Download as docx, pdf, or txt
You might also like
- Least Mastered Competencies (Grade 6)Document14 pagesLeast Mastered Competencies (Grade 6)Renge Taña91% (33)
- Autocad Full ReportDocument47 pagesAutocad Full ReportAnkur Monga78% (23)
- Professional Practice Session 1Document23 pagesProfessional Practice Session 1Dina HawashNo ratings yet
- What Are The Advantages of Autocad Over Manual DraftingDocument2 pagesWhat Are The Advantages of Autocad Over Manual DraftingGaurav BassiNo ratings yet
- UBC ASHRAE Competition Report PDFDocument34 pagesUBC ASHRAE Competition Report PDFmech118100% (1)
- Road Safety Project PowerPoint PresentationDocument60 pagesRoad Safety Project PowerPoint PresentationRoadSafety82% (45)
- All About SAP - How To Use F110 in Sap - Step by StepDocument3 pagesAll About SAP - How To Use F110 in Sap - Step by StepAnanthakumar ANo ratings yet
- Computer-aided-WPS OfficeDocument6 pagesComputer-aided-WPS OfficeKurmi MainaNo ratings yet
- Autocad Form One and TwoDocument58 pagesAutocad Form One and Twobrandon.dube2026No ratings yet
- 6 Week Training ReportDocument32 pages6 Week Training ReportRavi KumarNo ratings yet
- Autocad Hand Book First Edition CollegesDocument58 pagesAutocad Hand Book First Edition CollegesJeketera Shadreck100% (1)
- CadDocument8 pagesCadLuck VelascoNo ratings yet
- Computer Aided Drawing and Design NotesrDocument16 pagesComputer Aided Drawing and Design NotesrMue ngineerNo ratings yet
- Computer-Aided Design (CAD) Is TheDocument3 pagesComputer-Aided Design (CAD) Is TheAhmed AdelNo ratings yet
- Computer Aided DesignDocument7 pagesComputer Aided DesignRicardo AqpNo ratings yet
- Digital Assignment 3: TopicDocument18 pagesDigital Assignment 3: Topicprajari ghoshNo ratings yet
- Assignment MachiningDocument4 pagesAssignment MachiningAhmad HazimNo ratings yet
- Term Paper of Mechanical SciencesDocument12 pagesTerm Paper of Mechanical SciencesamitmaheshpurNo ratings yet
- Final CadDocument24 pagesFinal CadPRATEEK GOYALNo ratings yet
- Cadsystems - PPT: Computer-Aided DesignDocument8 pagesCadsystems - PPT: Computer-Aided DesignMichael DineshNo ratings yet
- AutoCAD NotesDocument88 pagesAutoCAD NotesInaam UllahNo ratings yet
- Computer Aided Drafting Week 1Document7 pagesComputer Aided Drafting Week 1mosesbala078No ratings yet
- Introduction To CAD: Latest ArticlesDocument1 pageIntroduction To CAD: Latest Articlesjahremade jahremadeNo ratings yet
- Cad/Cam: Md. Mazharul HelalDocument42 pagesCad/Cam: Md. Mazharul HelalGreen University TextileNo ratings yet
- Computer Aided Design: Introduction To CADDocument6 pagesComputer Aided Design: Introduction To CADRishabhNo ratings yet
- INTRODUCTION TO COMPUTER AIDED DESIGN RahulDocument6 pagesINTRODUCTION TO COMPUTER AIDED DESIGN RahulRishabhNo ratings yet
- Design and Fabrication Ofoldham CouplingDocument25 pagesDesign and Fabrication Ofoldham CouplingSanjeev Kumar0% (1)
- Definition Cad CamDocument5 pagesDefinition Cad CamzanwahidNo ratings yet
- Computer: Computer-Aided Design (CAD), Also Known As Computer-Aided Design and Drafting (CADD)Document3 pagesComputer: Computer-Aided Design (CAD), Also Known As Computer-Aided Design and Drafting (CADD)Singh VadanNo ratings yet
- Cadd OverviewDocument3 pagesCadd OverviewJonaed BhuiyanNo ratings yet
- Technological University of The Philippines Ayala Blvd. Ermita, Manila College of EngineeringDocument19 pagesTechnological University of The Philippines Ayala Blvd. Ermita, Manila College of EngineeringKraciana Celestina SantosNo ratings yet
- Cad - Cam - Eto - MRP2Document13 pagesCad - Cam - Eto - MRP2dixittankNo ratings yet
- Computer-Integrated Manufacturing (CIM) Is TheDocument24 pagesComputer-Integrated Manufacturing (CIM) Is TheBhupinder Singh MakanNo ratings yet
- Computer-Aided Design: Product Lifecycle ManagementDocument1 pageComputer-Aided Design: Product Lifecycle ManagementgwenashleyNo ratings yet
