendidoDocument4 pagesBuzzwangle Calado EncendidoEusebio Pons FontanalsNo ratings yet
- Read The Question Paper Carefully. 2. All Questions Are CompulsoryDocument2 pagesRead The Question Paper Carefully. 2. All Questions Are Compulsoryanurag srivastavaNo ratings yet
- Sap Order Format: Endurance Systems (I) Pvt. LTDDocument34 pagesSap Order Format: Endurance Systems (I) Pvt. LTDjammykumarNo ratings yet
- 2005 Mumbai FloodDocument5 pages2005 Mumbai Flooddaniyal rasheedNo ratings yet
- 08 August Otis GazetteDocument48 pages08 August Otis GazetteCoolerAdsNo ratings yet
- The Development of Typology of Warships in The Greek and Roman World Throughout The Eighth To First Centuries BCDocument25 pagesThe Development of Typology of Warships in The Greek and Roman World Throughout The Eighth To First Centuries BCStanisław DucinNo ratings yet
- Wartsila 2nd Ed Marine Encyclopedia 1 100Document100 pagesWartsila 2nd Ed Marine Encyclopedia 1 100Maan MrabetNo ratings yet
- Weekly Progress ReportDocument6 pagesWeekly Progress ReportAnushke HennayakeNo ratings yet
- Class NK RuleDocument7 pagesClass NK RuleZaentsankrezpector DetasmenAntie ViruezNo ratings yet
- Operation Fork, Iceland May 1940Document6 pagesOperation Fork, Iceland May 1940Anonymous umMMmxrA2ANo ratings yet
- Civil Engineer: Job Description: Most Civil Engineers Specialise in A Type of ProjectDocument2 pagesCivil Engineer: Job Description: Most Civil Engineers Specialise in A Type of ProjectCristian Hilario QuispeNo ratings yet
- Elongation and Flakiness TestDocument10 pagesElongation and Flakiness TestHi270693No ratings yet
- BL 5000SLX Parts Diagram QuickJackDocument1 pageBL 5000SLX Parts Diagram QuickJackjavierNo ratings yet
- Katalog - Marcegaglia Guardrail Single Sided BarriersDocument24 pagesKatalog - Marcegaglia Guardrail Single Sided BarriersmilantesanovicNo ratings yet
- Catalog General 2007: SC Fusion Romania SRLDocument78 pagesCatalog General 2007: SC Fusion Romania SRLvan_dall_2No ratings yet
- 320 Pocket ReviewDocument6 pages320 Pocket ReviewJulioallendeNo ratings yet
- Manpower HistogramDocument1 pageManpower Histogrambolsamir100% (1)