- Introduction To CADDocument3 pagesIntroduction To CADMaaruf Khan PathanNo ratings yet
- Prodcut CCDocument11 pagesProdcut CCKrishna KumarNo ratings yet
- What Is A Computer Aided DraftingDocument3 pagesWhat Is A Computer Aided DraftingLlyann espadaNo ratings yet
- AutoCAD NotesDocument87 pagesAutoCAD NotesShirley Munoz100% (1)
- 3D Cad - An Emergent Tool For Concept DesignDocument4 pages3D Cad - An Emergent Tool For Concept DesignAdvanced Research PublicationsNo ratings yet
- CAD / Computer-Aided DesignDocument3 pagesCAD / Computer-Aided Designsatya prakash mallNo ratings yet
- (MFG Engg HDBK, CHP 9) : 9.1.1 What Is CAD?Document2 pages(MFG Engg HDBK, CHP 9) : 9.1.1 What Is CAD?Sufian HijazNo ratings yet
- Advantages of CAD Over Conventional Drawing Techniques (Assignnet 1)Document9 pagesAdvantages of CAD Over Conventional Drawing Techniques (Assignnet 1)Firdaus Khan100% (1)
- Naval Department: Difference Between Cad and CamDocument7 pagesNaval Department: Difference Between Cad and CamHany EmadNo ratings yet
- Some of The Advantages of CAD Over Manual Drawing AreDocument16 pagesSome of The Advantages of CAD Over Manual Drawing AreLight WorkerNo ratings yet
- Computer Aided DesignDocument3 pagesComputer Aided DesignCora MangubatNo ratings yet
- Introduction To Computer Aided Design RajDocument6 pagesIntroduction To Computer Aided Design RajRishabhNo ratings yet
- Computer Aided Design (Cad) : Submitted To:Inderjeet Singh SirDocument6 pagesComputer Aided Design (Cad) : Submitted To:Inderjeet Singh SirRishabhNo ratings yet
- Cad Cam Technology 8725 OKSxhtPDocument17 pagesCad Cam Technology 8725 OKSxhtPshivu bnNo ratings yet
- Computer Graphicsnotesbatch1Document50 pagesComputer Graphicsnotesbatch1Revanth BhattaramNo ratings yet
- Universiti Kuala Lumpur Malaysian Institute of Marine Engineering Technology (Unikl Mimet)Document14 pagesUniversiti Kuala Lumpur Malaysian Institute of Marine Engineering Technology (Unikl Mimet)Haiqal MarizanNo ratings yet
- Mechanical EngineeringDocument4 pagesMechanical EngineeringEmmanuel KutaniNo ratings yet
- Computer Aided DesignDocument14 pagesComputer Aided DesignthirumalaikumaranNo ratings yet
- Tugas Tek GambarDocument19 pagesTugas Tek GambarRichard LexonNo ratings yet
- Intro Computer Aided DraftingDocument4 pagesIntro Computer Aided DraftingSheila Mae HantocNo ratings yet
- Lecture 2 - Computer Aided DesignDocument19 pagesLecture 2 - Computer Aided DesignDarren Neil MapanooNo ratings yet
- Chapter 1Document7 pagesChapter 1Filiz ÖztürkNo ratings yet
- Visual Graphic Design - VGD4: Computer Aided Design (CAD)Document14 pagesVisual Graphic Design - VGD4: Computer Aided Design (CAD)JD SalviejoNo ratings yet
- What Is Cad and Its Uses?: Quality of 3D RepresentationDocument5 pagesWhat Is Cad and Its Uses?: Quality of 3D RepresentationZeeshan NazirNo ratings yet
- Chapter 1Document8 pagesChapter 1Rheymarkbutron RamadaNo ratings yet
- Autocad Full ReportDocument45 pagesAutocad Full ReportMady Mathur50% (2)
- Auto CAD NotesDocument74 pagesAuto CAD NotesStoic ManNo ratings yet
- Some of The Advantages of CAD Over Manual Drawing AreDocument8 pagesSome of The Advantages of CAD Over Manual Drawing AreNanda KishoreNo ratings yet
- Unit - I - Introduction To Cad/CamDocument73 pagesUnit - I - Introduction To Cad/CamPrakhar JainNo ratings yet
- Note 1493621926Document92 pagesNote 1493621926Surya BhupathirajuNo ratings yet
- Geometric Modeling: Exploring Geometric Modeling in Computer VisionFrom EverandGeometric Modeling: Exploring Geometric Modeling in Computer VisionNo ratings yet
- QSB 6.7 230 3000 Id-08may13 PDFDocument3 pagesQSB 6.7 230 3000 Id-08may13 PDFmech118No ratings yet
- Description of Sample Problems: To Features in LS-DYNADocument30 pagesDescription of Sample Problems: To Features in LS-DYNAmech118No ratings yet
- An Introduction To Internal Combustion EnginesDocument20 pagesAn Introduction To Internal Combustion Enginesmech118No ratings yet
- Ecq 01Document1 pageEcq 01AbiramiNaiduNo ratings yet
- Ansys Workbench TutorialsDocument13 pagesAnsys Workbench Tutorialsmech118No ratings yet
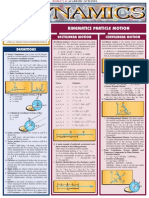
- Dynamics - Quick Reference SheetDocument4 pagesDynamics - Quick Reference Sheetmech118No ratings yet
- MMC ManualDocument6 pagesMMC Manualmech118No ratings yet
- m (lb) r (in) Ѳ m (lb) r (in) Ѳ 1 1 3 30 1 3 210 2 0.5 4 40 0.5 4 220Document2 pagesm (lb) r (in) Ѳ m (lb) r (in) Ѳ 1 1 3 30 1 3 210 2 0.5 4 40 0.5 4 220mech118No ratings yet
- BeltsDocument2 pagesBeltsmech118No ratings yet
- Road Ethics: Presented ToDocument13 pagesRoad Ethics: Presented Tomech118No ratings yet
- T-Systems CPNI Policy Statement - Final 022717 PDFDocument2 pagesT-Systems CPNI Policy Statement - Final 022717 PDFFederal Communications Commission (FCC)No ratings yet
- The Law On Obligations and Contracts (Notes From Youtube) - PrelimDocument36 pagesThe Law On Obligations and Contracts (Notes From Youtube) - PrelimGwyneth ArabelaNo ratings yet
- Fped 07 00310Document6 pagesFped 07 00310Fariz HidayatNo ratings yet
- The Secret Book of JamesDocument17 pagesThe Secret Book of JameslaniNo ratings yet
- Minimal Stimulation IVF Vs Conventional IVFDocument8 pagesMinimal Stimulation IVF Vs Conventional IVFpolygoneNo ratings yet
- Staffordshire Surge Vs Manchester TitansDocument28 pagesStaffordshire Surge Vs Manchester TitansShaun RogersNo ratings yet
- Palaycheck System Based Rice Cultivation in The PhilippinesDocument125 pagesPalaycheck System Based Rice Cultivation in The PhilippinesRizalito BenitoNo ratings yet
- SocratesDocument10 pagesSocratesarvin paruliNo ratings yet
- Company Feasibility StudyDocument21 pagesCompany Feasibility StudyDesiree Raot RaotNo ratings yet
- PYF Biennial Conference Vawi 19-NaDocument1 pagePYF Biennial Conference Vawi 19-NaMizoram Presbyterian Church SynodNo ratings yet
- Gravitational Force WSDocument2 pagesGravitational Force WSSatria HalimNo ratings yet
- IPD Rolando AtaDocument2 pagesIPD Rolando AtaMarcela RamosNo ratings yet
- Unit - 2 Sensor Networks - Introduction & ArchitecturesDocument32 pagesUnit - 2 Sensor Networks - Introduction & Architecturesmurlak37No ratings yet
- Investments AssignmentDocument5 pagesInvestments Assignmentapi-276011473No ratings yet
- Teacher Learning Walk Templates - 2017 - 1Document13 pagesTeacher Learning Walk Templates - 2017 - 1Zakaria Md SaadNo ratings yet
- Veterinary MicrobiologyDocument206 pagesVeterinary MicrobiologyHomosapienNo ratings yet
- GIDC Rajju Shroff ROFEL Institute of Management Studies: Subject:-CRVDocument7 pagesGIDC Rajju Shroff ROFEL Institute of Management Studies: Subject:-CRVIranshah MakerNo ratings yet
- Operational Framework of Community Organizing ProcessDocument18 pagesOperational Framework of Community Organizing ProcessJan Paul Salud LugtuNo ratings yet
- For Updates Visit orDocument6 pagesFor Updates Visit orJFJannahNo ratings yet
- Asco Power Transfer Switch Comparison Features-3149 134689 0Document2 pagesAsco Power Transfer Switch Comparison Features-3149 134689 0angel aguilarNo ratings yet
- Current Affairs October 2013kDocument76 pagesCurrent Affairs October 2013kKanthi Rekha VardhiNo ratings yet
- GAS ModelDocument3 pagesGAS ModelDibyendu ShilNo ratings yet
- PhysioEx Exercise 1 Activity 4Document3 pagesPhysioEx Exercise 1 Activity 4CLAUDIA ELISABET BECERRA GONZALESNo ratings yet
- Ed Batista Self Coaching Class 6 Slideshare 150505182356 Conversion Gate02 PDFDocument34 pagesEd Batista Self Coaching Class 6 Slideshare 150505182356 Conversion Gate02 PDFSyed WilayathNo ratings yet
- DoomsdayDocument29 pagesDoomsdayAsmita RoyNo ratings yet
- History of The Stanford Watershed Model PDFDocument3 pagesHistory of The Stanford Watershed Model PDFchindy adsariaNo ratings yet
- UNIT 3 Part 1-Propositional LogicDocument11 pagesUNIT 3 Part 1-Propositional LogicVanshika ChauhanNo ratings yet